You might also like
- Residential Asphalt Roofing Manual Design and Application Methods 2014 EditionFrom EverandResidential Asphalt Roofing Manual Design and Application Methods 2014 EditionNo ratings yet
- RA1158-RHDHV-EG-ZZ-SC-S-9001-A1-C06 - Dock Gates Specification-Pg27-28Document2 pagesRA1158-RHDHV-EG-ZZ-SC-S-9001-A1-C06 - Dock Gates Specification-Pg27-28AnasNo ratings yet
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Painting SpecDocument10 pagesPainting SpecTroy HooperNo ratings yet
- Water-based Acrylic Dispersions: Applications in Architectural CoatingsFrom EverandWater-based Acrylic Dispersions: Applications in Architectural CoatingsNo ratings yet
- Shop Painting 411Document4 pagesShop Painting 411quietdifferentNo ratings yet
- Tahapan SURFACE PREPARATIONDocument3 pagesTahapan SURFACE PREPARATIONhenryNo ratings yet
- Ceramic Materials for Energy Applications VIFrom EverandCeramic Materials for Energy Applications VIHua-Tay LinNo ratings yet
- Section 11Document6 pagesSection 11dak comeiNo ratings yet
- Painting ProcedureDocument8 pagesPainting ProcedureSunday Paul50% (2)
- Internal PaintingDocument9 pagesInternal Paintingtzimtiger50% (2)
- Anticorrosion Reinforcement SpecsDocument5 pagesAnticorrosion Reinforcement SpecsNishan Lulu Muhamed JaleelNo ratings yet
- Concrete Repair and Structure StrengtheningDocument5 pagesConcrete Repair and Structure StrengtheningAidaJalaluddinNo ratings yet
- 1 SS PP 014 Add2.2Document3 pages1 SS PP 014 Add2.2Niraj PandyaNo ratings yet
- Related SpecsDocument13 pagesRelated SpecsAhmed GhariebNo ratings yet
- InternalPainting PDFDocument9 pagesInternalPainting PDFPhilip LonerganNo ratings yet
- Surface Preparation & Painting Procedure: List of ContentDocument20 pagesSurface Preparation & Painting Procedure: List of Contentsherviny50% (4)
- Specification For Painting-Piping & EquipmentDocument21 pagesSpecification For Painting-Piping & EquipmentAlvin Smith100% (2)
- BCS 060 PaintingDocument6 pagesBCS 060 Paintingjames_chan2178No ratings yet
- ITCC in Riyadh Residential Complex J10-13300 09671-1 Resinous FlooringDocument4 pagesITCC in Riyadh Residential Complex J10-13300 09671-1 Resinous FlooringuddinnadeemNo ratings yet
- 02580Document5 pages02580uddinnadeemNo ratings yet
- Road MarkingDocument6 pagesRoad MarkingPanchadcharam PushparubanNo ratings yet
- Titan Guide Spec For Stucco 2012-01-12Document7 pagesTitan Guide Spec For Stucco 2012-01-12Joseph ChenNo ratings yet
- Dhofar Power Company Saog: MacdonaldDocument1 pageDhofar Power Company Saog: Macdonald54045114No ratings yet
- SurfaceProcedure Preparation-085 R3Document17 pagesSurfaceProcedure Preparation-085 R3Vinu Raveendran100% (1)
- REAL Painting SpecificationDocument46 pagesREAL Painting SpecificationVivek Rathod100% (2)
- (2-2.b) - As-Built For Metal BuildingDocument482 pages(2-2.b) - As-Built For Metal BuildingAbdul Wadood GharsheenNo ratings yet
- Painting Process Equipment and PipingDocument17 pagesPainting Process Equipment and PipingJoseph Darwin ZionNo ratings yet
- NAPCA CoaltarDocument6 pagesNAPCA CoaltarminhnnNo ratings yet
- S10-Coating, WrappingDocument12 pagesS10-Coating, Wrappingpius nwiwukaNo ratings yet
