You might also like
- Saudi Computer Exam For QC WeldingDocument4 pagesSaudi Computer Exam For QC Weldingரமேஷ் பாலக்காடு100% (1)
- Gouging 01Document2 pagesGouging 01ரமேஷ் பாலக்காடுNo ratings yet
- Online Reg Certfct PDF PDFDocument2 pagesOnline Reg Certfct PDF PDFரமேஷ் பாலக்காடுNo ratings yet
- Online Reg Certfct PDF PDFDocument2 pagesOnline Reg Certfct PDF PDFரமேஷ் பாலக்காடுNo ratings yet
- Duties of A Welding Inspector 1Document12 pagesDuties of A Welding Inspector 1ரமேஷ் பாலக்காடுNo ratings yet
- Air Carbon Arc Gouging: ElectrodeDocument1 pageAir Carbon Arc Gouging: Electrodeரமேஷ் பாலக்காடுNo ratings yet
- SA JER PUAAA SKEC 50 3004 - Packing, Marking and Shipping Inst. - Rev.02Document62 pagesSA JER PUAAA SKEC 50 3004 - Packing, Marking and Shipping Inst. - Rev.02ரமேஷ் பாலக்காடுNo ratings yet
- Codes Standards and SpecificationsDocument15 pagesCodes Standards and Specificationsரமேஷ் பாலக்காடுNo ratings yet
- SAIC-E-2001 Rev 2Document7 pagesSAIC-E-2001 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Welding Processes ModuleDocument27 pagesWelding Processes Moduleரமேஷ் பாலக்காடு100% (1)
- Responabilities of A Welding InspectorDocument13 pagesResponabilities of A Welding Inspectorரமேஷ் பாலக்காடுNo ratings yet
- Pew205 Slide ShowDocument23 pagesPew205 Slide Showரமேஷ் பாலக்காடுNo ratings yet
- SAIC-D-2023 Rev 2Document2 pagesSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- SAIC-D-2023 Rev 2Document2 pagesSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- 0 Wis10 Contents ListDocument1 page0 Wis10 Contents ListSangram RoutarayNo ratings yet
- Computer Kerala - 4 Folder LockDocument2 pagesComputer Kerala - 4 Folder Lockரமேஷ் பாலக்காடுNo ratings yet
- Computer Kerala - 4 Folder LockDocument2 pagesComputer Kerala - 4 Folder Lockரமேஷ் பாலக்காடுNo ratings yet
- SAIC-D-2022 Rev 2Document5 pagesSAIC-D-2022 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Computer Kerala - 4 Folder LockDocument2 pagesComputer Kerala - 4 Folder Lockரமேஷ் பாலக்காடுNo ratings yet
- API 510 Examination Sample ItemsDocument3 pagesAPI 510 Examination Sample ItemsMagira PasaribuNo ratings yet
- SAIC-F-2007 Rev 2Document1 pageSAIC-F-2007 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Vedic Maths TutorialDocument12 pagesVedic Maths TutorialNitin Jain100% (15)
- Practical Guide To Pressure Vessel Manufacturing - SUNIL PULLARCOTDocument362 pagesPractical Guide To Pressure Vessel Manufacturing - SUNIL PULLARCOTrodrigoperezsimoneNo ratings yet
- SAIC-D-2023 Rev 2Document2 pagesSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- SAIC-D-2006 Rev 2Document2 pagesSAIC-D-2006 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- SAIC-E-2002 Rev 2Document7 pagesSAIC-E-2002 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
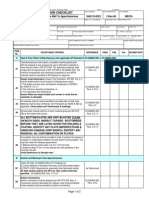
- Saudi Aramco Inspection Checklist: Inspection of Tank Trim Installation SAIC-D-2020 1-Dec-06 MechDocument3 pagesSaudi Aramco Inspection Checklist: Inspection of Tank Trim Installation SAIC-D-2020 1-Dec-06 Mechரமேஷ் பாலக்காடுNo ratings yet
- Saudi Aramco Inspection Checklist: Final Insp of Tank Installation (Tanks) SAIC-D-2021 1-Dec-06 MechDocument4 pagesSaudi Aramco Inspection Checklist: Final Insp of Tank Installation (Tanks) SAIC-D-2021 1-Dec-06 Mechரமேஷ் பாலக்காடுNo ratings yet
- Saudi Aramco Inspection Checklist: SAIC-D-2018 1-Dec-06 Mech-Insp of Under-Tank Leak Detection, Sub-Grade ProtectionDocument1 pageSaudi Aramco Inspection Checklist: SAIC-D-2018 1-Dec-06 Mech-Insp of Under-Tank Leak Detection, Sub-Grade Protectionரமேஷ் பாலக்காடுNo ratings yet
