You might also like
- Large Capacity Single Train AP-XTM Hybrid LNG ProcessDocument9 pagesLarge Capacity Single Train AP-XTM Hybrid LNG ProcesshfNo ratings yet
- HEN SPF Roof Manual Spray Polyurethane FoamDocument77 pagesHEN SPF Roof Manual Spray Polyurethane FoamDavaakhuu ErdeneeNo ratings yet
- Essential Practices for Managing Chemical Reactivity HazardsFrom EverandEssential Practices for Managing Chemical Reactivity HazardsNo ratings yet
- Natural Gas Hydrates in Flow AssuranceFrom EverandNatural Gas Hydrates in Flow AssuranceCarolyn Ann KohRating: 5 out of 5 stars5/5 (1)
- Tech Rider For ShaanDocument7 pagesTech Rider For ShaanSagar Shirole100% (1)
- 30M - ConocoPhillips Optimized CascadeDocument11 pages30M - ConocoPhillips Optimized CascadeX-Titan Wan de Pirates100% (1)
- Aluminium GMAW GuideDocument32 pagesAluminium GMAW GuideDaniel Salinas100% (2)
- Compress Manual 2.4.'Document19 pagesCompress Manual 2.4.'sksiddiqueNo ratings yet
- LNG An IntroductionDocument60 pagesLNG An Introductionsyafiq86% (7)
- TEP10 Natural Gas Liquefaction - 2008Document28 pagesTEP10 Natural Gas Liquefaction - 2008viknesh100% (1)
- Answers About HubSpotDocument1 pageAnswers About HubSpotPrasetyaNo ratings yet
- LNG - Fundamental PrinciplesDocument64 pagesLNG - Fundamental Principlesudin100% (4)
- LNG Technologies and Processes ExplainedDocument31 pagesLNG Technologies and Processes ExplainedPutu Indra MahatrisnaNo ratings yet
- Gas Sweetening and Processing Field ManualFrom EverandGas Sweetening and Processing Field ManualRating: 4 out of 5 stars4/5 (7)
- LNG Regasification SafetyDocument54 pagesLNG Regasification SafetyIgnatius Samraj100% (2)
- LNG Tech Intro: Liquefaction & ShippingDocument14 pagesLNG Tech Intro: Liquefaction & Shippingabkafaru67% (3)
- Essentials of LNG Market and TradingDocument4 pagesEssentials of LNG Market and TradingPryas Jain100% (1)
- Write Like An Academic: Designing An Online Advanced Writing Course For Postgraduate Students and ResearchersDocument9 pagesWrite Like An Academic: Designing An Online Advanced Writing Course For Postgraduate Students and ResearchersLexi TronicsNo ratings yet
- Next Generation OnShore LNG Plant DesignsDocument18 pagesNext Generation OnShore LNG Plant Designsdigeca50% (2)
- LNG - Fundamental Principles and Plant ExamplesDocument47 pagesLNG - Fundamental Principles and Plant ExampleslizhasayangNo ratings yet
- Simulation study on boil-off gas minimization strategies at LNG terminalsDocument14 pagesSimulation study on boil-off gas minimization strategies at LNG terminalsAlberto100% (1)
- LNG Process TrainDocument23 pagesLNG Process TrainMuhammad Shariq Khan100% (11)
- LNG RegasificationDocument16 pagesLNG RegasificationCal100% (1)
- Technical challenges of small scale LNG infrastructureDocument83 pagesTechnical challenges of small scale LNG infrastructureJosé NunesNo ratings yet
- Mathcad - Ampacity CalculationDocument76 pagesMathcad - Ampacity CalculationAlex Ribeiro100% (4)
- LNG ExampleDocument48 pagesLNG ExampleHeat.MotionNo ratings yet
- Plant3d Suite Product Brochure A4Document6 pagesPlant3d Suite Product Brochure A4sksiddiqueNo ratings yet
