You might also like
- B&K Structural TestingDocument49 pagesB&K Structural TestingAshok100% (2)
- Metal Forming ProcessesDocument40 pagesMetal Forming ProcessesRyat AtmadjaNo ratings yet
- Metal FormingDocument13 pagesMetal Formingabdsu75No ratings yet
- AluminiumDocument112 pagesAluminiumKomal Singhal100% (1)
- Deflection of BeamsDocument41 pagesDeflection of BeamsMubaaracq Meerasahib100% (3)
- ISTAM - Stress Concentration Factor Convergence Study of A Thin PlateDocument7 pagesISTAM - Stress Concentration Factor Convergence Study of A Thin PlateKanak_KalitaNo ratings yet
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Astm D6641 D6641M 09 PDFDocument11 pagesAstm D6641 D6641M 09 PDFBipin SasikumarNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
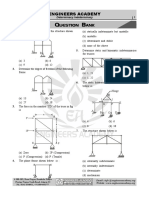
- Determinacy and Indeterminacy Questions for Structural Engineering ExamDocument9 pagesDeterminacy and Indeterminacy Questions for Structural Engineering ExamBhagwat BhajipaleNo ratings yet
- 1980-Simplified Cracked Section AnalysisDocument6 pages1980-Simplified Cracked Section AnalysisChan Dara Koem100% (1)
- Homework2 Confined RC Section AnalysisDocument13 pagesHomework2 Confined RC Section AnalysisQingzhi Liu100% (1)
- Cutting Force Modeling and Simulation of Tee Slot MillingDocument6 pagesCutting Force Modeling and Simulation of Tee Slot MillingJing YinNo ratings yet
- Examination of Shear Angle in Metal CuttingDocument8 pagesExamination of Shear Angle in Metal CuttingNiranjanNo ratings yet
- SSRN Id4163209Document7 pagesSSRN Id4163209Deepak KumarNo ratings yet
- Finite Element Analysis of The Orthogonal Metal Cutting Process 2000 Journal of Materials Processing TechnologyDocument15 pagesFinite Element Analysis of The Orthogonal Metal Cutting Process 2000 Journal of Materials Processing TechnologyEdo DestradaNo ratings yet
- 2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnDocument6 pages2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnJesus Ismael Jimenez GarciaNo ratings yet
- FinalVivaPPT ME07B066Document30 pagesFinalVivaPPT ME07B066Sujit MuleNo ratings yet
- CIRP Annals - Manufacturing Technology: T. O Zel, Y. Karpat, A. SrivastavaDocument4 pagesCIRP Annals - Manufacturing Technology: T. O Zel, Y. Karpat, A. SrivastavarajeshNo ratings yet
- Ductile Fracture by NotchDocument8 pagesDuctile Fracture by Notch多如No ratings yet
- FEA Simulation of Metal CuttingDocument6 pagesFEA Simulation of Metal CuttingAnonymous p8bHAAxNo ratings yet
- Oxley 1961Document11 pagesOxley 1961Carlos Heyser Villanueva RomanNo ratings yet
- A New Slip Line Theory For Orthogonal CuttingDocument13 pagesA New Slip Line Theory For Orthogonal CuttingRaghu ChowdaryNo ratings yet
- Analysis of The Cutting Mechanics Under The Influence of Worn Tool Geometry 2013 Procedia CIRPDocument6 pagesAnalysis of The Cutting Mechanics Under The Influence of Worn Tool Geometry 2013 Procedia CIRPEdo DestradaNo ratings yet
- Springback Prediction Thick Sheet MetalDocument6 pagesSpringback Prediction Thick Sheet MetalAnonymous BGeybN0TNo ratings yet
- Using of Fem For Chip Formation and Cutting Force Prediction When Drilling Tool Steel Aisi D3Document4 pagesUsing of Fem For Chip Formation and Cutting Force Prediction When Drilling Tool Steel Aisi D3bhsbhs19No ratings yet
- An Energy Approach For Predicting Springback of Metal Sheets After Double-Curvature Forming, Part I: Axisymmetric StampingDocument22 pagesAn Energy Approach For Predicting Springback of Metal Sheets After Double-Curvature Forming, Part I: Axisymmetric Stampingsani_buangNo ratings yet
- A Simple Method To Determine Ductile Fracture Strain in A Tensile Test of Plane Specimen'SDocument5 pagesA Simple Method To Determine Ductile Fracture Strain in A Tensile Test of Plane Specimen'SksNo ratings yet