- Claire Works, Anders WWW - Thermaset.co - UkDocument5 pagesClaire Works, Anders WWW - Thermaset.co - UkArun RajaNo ratings yet
- Dm-dsi-SPEC09 - Corrosion PR & Odor CNTRLDocument13 pagesDm-dsi-SPEC09 - Corrosion PR & Odor CNTRLhardikNo ratings yet
- Overhead Crane Runway Beams Surface Treatment and PaintingDocument2 pagesOverhead Crane Runway Beams Surface Treatment and PaintingSami SawalhaNo ratings yet
- Section R16 Road MarkingsDocument4 pagesSection R16 Road MarkingsBALEN KAKLNo ratings yet
- Internal Surface Treatment SpecificationDocument3 pagesInternal Surface Treatment SpecificationaltipatlarNo ratings yet
- Painting Specification PDFDocument17 pagesPainting Specification PDFGaurav TripathiNo ratings yet
- Paint Inspection ServicesDocument27 pagesPaint Inspection ServicesJAVID TAJHIZ MAHAN100% (1)
- ITCC in Riyadh Residential Complex J10-13300 07150-1 DampproofingDocument3 pagesITCC in Riyadh Residential Complex J10-13300 07150-1 DampproofinguddinnadeemNo ratings yet
- ITCC in Riyadh Residential Complex J10-13300 07900-1 SealantsDocument6 pagesITCC in Riyadh Residential Complex J10-13300 07900-1 SealantsuddinnadeemNo ratings yet
- Blasting and Painting Procedure 1Document6 pagesBlasting and Painting Procedure 1vishwas salunkheNo ratings yet
- Types & Procedures: Internal Tank Linings & CoatingsDocument22 pagesTypes & Procedures: Internal Tank Linings & CoatingsAhmed100% (1)
- Method Statement For Surface Preparation Prtective CoatingDocument10 pagesMethod Statement For Surface Preparation Prtective CoatingJaved MANo ratings yet
- Painting Procedure TemplateDocument14 pagesPainting Procedure TemplateNnamdi Celestine NnamdiNo ratings yet
- 022 Painting Spec (A)Document8 pages022 Painting Spec (A)sravan_kits929No ratings yet
- Section - 07 92 00 - Sealants and CaulkingDocument4 pagesSection - 07 92 00 - Sealants and CaulkingEliseo LagmanNo ratings yet
- Iso 9223-Corrosiovity of Alloys PDFDocument5 pagesIso 9223-Corrosiovity of Alloys PDFabhibmaneNo ratings yet
- App D Painting SpecificationsDocument6 pagesApp D Painting SpecificationsJignesh PandyaNo ratings yet
- HPCL - Painting - Procedure ScannedDocument17 pagesHPCL - Painting - Procedure ScannedmanishkapriNo ratings yet
- Ai Hempadur 15500 EnglishDocument6 pagesAi Hempadur 15500 EnglishS M ASIFNo ratings yet
- Specifications of Painting WorksDocument7 pagesSpecifications of Painting WorksSiddharth Gamare100% (1)
- PaintingDocument2 pagesPaintingDeebak Ashwin ViswanathanNo ratings yet
- Cement Details PDFDocument292 pagesCement Details PDFcristyjayNo ratings yet
- Painting Procedure Template PDFDocument14 pagesPainting Procedure Template PDFjohn100% (1)
- Appendix-8 Painting SpecificationDocument12 pagesAppendix-8 Painting SpecificationVasanthakumarNo ratings yet
- 4.10) Arch Shaped Self Supporting Trussless Roof SpecificationsDocument11 pages4.10) Arch Shaped Self Supporting Trussless Roof Specificationshebh123100% (1)
- Guide Specification: NeoflexDocument4 pagesGuide Specification: NeoflexruloNo ratings yet
- Painting Procedure TemplateDocument15 pagesPainting Procedure TemplateMohd Fadzle93% (70)
- MaterialDocument6 pagesMaterialRafi' RamliNo ratings yet
- Sec 685Document10 pagesSec 685junior vegaNo ratings yet