- LNG Bog ReqmentDocument16 pagesLNG Bog ReqmentAkshay Rajput100% (1)
- Brayton Refrigeration Cycles For Small-Scale LNGDocument9 pagesBrayton Refrigeration Cycles For Small-Scale LNGSDIASYNo ratings yet
- Aashto T19-Bulk Density (Unit Weight)Document7 pagesAashto T19-Bulk Density (Unit Weight)Marc Anthony de Villa100% (1)
- New LNG Process Scheme Using Propane and Turboexpander TechnologyDocument5 pagesNew LNG Process Scheme Using Propane and Turboexpander Technologyluisbmwm6No ratings yet
- Simulation, Optimal Operation and Self Optimisation of Tealarc LNG Plant (2009)Document48 pagesSimulation, Optimal Operation and Self Optimisation of Tealarc LNG Plant (2009)Yang Gul LeeNo ratings yet
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- 01 Basic LNG - IntroductionDocument93 pages01 Basic LNG - IntroductionKim Hyun Ho100% (2)
- LNGDocument11 pagesLNGMiguel SantosNo ratings yet
- AutoCAD P&ID 2010 Getting - StartedDocument114 pagesAutoCAD P&ID 2010 Getting - StartedJanuar RahmatNo ratings yet
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsFrom EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNo ratings yet
- LNG value chain and shipping overviewDocument28 pagesLNG value chain and shipping overviewAbhinav Gupta100% (1)
- Stratification and Rollover in LNG TanksDocument14 pagesStratification and Rollover in LNG Tanksleak100% (2)
- Modeling, Control, and Optimization of Natural Gas Processing PlantsFrom EverandModeling, Control, and Optimization of Natural Gas Processing PlantsRating: 5 out of 5 stars5/5 (1)
- LNG Terminal Flow SheetDocument11 pagesLNG Terminal Flow SheetHari Krishna Raju100% (1)
- Ge Small Scale Liquefied Natural Gas Plants GuideDocument8 pagesGe Small Scale Liquefied Natural Gas Plants GuideMuhamad Apriyudi Syafputra100% (1)
- A Fresh Look at LNG Process EfficiencyDocument0 pagesA Fresh Look at LNG Process EfficiencyxinghustNo ratings yet
- A Comparative Study of Phillips Optimized Cascade and Apci Propane Pre-Cooled Mixed Refrigerant LNG Liquefaction ProcessesDocument8 pagesA Comparative Study of Phillips Optimized Cascade and Apci Propane Pre-Cooled Mixed Refrigerant LNG Liquefaction ProcessesVanessa Ada ElokaNo ratings yet
- FME3 Ch14Document55 pagesFME3 Ch14Tarak A PositiveNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Benefits of Integrating NGL Extraction and LNG RecoveryDocument8 pagesBenefits of Integrating NGL Extraction and LNG RecoveryEdgar HuancaNo ratings yet
- LNG Re Liquefaction Systems For LNG CarriersDocument8 pagesLNG Re Liquefaction Systems For LNG Carriersnikoskarandinos100% (1)
- LNG Terminal Design ImprovementsDocument14 pagesLNG Terminal Design Improvementspdaga19691383100% (1)
- 12 Fa02Document4 pages12 Fa02corsovaNo ratings yet
- Comparison of Liquefaction Processes PDFDocument4 pagesComparison of Liquefaction Processes PDFGeoffreyHunter100% (1)
- European Commission Gas Quality ReportDocument48 pagesEuropean Commission Gas Quality ReportVu Duc NguyenNo ratings yet
- LNG 3 3 e 11 150dpi NB19 15617Document24 pagesLNG 3 3 e 11 150dpi NB19 15617Pawan ChaturvediNo ratings yet
- LNG PresentationDocument43 pagesLNG PresentationcsNo ratings yet