- Rod Rolling Force ModelDocument11 pagesRod Rolling Force ModelmanolojethroNo ratings yet
- Deber 1Document15 pagesDeber 1jmgavilanes0% (1)
- Forming Limit Predictions For Single-Point Incremental Sheet Metal FormingDocument7 pagesForming Limit Predictions For Single-Point Incremental Sheet Metal FormingRhahli JamelNo ratings yet
- 1369 43322e152e122e2013Document8 pages1369 43322e152e122e2013venkatesanjsNo ratings yet
- Bulge Testing Under Constant and Variable Strain Rates of Superplastic Aluminium AlloysDocument4 pagesBulge Testing Under Constant and Variable Strain Rates of Superplastic Aluminium AlloysFarmer UmaraniNo ratings yet
- Parameter Optimization During Forging Process of A Novel High-Speed-Steel Cold Work RollDocument11 pagesParameter Optimization During Forging Process of A Novel High-Speed-Steel Cold Work RollAmin ShafanezhadNo ratings yet
- Al-Cu Alloys During ECAPDocument7 pagesAl-Cu Alloys During ECAPAslı GunayNo ratings yet
- The Forming Characteristics of Radial Backward Extrusion: Ho-Joon Choi, Jin-Hwa Choi, Beong-Bok HwangDocument7 pagesThe Forming Characteristics of Radial Backward Extrusion: Ho-Joon Choi, Jin-Hwa Choi, Beong-Bok HwangXanmanNo ratings yet
- Milling EccentricityDocument34 pagesMilling Eccentricitykndprasad01No ratings yet
- Simulation of Heat Transfer in Steel Billets During Continuous CastingDocument14 pagesSimulation of Heat Transfer in Steel Billets During Continuous CastingFahrgerusteNo ratings yet
- Cutting Tool PDFDocument9 pagesCutting Tool PDFManideep AnanthulaNo ratings yet
- Theoretical Crack Angle in Reinforced Concrete Elements Subjected To Strong EarthquakesDocument8 pagesTheoretical Crack Angle in Reinforced Concrete Elements Subjected To Strong Earthquakes01010No ratings yet
- Identification of Constitutive Material Model Parameters For High-Strain Rate Metal Cutting Conditions Using Evolutionary Computational AlgorithmsDocument18 pagesIdentification of Constitutive Material Model Parameters For High-Strain Rate Metal Cutting Conditions Using Evolutionary Computational AlgorithmskeepingbusyNo ratings yet
- 2004 Int Ansys Conf 201Document9 pages2004 Int Ansys Conf 201Vigneshwar ManokaranNo ratings yet
- Deformation Behavior of Laser Bending of Circular Sheet MetalDocument5 pagesDeformation Behavior of Laser Bending of Circular Sheet MetalAziz AhmedNo ratings yet
- Fracture Analysis of a Square Steel Tube Using Finite Element MethodDocument9 pagesFracture Analysis of a Square Steel Tube Using Finite Element MethodAlbert AlmeidaNo ratings yet
- Materials Science and Engineering ADocument7 pagesMaterials Science and Engineering AdurgaraokamireddyNo ratings yet
- Recommended Hot-Spot Stress Design S-N Curves For Fatigue Assessment of FpsosDocument8 pagesRecommended Hot-Spot Stress Design S-N Curves For Fatigue Assessment of FpsosalbertofgvNo ratings yet
- 3 Jurnal Sciencedirect Tentang:: Turning MachineDocument45 pages3 Jurnal Sciencedirect Tentang:: Turning MachineAnggie SimatupangNo ratings yet
- 1 s2.0 0043164891900837 MainDocument15 pages1 s2.0 0043164891900837 MainAditya DeoleNo ratings yet
- Yusuf Altintas-Cutting Mechanics and Mechanistic ModellingDocument15 pagesYusuf Altintas-Cutting Mechanics and Mechanistic ModellingsinabirecikNo ratings yet
- Finite Element Method Simulation of Drilling Process On Metal-Matrix CompositesDocument5 pagesFinite Element Method Simulation of Drilling Process On Metal-Matrix Compositesumesh vishwakarmaNo ratings yet
- 27-04-2021-1619516100-6-Ijme-2. Ijme - Optimization of Process Parameters in Deep Drawing of Monel-400 Conical CupDocument10 pages27-04-2021-1619516100-6-Ijme-2. Ijme - Optimization of Process Parameters in Deep Drawing of Monel-400 Conical Cupiaset123No ratings yet