- HTRHTH 4 THRT 4 HJ 56Document2 pagesHTRHTH 4 THRT 4 HJ 56Punithan PunithanNo ratings yet
- Rjmyku, I Io Ki, JKDocument1 pageRjmyku, I Io Ki, JKPunithan PunithanNo ratings yet
- HKH HL KoDocument1 pageHKH HL KoPunithan PunithanNo ratings yet
- SL No Design Deliverables Duration Target DatelineDocument2 pagesSL No Design Deliverables Duration Target DatelinePunithan PunithanNo ratings yet
- Hdf83rmcmdehdf ElfyeifdDocument1 pageHdf83rmcmdehdf ElfyeifdPunithan PunithanNo ratings yet
- FgrhykDocument1 pageFgrhykPunithan PunithanNo ratings yet
- Book 1Document1 pageBook 1Punithan PunithanNo ratings yet
- HT 6 THDocument1 pageHT 6 THPunithan PunithanNo ratings yet
- FqfegwetnjhrymtukDocument1 pageFqfegwetnjhrymtukPunithan PunithanNo ratings yet
- Book 2Document1 pageBook 2Punithan PunithanNo ratings yet
- WDXWSDXWSDXDDocument2 pagesWDXWSDXWSDXDPunithan PunithanNo ratings yet
- 333Document2 pages333Punithan PunithanNo ratings yet
- FhgthtnjnjhymhymhyDocument1 pageFhgthtnjnjhymhymhyPunithan PunithanNo ratings yet
- Vkvgiuyblko 0 HoiklDocument1 pageVkvgiuyblko 0 HoiklPunithan PunithanNo ratings yet
- Gkouhohp 0 LDocument1 pageGkouhohp 0 LPunithan PunithanNo ratings yet
- GGGGGDocument1 pageGGGGGPunithan PunithanNo ratings yet
- GGGGG K (ODocument2 pagesGGGGG K (OPunithan PunithanNo ratings yet
- GGGGGDocument1 pageGGGGGPunithan PunithanNo ratings yet
- GGGGG K (ODocument2 pagesGGGGG K (OPunithan PunithanNo ratings yet
- GGGGGDocument1 pageGGGGGPunithan PunithanNo ratings yet
- GGGGGDocument2 pagesGGGGGPunithan PunithanNo ratings yet
- GGGGGDocument1 pageGGGGGPunithan PunithanNo ratings yet
- Resignation LrretterDocument1 pageResignation LrretterAlan KhorNo ratings yet
- Book 1Document1 pageBook 1Punithan PunithanNo ratings yet
- Book 1Document2 pagesBook 1Punithan PunithanNo ratings yet
- Nkopnkp' Hohp'j/) JK LKJ (K KLPDocument2 pagesNkopnkp' Hohp'j/) JK LKJ (K KLPPunithan PunithanNo ratings yet
- ColumnDocument1 pageColumnPunithan PunithanNo ratings yet
- The Structural Design of Petronas Twin TowerDocument18 pagesThe Structural Design of Petronas Twin Toweramirriyyah75% (4)
- Combination of Tie Rod and Stifferner CalculationDocument4 pagesCombination of Tie Rod and Stifferner CalculationPunithan PunithanNo ratings yet
- Book 10Document1 pageBook 10Punithan PunithanNo ratings yet
- Thermal Modeling and Design Considerations of Lithium-Ion BatteriesDocument8 pagesThermal Modeling and Design Considerations of Lithium-Ion BatteriesVarun Gupta100% (1)
- Traditional Healer in Carletonville, Germiston, Johannesburg, Krugersdorp South Africa+27782669503Document139 pagesTraditional Healer in Carletonville, Germiston, Johannesburg, Krugersdorp South Africa+27782669503mama shifahNo ratings yet
- Thps3 Manual UkDocument15 pagesThps3 Manual Uk2061551826073No ratings yet
- PLP AU Insulator 2013Document8 pagesPLP AU Insulator 2013Aie EnkhusairiNo ratings yet
- Nissan in EuropeDocument24 pagesNissan in Europeonlyur44No ratings yet
- Conversion of Solar Energy Into Electrical Energy Class 12th ProjectDocument17 pagesConversion of Solar Energy Into Electrical Energy Class 12th ProjectVAIS100% (3)
- Flow Regimes - InflowDocument13 pagesFlow Regimes - InflowAliNo ratings yet