- LNG Production For MidscaleDocument15 pagesLNG Production For MidscaleJavid Talib100% (1)
- Flare Gase Recovery SystemsDocument16 pagesFlare Gase Recovery SystemskhorzooNo ratings yet
- LNG Receiving & Regasfication PDFDocument10 pagesLNG Receiving & Regasfication PDFJeff Jeong100% (1)
- LNG NGL IntegrationDocument16 pagesLNG NGL IntegrationSubhransu BandyopadhyayNo ratings yet
- LNG c3mr ProcessDocument8 pagesLNG c3mr ProcessFatih FıratNo ratings yet
- Liquefaction Technology Selection For Baseload LNG PlantsDocument6 pagesLiquefaction Technology Selection For Baseload LNG Plantsbaiju79No ratings yet
- LTE Advanced - Leading in Chipsets and Evolution: August 2013Document33 pagesLTE Advanced - Leading in Chipsets and Evolution: August 2013Muneeb JavedNo ratings yet
- Regasification HamworthyDocument19 pagesRegasification HamworthyMoustapha Seye100% (1)
- LNG Process Selection Considerations For Future DevelopmentsDocument9 pagesLNG Process Selection Considerations For Future Developmentsromdhan88No ratings yet
- Safety Aspects of LNGDocument10 pagesSafety Aspects of LNGNeil AlexNo ratings yet
- Italy Hydrogen Production SteamDocument10 pagesItaly Hydrogen Production Steamsorincarmen88No ratings yet
- LNG Journal 2013 01 JanuaryDocument36 pagesLNG Journal 2013 01 JanuarybufflefouNo ratings yet
- LNG Regasification - Technology Evaluation and Cold Energy UtilisationDocument9 pagesLNG Regasification - Technology Evaluation and Cold Energy UtilisationGSNo ratings yet
- Design Rules CMOS Transistor LayoutDocument7 pagesDesign Rules CMOS Transistor LayoututpalwxyzNo ratings yet
- Production of LNG Using Dual Independent Expander Refrigeration Cycles - Jorge H Foglietta (ABB Lumnus)Document19 pagesProduction of LNG Using Dual Independent Expander Refrigeration Cycles - Jorge H Foglietta (ABB Lumnus)Joe Wong100% (1)
- Ch 30 - LNG Technology Processes - Cryogenic Heat Exchanger DesignDocument7 pagesCh 30 - LNG Technology Processes - Cryogenic Heat Exchanger DesignPutu Indra MahatrisnaNo ratings yet
- Muravin - Acoustic Emission Method - Short Presentation For StudentsDocument45 pagesMuravin - Acoustic Emission Method - Short Presentation For StudentsshifaNo ratings yet
- FE LoadsDocument16 pagesFE LoadssksiddiqueNo ratings yet
- Manufacturing ProcessesDocument31 pagesManufacturing ProcessessksiddiqueNo ratings yet
- ME-328 Machine Design - Lecture 7Document21 pagesME-328 Machine Design - Lecture 7sksiddiqueNo ratings yet
- Autocadrasterdesign 10 TutorialsDocument1 pageAutocadrasterdesign 10 TutorialssksiddiqueNo ratings yet
- 3 Phase Separator BrochureDocument6 pages3 Phase Separator BrochureRandy SooknananNo ratings yet
- ME-328 Machine Design: Instructor: Dr. Samiur Rahman ShahDocument11 pagesME-328 Machine Design: Instructor: Dr. Samiur Rahman ShahsksiddiqueNo ratings yet
- Systemof SpringsDocument42 pagesSystemof SpringssksiddiqueNo ratings yet
- Hydel EnergyDocument45 pagesHydel EnergysksiddiqueNo ratings yet
- Week 09 - NS EqsDocument19 pagesWeek 09 - NS EqssksiddiqueNo ratings yet
- NI Tutorial 14138 enDocument2 pagesNI Tutorial 14138 ensksiddiqueNo ratings yet
- Week 08 - Gov EqsDocument17 pagesWeek 08 - Gov EqssksiddiqueNo ratings yet