- Finite Element Simulation and Analysis of Saw Cutting: Dyi-Cheng ChenDocument8 pagesFinite Element Simulation and Analysis of Saw Cutting: Dyi-Cheng ChenBasavaraj G LNo ratings yet
- Circumferential Stress Concentration Factors at The Asymmetric Shallow Notches of The Lifting Hooks of Trapezoidal Cross-SectionDocument6 pagesCircumferential Stress Concentration Factors at The Asymmetric Shallow Notches of The Lifting Hooks of Trapezoidal Cross-SectionNguyễn Văn ĐiệpNo ratings yet
- Comprehensive Simulation of Surface Texture For An End-Milling ProcessDocument8 pagesComprehensive Simulation of Surface Texture For An End-Milling Processirinuca12No ratings yet
- Fatigue Life Analysis of RIMS (Using FEA)Document4 pagesFatigue Life Analysis of RIMS (Using FEA)raghavgmailNo ratings yet
- 2 MankovaDocument4 pages2 MankovaBehailu FelekeNo ratings yet
- 10 4028@www Scientific Net@amm 621 107Document7 pages10 4028@www Scientific Net@amm 621 107obaidullah.dsuNo ratings yet
- Seminar Report On FEA Analysis of Shear Test Punching, TE ProjectDocument16 pagesSeminar Report On FEA Analysis of Shear Test Punching, TE Projectnishantgaurav48No ratings yet
- Three point bending fatigue test for gearsDocument5 pagesThree point bending fatigue test for gearsSwapvaibNo ratings yet
- Analysis of Influence of Draw Bead Location and Profile in Hemispherical Cup FormingDocument5 pagesAnalysis of Influence of Draw Bead Location and Profile in Hemispherical Cup FormingAlifBintangPratamaNo ratings yet
- Side Milling Machining Simulation Using Finite Element Analysis Prediction of Cutting ForcesDocument7 pagesSide Milling Machining Simulation Using Finite Element Analysis Prediction of Cutting ForcesalfredohhbNo ratings yet
- TA202 AssignmentsDocument1 pageTA202 AssignmentsBrajesh kumarNo ratings yet
- Computer Simulation of Cumulative Fatigue Damage: Facta UniversitatisDocument9 pagesComputer Simulation of Cumulative Fatigue Damage: Facta UniversitatisBilly ChrisNo ratings yet
- A Contribution To The Understanding of Chip Formation Mechanism in High-Speed Cutting of Hardened SteelDocument4 pagesA Contribution To The Understanding of Chip Formation Mechanism in High-Speed Cutting of Hardened Steelirinuca12No ratings yet
- Analysis of Effect of Tool Geometry On Plastic Flow During Friction Stir Spot Welding Using Particle MethodDocument9 pagesAnalysis of Effect of Tool Geometry On Plastic Flow During Friction Stir Spot Welding Using Particle MethodchantivsNo ratings yet
- Dynamic Damage and FragmentationFrom EverandDynamic Damage and FragmentationDavid Edward LambertNo ratings yet
- Vocabulario Variado de InglésDocument64 pagesVocabulario Variado de InglésjaviciaroNo ratings yet
- 3789Document72 pages3789Sara SalmanNo ratings yet
- Tool Steels: Prepared byDocument35 pagesTool Steels: Prepared byabdsu75No ratings yet
- Manual of SolidWorks2003Document83 pagesManual of SolidWorks2003anurak.aun100% (5)
- CEE 271: Applied Mechanics II, Dynamics - Lecture 5: Ch.12, Sec.9Document20 pagesCEE 271: Applied Mechanics II, Dynamics - Lecture 5: Ch.12, Sec.9abdsu75No ratings yet
- Differential Heat Treatment - WikipediaDocument9 pagesDifferential Heat Treatment - Wikipediaabdsu75No ratings yet
- Sintering and Vitrification Heat Treatment of CBN Grinding WheelsDocument3 pagesSintering and Vitrification Heat Treatment of CBN Grinding Wheelsabdsu75100% (1)
- Full Text 01Document84 pagesFull Text 01abdsu75No ratings yet
- Matlab - MS ThesisDocument71 pagesMatlab - MS Thesisabdsu750% (1)
- GeneralTool EndmillDocument8 pagesGeneralTool EndmillviniciusadsNo ratings yet
- Force Peripheral MillingDocument10 pagesForce Peripheral Millingabdsu75No ratings yet
- 4185Document6 pages4185abdsu75No ratings yet
