You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- BS EN ISO 26304-2009 焊接消耗品.高强度钢埋弧焊用线状和管状芯电极及焊条熔剂化合物.分类 PDFDocument28 pagesBS EN ISO 26304-2009 焊接消耗品.高强度钢埋弧焊用线状和管状芯电极及焊条熔剂化合物.分类 PDFShyam ParsanaNo ratings yet
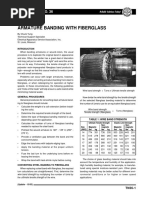
- TN 36 Armature BandingDocument4 pagesTN 36 Armature Bandingpranav05No ratings yet
- Engineering Drawing Abbreviations and SymbolsDocument21 pagesEngineering Drawing Abbreviations and Symbolsshivajitagi100% (2)
- Table J.2.1 Filler Strengths Table J.2.2 Tensile Strengths For 5183, 5356, and 5556 StudsDocument1 pageTable J.2.1 Filler Strengths Table J.2.2 Tensile Strengths For 5183, 5356, and 5556 StudsAbdullah NajjarNo ratings yet
- Surface Vehicle Standard: Rev. JUN1998Document45 pagesSurface Vehicle Standard: Rev. JUN1998Sandeep Goud ChatlaNo ratings yet
- Polyimide FatigueDocument4 pagesPolyimide FatiguePolones VoadorNo ratings yet
- Investigate of Parameter Setting in Plastic Injection MoldingDocument28 pagesInvestigate of Parameter Setting in Plastic Injection MoldingAnurag Srivastava100% (1)
- Basic Dental Materials - ManapallilDocument446 pagesBasic Dental Materials - ManapallilEva Febrina86% (36)
- Stainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument7 pagesStainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDanZel DanNo ratings yet
- Astm b209 06Document29 pagesAstm b209 06wanggaNo ratings yet
- 11-15-14 Strength of MaterialsDocument60 pages11-15-14 Strength of MaterialsJaypee CalambaNo ratings yet
- Aslan100 GFRPDocument20 pagesAslan100 GFRPzsomborusNo ratings yet
- Mechanical Characterization and Improvement of Weaveability For Glass/Polypropylene Commingled Hybrid YarnsDocument9 pagesMechanical Characterization and Improvement of Weaveability For Glass/Polypropylene Commingled Hybrid YarnsSEP-PublisherNo ratings yet
- Astm E6324 05Document9 pagesAstm E6324 05AlbertoNo ratings yet
- Aerospace Material SpecificationDocument9 pagesAerospace Material SpecificationAnonymous T6GllLl0100% (1)
- Worldwide Guide To Equivalent Irons and SteelsDocument10 pagesWorldwide Guide To Equivalent Irons and Steelssivamett100% (2)
- Loctite SI 5970-EnDocument3 pagesLoctite SI 5970-EnAshishNo ratings yet
- Modelling of Metal Perforated Sheet FacadeDocument41 pagesModelling of Metal Perforated Sheet FacadeMoța FlorinNo ratings yet
- METE 230/MECH 227 Mechanical Properties Dr. Bilge İmerDocument73 pagesMETE 230/MECH 227 Mechanical Properties Dr. Bilge İmerAlpNo ratings yet
- Monel K500Document20 pagesMonel K500Ion PopescuNo ratings yet
- BS en 12165-1998Document22 pagesBS en 12165-1998drgilleNo ratings yet
- Sandvik 9RU10Document4 pagesSandvik 9RU10DanielNo ratings yet
- Improvement of Biocomposite Properties Based Tapioca Starch and Sugarcane Bagasse Cellulose NanofibersDocument7 pagesImprovement of Biocomposite Properties Based Tapioca Starch and Sugarcane Bagasse Cellulose Nanofibersyasin AhmedNo ratings yet
- Design of Steel StructuresDocument46 pagesDesign of Steel StructuresMuhamad Arif100% (1)
- MEP 4th Ed 2019 Worked Sols Chap 03Document16 pagesMEP 4th Ed 2019 Worked Sols Chap 0319-133 Joy Frando PinemNo ratings yet
- Axle-Steel Deformed and Plain Bars For Concrete ReinforcementDocument4 pagesAxle-Steel Deformed and Plain Bars For Concrete ReinforcementmjgutierrezperaltaNo ratings yet
- Material PDFDocument63 pagesMaterial PDFManish KhadkaNo ratings yet
- Polymer Blend AdvantageDocument7 pagesPolymer Blend AdvantageAmira Fazira0% (1)
- Anderson PDFDocument7 pagesAnderson PDFChristian MavarezNo ratings yet