- NI Tutorial 14624 enDocument3 pagesNI Tutorial 14624 ensksiddiqueNo ratings yet
- Week 15 - Explicit Vs ImplicitDocument7 pagesWeek 15 - Explicit Vs ImplicitsksiddiqueNo ratings yet
- Improvng CT EffeciencyDocument14 pagesImprovng CT EffeciencysksiddiqueNo ratings yet
- 02 - Spatial Descriptions and Transformations PDFDocument28 pages02 - Spatial Descriptions and Transformations PDFsksiddiqueNo ratings yet
- Cooling Tower PerformanceDocument8 pagesCooling Tower Performancesksiddique100% (1)
- Control SystemsDocument75 pagesControl Systemssksiddique100% (1)
- Best Practice Manual-Fluid PipingDocument43 pagesBest Practice Manual-Fluid Pipingapi-3869476100% (1)
- Weld Neck Flange DesignDocument1 pageWeld Neck Flange DesignsksiddiqueNo ratings yet
- Perancangan MenaraDocument18 pagesPerancangan Menaraogum_07No ratings yet
- CT Recirculation PaperDocument7 pagesCT Recirculation PapersksiddiqueNo ratings yet
- Standard Rail Tank Cars Liquid Chemicals Bulk TransportDocument12 pagesStandard Rail Tank Cars Liquid Chemicals Bulk Transportsksiddique100% (1)
- Model Railroad Plans and DrawingsDocument7 pagesModel Railroad Plans and DrawingsBán ZoltánNo ratings yet
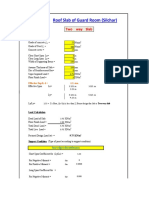
- Roof Slab of Guard RoomDocument3 pagesRoof Slab of Guard RoomAditya KumarNo ratings yet
- SI Units in Geotechnical EngineeringDocument7 pagesSI Units in Geotechnical EngineeringfaroeldrNo ratings yet
- bbk-lt2614-lt3214 Service Manual PDFDocument42 pagesbbk-lt2614-lt3214 Service Manual PDFrj arcinasNo ratings yet
- The Causes of Shear Cracking in Prestressed Concrete Box Girder BridgesDocument10 pagesThe Causes of Shear Cracking in Prestressed Concrete Box Girder BridgesVipin Kumar ParasharNo ratings yet
- !K Kanji Kaku - StrokesDocument18 pages!K Kanji Kaku - StrokeschingkakaNo ratings yet
- G12gasa Group5 PR2Document7 pagesG12gasa Group5 PR2Lizley CordovaNo ratings yet
- Counter List HuaweiDocument14 pagesCounter List Huaweiwedewe02No ratings yet
- 4PL Supply Chain Transformation SolutionsDocument2 pages4PL Supply Chain Transformation SolutionsGourav HegdeNo ratings yet
- I) CentrifugesDocument46 pagesI) Centrifugesiahim87No ratings yet
- Documentation of Xabe - FFmpegDocument11 pagesDocumentation of Xabe - FFmpegTomasz ŻmudaNo ratings yet
- CH Sravan KumarDocument5 pagesCH Sravan KumarJohnNo ratings yet
- Teaching Methodology (Handout)Document1 pageTeaching Methodology (Handout)Sharjeel Ahmed KhanNo ratings yet
- Difference Between AND: Shahirah Nadhirah Madihah Suhana AtiqahDocument11 pagesDifference Between AND: Shahirah Nadhirah Madihah Suhana AtiqahShahirah ZafirahNo ratings yet
- Product Portfolio ManagementDocument10 pagesProduct Portfolio ManagementSandeep Singh RajawatNo ratings yet
- Milenium BypassDocument1 pageMilenium BypassdinotecNo ratings yet
- Analytic DeviceDocument4 pagesAnalytic DeviceuiuiuiuNo ratings yet
- Admin Interview Questions and Answers - Robert HalfDocument2 pagesAdmin Interview Questions and Answers - Robert HalfWaqqas AhmadNo ratings yet
- A134 PDFDocument4 pagesA134 PDFJarbas MoraesNo ratings yet
- 1 Project ManagementDocument14 pages1 Project Managementyaswanth119No ratings yet