- Drilling ForcesDocument26 pagesDrilling ForcesSina AlizadehNo ratings yet
- 4185Document6 pages4185abdsu75No ratings yet
- Y-Geo New Combined Finite-Discrete Element Numerical Code For Geomechanical ApplicationsDocument14 pagesY-Geo New Combined Finite-Discrete Element Numerical Code For Geomechanical ApplicationsRicardo Huisa BustiosNo ratings yet
- Band Theory NotesDocument14 pagesBand Theory NotesjoeNo ratings yet
- A Comparative Study of Tribological Behaviour of PVD Coatings On The Ti-6Al-4V AlloyDocument12 pagesA Comparative Study of Tribological Behaviour of PVD Coatings On The Ti-6Al-4V AlloyAna EscudeiroNo ratings yet
- Deflection of BeamDocument5 pagesDeflection of BeamMax LuxNo ratings yet
- Shoring Design:: M (L/M/H/H1)Document2 pagesShoring Design:: M (L/M/H/H1)Anonymous jLLjBdrNo ratings yet
- Engineering Mechanics Syllabus - Fisrt BtechDocument2 pagesEngineering Mechanics Syllabus - Fisrt BtechfotickNo ratings yet
- Global Buckling of System1Document56 pagesGlobal Buckling of System1Prabu RengarajanNo ratings yet
- Development of UNS S 32760Document8 pagesDevelopment of UNS S 32760TasmanijskaNemaNo ratings yet
- Formulas and ConversionsDocument6 pagesFormulas and ConversionssubathraponniNo ratings yet
- IGORFSCOTTADocument157 pagesIGORFSCOTTAJorge Luis Garcia ZuñigaNo ratings yet
- Bending and AxialDocument54 pagesBending and AxialKhem Loid CumingNo ratings yet
- C1 - Introduction To Fluid Mechanics - Rev01Document43 pagesC1 - Introduction To Fluid Mechanics - Rev01kishoreNo ratings yet
- Impact Test Lab ReportDocument7 pagesImpact Test Lab Reportmohmmad othmanNo ratings yet
- Ceramic Lecture 22 - 23Document41 pagesCeramic Lecture 22 - 23KlanaWijayaNo ratings yet
- Sag Tension Sample CalculationDocument9 pagesSag Tension Sample CalculationKC ColinNo ratings yet
- PTD Module 4Document76 pagesPTD Module 4Vipul MetaNo ratings yet
- SAFE manual details factors affecting slab deflectionsDocument9 pagesSAFE manual details factors affecting slab deflectionsMahmood MuftiNo ratings yet
- University of Babylon, College of Engineering, Engineering Metallurgy, Maithem H-RasheedDocument13 pagesUniversity of Babylon, College of Engineering, Engineering Metallurgy, Maithem H-RasheedAris BulaongNo ratings yet
- Soal Ujian: Panitia Ujian Tengah Semester TAHUN AJARAN 2017/2018 Fakultas TeknikDocument2 pagesSoal Ujian: Panitia Ujian Tengah Semester TAHUN AJARAN 2017/2018 Fakultas TeknikMuhammad SupriyadiNo ratings yet
- Sinowon Rockwell Hardness Tester SHR-187.5 Installation and Operation - enDocument19 pagesSinowon Rockwell Hardness Tester SHR-187.5 Installation and Operation - enJohnny DaiNo ratings yet
- Reinforced Concrete Structures Formulas and TablesDocument52 pagesReinforced Concrete Structures Formulas and Tablesleidelp23No ratings yet
- Heat Transfer Applications: SimscaleDocument24 pagesHeat Transfer Applications: SimscaleCông TuấnNo ratings yet
- Energy MethodsDocument15 pagesEnergy MethodsgalehNo ratings yet
- Joints in Lattice Girder Structures: Karin Lundgren, Johan Helgesson, Rasmus SylvénDocument80 pagesJoints in Lattice Girder Structures: Karin Lundgren, Johan Helgesson, Rasmus SylvénmvssrajuNo ratings yet
- W.R.T Mechanical & Thermal Properties Preparation of W.P.S For Stainless Steel (Ni, CR, Mo, Nu) WeldingDocument3 pagesW.R.T Mechanical & Thermal Properties Preparation of W.P.S For Stainless Steel (Ni, CR, Mo, Nu) WeldingArun KumarNo ratings yet
- Blast WallDocument14 pagesBlast WallSampath Kumar KandasamyNo ratings yet
- Philipp Hans-Jürgen Hauke - Classical and Quantum Simulations of Frustrated Spin ModelsDocument187 pagesPhilipp Hans-Jürgen Hauke - Classical and Quantum Simulations of Frustrated Spin ModelsThundder334gxNo ratings yet