You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Welding Processes ModuleDocument27 pagesWelding Processes Moduleரமேஷ் பாலக்காடு100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- SAIC-D-2023 Rev 2Document2 pagesSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Air Carbon Arc Gouging: ElectrodeDocument1 pageAir Carbon Arc Gouging: Electrodeரமேஷ் பாலக்காடுNo ratings yet
- Computer Kerala - 4 Folder LockDocument2 pagesComputer Kerala - 4 Folder Lockரமேஷ் பாலக்காடுNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Practical Guide To Pressure Vessel Manufacturing - SUNIL PULLARCOTDocument362 pagesPractical Guide To Pressure Vessel Manufacturing - SUNIL PULLARCOTrodrigoperezsimoneNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- SAIC-D-2023 Rev 2Document2 pagesSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- SAIC-D-2022 Rev 2Document5 pagesSAIC-D-2022 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- SAIC-D-2006 Rev 2Document2 pagesSAIC-D-2006 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- SAIC-D-2023 Rev 2Document2 pagesSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
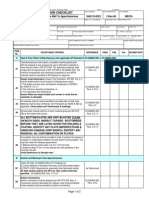
- Saudi Aramco Inspection Checklist: Inspection of Tank Trim Installation SAIC-D-2020 1-Dec-06 MechDocument3 pagesSaudi Aramco Inspection Checklist: Inspection of Tank Trim Installation SAIC-D-2020 1-Dec-06 Mechரமேஷ் பாலக்காடுNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Saudi Aramco Inspection Checklist: SAIC-D-2018 1-Dec-06 Mech-Insp of Under-Tank Leak Detection, Sub-Grade ProtectionDocument1 pageSaudi Aramco Inspection Checklist: SAIC-D-2018 1-Dec-06 Mech-Insp of Under-Tank Leak Detection, Sub-Grade Protectionரமேஷ் பாலக்காடுNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Saudi Aramco Inspection Checklist: Final Insp of Tank Installation (Tanks) SAIC-D-2021 1-Dec-06 MechDocument4 pagesSaudi Aramco Inspection Checklist: Final Insp of Tank Installation (Tanks) SAIC-D-2021 1-Dec-06 Mechரமேஷ் பாலக்காடுNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- SAIC-D-2012 Rev 2Document4 pagesSAIC-D-2012 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- SAIC-D-2009 Rev 2Document6 pagesSAIC-D-2009 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- SAIC-D-2006 Rev 2Document2 pagesSAIC-D-2006 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- SAIC-D-2007 Rev 2Document4 pagesSAIC-D-2007 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- SAIC-D-2009 Rev 2Document6 pagesSAIC-D-2009 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- SAIC-D-2005 Rev 2Document4 pagesSAIC-D-2005 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- 1 s2.0 S2213453022000052 MainDocument12 pages1 s2.0 S2213453022000052 MainIsraa MustafaNo ratings yet
- JPSP0123 Source FileDocument23 pagesJPSP0123 Source FileYusuf AndrianaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- HamzaDocument20 pagesHamzaHamza KhakwaniNo ratings yet
- PSC Bridge FailuresDocument46 pagesPSC Bridge Failuresafifa kausar100% (1)
- Unicare EEG Cap CatalogueDocument2 pagesUnicare EEG Cap CatalogueRebecca JohnsonNo ratings yet
- 10 Amino Acid and Protein AnalysisDocument44 pages10 Amino Acid and Protein AnalysisSatyam SinghNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Extraction and Uses of Metals: Section 2: Inorganic ChemistryDocument8 pagesExtraction and Uses of Metals: Section 2: Inorganic Chemistryjenn78No ratings yet
- Anchor Bolt For Brick MasonryDocument11 pagesAnchor Bolt For Brick MasonryEdmond Chow100% (1)
- EagleBurgmann DMS SSE E5 Brochure Seal Supply Systems en 22.06.2017Document84 pagesEagleBurgmann DMS SSE E5 Brochure Seal Supply Systems en 22.06.2017Billal Al-ankarNo ratings yet
- Modes of Occurrence and Provenance of Gemstones of Sri Lanka (Mineralium Deposita, Vol. 15, Issue 1) (1980)Document6 pagesModes of Occurrence and Provenance of Gemstones of Sri Lanka (Mineralium Deposita, Vol. 15, Issue 1) (1980)StarScourgeNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Experiment 2 - ELECTROCHEMICAL CELLSDocument5 pagesExperiment 2 - ELECTROCHEMICAL CELLSFroz ChickenNo ratings yet
- Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip ProcessDocument13 pagesSteel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip Processraulpalma93No ratings yet
- BatteriesDocument29 pagesBatteriesgihan5dhananjaya5katNo ratings yet
- Well Control MethodsDocument4 pagesWell Control MethodsVassilios KelessidisNo ratings yet
- Method Statement - Cementitious GroutingDocument8 pagesMethod Statement - Cementitious GroutingDimitris DountsisNo ratings yet
- 17BEM0049DA1Document12 pages17BEM0049DA1Vedant KarnatakNo ratings yet
- Yokohama Conveyor BeltsDocument87 pagesYokohama Conveyor BeltsU Thaung Myint100% (12)
- Chem PD LabDocument2 pagesChem PD LabNia-Amoi CurrieNo ratings yet
- Acknowledgement: 12-4200 (Voice)Document31 pagesAcknowledgement: 12-4200 (Voice)Diego Trinidad100% (1)
- SpECcell Fibre TDSDocument2 pagesSpECcell Fibre TDSNgọc Đức ĐoànNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- TI-Polymer-Shrinkage in PlasticsDocument6 pagesTI-Polymer-Shrinkage in PlasticsRadu Sorin MarinescuNo ratings yet
- Training Schedule EDP SDP of Rural Chemical Industries Division For 2023 24 1Document3 pagesTraining Schedule EDP SDP of Rural Chemical Industries Division For 2023 24 1Anirudh KatkarNo ratings yet
- Advantages of Deep Bed Filters - OriginalDocument75 pagesAdvantages of Deep Bed Filters - OriginalYadav ShwetaNo ratings yet
- TIFR 2012 Solved PaperDocument17 pagesTIFR 2012 Solved PaperMohit SoniNo ratings yet
- Physical Pharmacy - 3rd Sem - Unit 2aDocument15 pagesPhysical Pharmacy - 3rd Sem - Unit 2aVishant Sirvi100% (1)
- EP0257845A2Document56 pagesEP0257845A2Jen RealNo ratings yet
- Ansul: Extinguishing Agent Data SheetDocument2 pagesAnsul: Extinguishing Agent Data SheetjuandagarciamNo ratings yet
- Lecture-2-Fluid Statics - UsmDocument32 pagesLecture-2-Fluid Statics - UsmSyed Naveed AhmedNo ratings yet
- MSD Group 1 Compiled Final ReportDocument168 pagesMSD Group 1 Compiled Final ReportAzwan AwalludinNo ratings yet
- Refrigerant Naming ConventionsDocument4 pagesRefrigerant Naming ConventionsShahrukh MirzaNo ratings yet