- Patrick C Hall@yahoo - com-TruthfinderReportDocument13 pagesPatrick C Hall@yahoo - com-TruthfinderReportsmithsmithsmithsmithsmithNo ratings yet
- Operating Manual: Wheel Loader L538 - 432 From 13100Document284 pagesOperating Manual: Wheel Loader L538 - 432 From 13100Jacques Van Niekerk80% (5)
- Power Profile - Armor Powers PDFDocument6 pagesPower Profile - Armor Powers PDFlolo1972100% (2)
- Don Honorio Ventura Technological State University: Dr. Enrique G. BakingDocument1 pageDon Honorio Ventura Technological State University: Dr. Enrique G. BakingJulianne DucutNo ratings yet
- Installation, Use and Maintenance Manual: Translation of The Original InstructionsDocument148 pagesInstallation, Use and Maintenance Manual: Translation of The Original InstructionsCTHNo ratings yet
- User Manual: Touch Control LED LampDocument1 pageUser Manual: Touch Control LED LampHector LuisNo ratings yet
- Devi Ever Diy Info Manual, Aw Heck YesDocument20 pagesDevi Ever Diy Info Manual, Aw Heck YesRiley Smith75% (4)
- Lesson Plan MathsDocument3 pagesLesson Plan MathsRuthira Nair AB KrishenanNo ratings yet
- Proeceedings of Geotechnical Advancement in Hong Kong Since 1970s, 15 May 2007, Hong KongDocument313 pagesProeceedings of Geotechnical Advancement in Hong Kong Since 1970s, 15 May 2007, Hong KongcheewingyuenNo ratings yet
- Bisskey ThaicomDocument8 pagesBisskey Thaicomazroy86No ratings yet
- VEDST003 - Shell and Tube Heat Exchanger Specification SheetDocument23 pagesVEDST003 - Shell and Tube Heat Exchanger Specification SheetyuganterNo ratings yet
- RRB ALP CBT 1 PAPER 31 Aug 2018 Shift 03 PDFDocument28 pagesRRB ALP CBT 1 PAPER 31 Aug 2018 Shift 03 PDFmaheshNo ratings yet
- Self Priming Water Lifting Booster PumpDocument2 pagesSelf Priming Water Lifting Booster PumpzhelipumpNo ratings yet
- RhinoGold 4.0 - Level 1 - Tutorial 014P - Half Channel RingDocument2 pagesRhinoGold 4.0 - Level 1 - Tutorial 014P - Half Channel RingJulio mendoza100% (2)
- Bibliography of A Series of Publications On Ecology, Environment, Biology. Selected. Http://ru - Scribd.com/doc/238214870Document279 pagesBibliography of A Series of Publications On Ecology, Environment, Biology. Selected. Http://ru - Scribd.com/doc/238214870Sergei OstroumovNo ratings yet
- Discussion Lab 2Document2 pagesDiscussion Lab 2nazrin0% (1)
- Bittorrent-Like P2P NetworkDocument41 pagesBittorrent-Like P2P NetworkNguyễn Ngọc GiàuNo ratings yet
- Muhammad ALI Azmi: Contact +62 812 1944 5086 Komplek Poin Mas Blok F-2 No. 20B, Depok, Jawa BaratDocument1 pageMuhammad ALI Azmi: Contact +62 812 1944 5086 Komplek Poin Mas Blok F-2 No. 20B, Depok, Jawa BaratanggaraNo ratings yet
- Agent CompatibilityDocument9 pagesAgent Compatibilityajilani2014No ratings yet
- Us MP News ReleaseDocument3 pagesUs MP News ReleaseMetro Los AngelesNo ratings yet
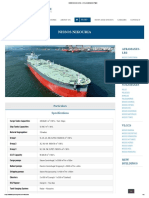
- NISSOS NIKOURIA - KYKLADES MARITIME - SpecsDocument2 pagesNISSOS NIKOURIA - KYKLADES MARITIME - SpecsEkvazis TarsachNo ratings yet
- W667 Job Completion CertificateDocument5 pagesW667 Job Completion CertificateMohamed ShafeeqNo ratings yet
- Title Proposal Form For StudentsDocument3 pagesTitle Proposal Form For StudentsHelen AlalagNo ratings yet