You might also like
- Preparation of Hydroxyapatite Scaffold using Luffa cylindrica SpongeDocument10 pagesPreparation of Hydroxyapatite Scaffold using Luffa cylindrica SpongeHeny IsmawatiNo ratings yet
- United States Patent (10) Patent No.: US 8,118,895 B1Document4 pagesUnited States Patent (10) Patent No.: US 8,118,895 B1Heny IsmawatiNo ratings yet
- Daftar PustakaDocument6 pagesDaftar PustakaHeny IsmawatiNo ratings yet
- Lampiran Pra-Rancangan Pabrik Urea Dari Amonia Dan KarbondioksidaDocument5 pagesLampiran Pra-Rancangan Pabrik Urea Dari Amonia Dan KarbondioksidaHeny IsmawatiNo ratings yet
- Cpo Manufacturing Processes and Friction Losses of The PipeDocument32 pagesCpo Manufacturing Processes and Friction Losses of The PipeHeny IsmawatiNo ratings yet
- Lampiran B Flowchart Proses Pks PT Ktu: SterilizerDocument1 pageLampiran B Flowchart Proses Pks PT Ktu: SterilizerHeny IsmawatiNo ratings yet
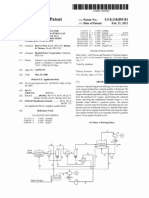
- Us 4264432 A (Pre-Heat Vaporation System)Document4 pagesUs 4264432 A (Pre-Heat Vaporation System)Heny IsmawatiNo ratings yet
- M3 PDFDocument18 pagesM3 PDFHeny IsmawatiNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SinogramDocument2 pagesSinogramNguyễn Thành CôngNo ratings yet
- Examiner's report on F6 Taxation (UK) December 2010 paperDocument3 pagesExaminer's report on F6 Taxation (UK) December 2010 paperyorcpl200No ratings yet
- Comparison of Infrastructure in Punjab and Andhra PradeshDocument7 pagesComparison of Infrastructure in Punjab and Andhra PradeshDivyam GXNo ratings yet
- Cobb 500 PDFDocument14 pagesCobb 500 PDFNeil Ryan100% (1)
- Cost Estimation of SlaughterhouseDocument25 pagesCost Estimation of Slaughterhousemohamed faahiyeNo ratings yet
- Structure Dismantling JSADocument2 pagesStructure Dismantling JSAtnssbhaskar69% (13)
- 16 Point Msds Format As Per ISO-DIS11014 PDFDocument8 pages16 Point Msds Format As Per ISO-DIS11014 PDFAntony JebarajNo ratings yet
- START-HERE Ch11 LectureDocument84 pagesSTART-HERE Ch11 LecturePraveen VootlaNo ratings yet
- Ra 9520 Chapter VDocument8 pagesRa 9520 Chapter VLorribelle OcenarNo ratings yet
- Chemistry Code No. 1/2 Set: 3 Time Allowed: 3 Hours Maximum Marks: 100 General InstructionsDocument5 pagesChemistry Code No. 1/2 Set: 3 Time Allowed: 3 Hours Maximum Marks: 100 General InstructionsShalini KumariNo ratings yet
- Respiration PHYSIODocument23 pagesRespiration PHYSIOTauseef AfridiNo ratings yet
- Role of Perioperative NurseDocument30 pagesRole of Perioperative Nursealiyemany23No ratings yet
- Product Bulletin - Menopause Balance Complex Cooling LotionDocument2 pagesProduct Bulletin - Menopause Balance Complex Cooling Lotionshaklee480No ratings yet
- 10.1007@978 981 15 4630 3 PDFDocument170 pages10.1007@978 981 15 4630 3 PDFRohit G100% (1)
- An Island To Oneself - Suvarov, Cook Islands 2Document8 pagesAn Island To Oneself - Suvarov, Cook Islands 2Sándor TóthNo ratings yet
- Save and share GZCL training spreadsheets onlineDocument263 pagesSave and share GZCL training spreadsheets onlinejohn wick100% (1)
- ZV Class Links @Medliferesuscitation-CopyDocument31 pagesZV Class Links @Medliferesuscitation-CopyDebajyoti DasNo ratings yet
- Installation Procedure.Document11 pagesInstallation Procedure.er_paramjeetgillNo ratings yet
- Galapagos Penguins: Shelter, Niche and NeedsDocument8 pagesGalapagos Penguins: Shelter, Niche and Needsjim munkNo ratings yet
- Maret 2021Document36 pagesMaret 2021Muhammad Pahlan PiruzziNo ratings yet
- Un Primer Acercamiento A La Escritura Científica: OPI LabDocument66 pagesUn Primer Acercamiento A La Escritura Científica: OPI LabLolaNo ratings yet
- Carte Tehnica Partea IDocument22 pagesCarte Tehnica Partea IadrianNo ratings yet
- Review of Literature Review of LiteratureDocument31 pagesReview of Literature Review of LiteratureeswariNo ratings yet
- ASP Quarterly Report FormsDocument16 pagesASP Quarterly Report FormsMaria Rosario GeronimoNo ratings yet
- Hybridization Review WorksheetDocument6 pagesHybridization Review WorksheetRejed VillanuevaNo ratings yet
- Nothing But The Truth D2Document89 pagesNothing But The Truth D2Jamie Nicholas100% (1)
- Physical Security Audit Checklist PDFDocument3 pagesPhysical Security Audit Checklist PDFHendrawan StbNo ratings yet
- Adrv9008 1Document68 pagesAdrv9008 1doubleNo ratings yet
- Proceedings of BUU Conference 2012Document693 pagesProceedings of BUU Conference 2012Preecha SakarungNo ratings yet
- Section III - Topic 3Document7 pagesSection III - Topic 3KARINE HOVSEPYANNo ratings yet