- SAIC-D-2006 Rev 2Document2 pagesSAIC-D-2006 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ac AssignmentDocument3 pagesAc AssignmentAditya GuptaNo ratings yet
- The Zeeman EffectDocument11 pagesThe Zeeman EffectAlex TarrNo ratings yet
- Asme SB466Document9 pagesAsme SB466Stéphane LevasseurNo ratings yet
- Fig 1.1 Principle of Layer Manufacturing ProcessDocument39 pagesFig 1.1 Principle of Layer Manufacturing ProcessgauravNo ratings yet
- Bio-Fuels: A Blessing in Disguise: O. Surriya, Syeda Sarah Saleem, K. Waqar, A. Gul Kazi and M. ÖztürkDocument21 pagesBio-Fuels: A Blessing in Disguise: O. Surriya, Syeda Sarah Saleem, K. Waqar, A. Gul Kazi and M. ÖztürkcmuruganNo ratings yet
- Experiment 3: Types of Chemical Reactions: Products ReactantsDocument3 pagesExperiment 3: Types of Chemical Reactions: Products ReactantsKrizzi Dizon GarciaNo ratings yet
- AcidizingDocument16 pagesAcidizingxion_mew20% (2)
- PIC Lab Exp#02 - Analysis of Group II CationsDocument3 pagesPIC Lab Exp#02 - Analysis of Group II CationsNight RaveNo ratings yet
- Students Guide For Entry Test Info)Document13 pagesStudents Guide For Entry Test Info)Sunny MudassarNo ratings yet
- Effect of Heat Treatment On Microstructure and Mechanical Behaviours of 18ni-300 Maraging Steel Manufactured by Selective Laser MeltingDocument11 pagesEffect of Heat Treatment On Microstructure and Mechanical Behaviours of 18ni-300 Maraging Steel Manufactured by Selective Laser MeltingHasan TaşNo ratings yet
- Elution and Carbon Reactivation BasicsDocument19 pagesElution and Carbon Reactivation BasicsdiegovergaraNo ratings yet
- Ote Courier 5i-Sl 6i-Sl Analyzers Eng PDFDocument12 pagesOte Courier 5i-Sl 6i-Sl Analyzers Eng PDFJoselinn LoaezaNo ratings yet
- 3M 09091-09092 Dry Layup Adhesive, Red (Can-Gallon)Document4 pages3M 09091-09092 Dry Layup Adhesive, Red (Can-Gallon)maximusv3No ratings yet
- Tunnelling in Soft GroundDocument19 pagesTunnelling in Soft Groundiman safiyaNo ratings yet
- TilesDocument84 pagesTilesgagan raoNo ratings yet
- Lip SealDocument31 pagesLip SealVineet ThapliyalNo ratings yet
- Reactive DyesDocument24 pagesReactive DyesrehanabbaciNo ratings yet
- Hazardous Components (Specific Chemical Identity Common Name(s) ) Osha Pel Acgih TLV % (Optional)Document1 pageHazardous Components (Specific Chemical Identity Common Name(s) ) Osha Pel Acgih TLV % (Optional)PiNo ratings yet
- Nuclear Fission and Fusion Project PDFDocument54 pagesNuclear Fission and Fusion Project PDFHarsh BislaNo ratings yet
- Etheric MelaninDocument40 pagesEtheric MelaninAsar100% (1)
- Donaldson FilterDocument22 pagesDonaldson FilterParinpa KetarNo ratings yet
- Pyro ShieldDocument6 pagesPyro Shieldmunim87No ratings yet
- MISC - MSDS - 3 in 1 Oil PDFDocument4 pagesMISC - MSDS - 3 in 1 Oil PDFFifi UmmahNo ratings yet
- CO2 Absorption by Ionic LiquidsDocument52 pagesCO2 Absorption by Ionic LiquidsMohd. Belal HaiderNo ratings yet
- Geotechnical ENGGDocument10 pagesGeotechnical ENGGUjjwal GuptaNo ratings yet
- Qualitative ChemistryDocument74 pagesQualitative Chemistryবিশ্বস্ত মিথ্যাবাদীNo ratings yet
- 1N 09 AlluraDocument10 pages1N 09 AlluraIbrahim BouniNo ratings yet
- EES Lecture 3 and 4 AssignmentDocument2 pagesEES Lecture 3 and 4 AssignmentMarcelo GuerraNo ratings yet
- 11 PDFDocument37 pages11 PDFBong SomvixayNo ratings yet
- Comparative Investigation of Organic CompundsDocument6 pagesComparative Investigation of Organic CompundsKizer Dela Cruz100% (1)