Proceedings of the Forty First Turbomachinery Symposium September 24-27, 2012, Houston, Texas
FIXED SPEED COMPRESSORS OPERATION IN OFFSHORE PRODUCTION PLATFORMS
Fabio de Norman et dAudenhove Turbomachinery Engineer Petrleo Brasileiro S.A. (PETROBRAS) Rio de Janeiro, RJ, Brazil Michel Stathakis Neto (MSc) Turbomachinery Engineer Petrleo Brasileiro S.A. (PETROBRAS) Rio de Janeiro, RJ, Brazil
Andre Varella Guedes (MSc) Turbomachinery Engineer Petrleo Brasileiro S.A. (PETROBRAS) Rio de Janeiro, RJ, Brazil Bruno da Silva Marques (MSc) Turbomachinery Engineer Petrleo Brasileiro S.A. (PETROBRAS) Rio de Janeiro, RJ, Brazil
Fabio de Norman et dAudenhove is a Turbomachinery Engineer with Petrobras E&P Rio de Janeiro Operations Unit. He has been working with turbomachinery in the oil and gas business for 5 years. Mr. Norman is the leading mechanical engineer in the group responsible for technical support to existing turbomachinery operation. He has also warked in specification, selection and shop test acceptance of turbomachinery. Mr. de Norman received a B.S. degree (Mechanical Engineering) from Universidade Federal do Rio de Janeiro. He has authored technical papers on turbomachinery condition analysys. Andre Varella Guedes is a Turbomachinery Engineer with Petrobras E&P Rio de Janeiro Operations Unit. He has been working with turbomachinery in the upstream oil and gas business for 5 years. Mr. Varella has been involved in centrifugal compressors acceptance tests, start-up, operation and performance monitoring. His current duties involve technical support and troubleshooting with existing turbomachinery fleet in Petrobras upstream oil and gas services. Mr. Varella received his B.S. degree (Mechanical Engineering, 2005) from Federal University of Rio de Janeiro and his M.S. degree (Mechanical Engineering, 2008) from Federal University of Rio de Janeiro .He has authored technical papers on turbomachinery thermodynamics and performance monitoring.
Michel Stathakis Neto is Turbomachinery Engineer in Petrobras E&P Rio de Janeiro Operations Unit for 9 years. He has been working with turbomachinery in the oil and gas business in the Turbomachinery group of Roncador field working with maintenance engineering; specification, selection and shop test acceptance of turbomachinery. Mr. Stathakis Neto now is member of Turbomachinery engineering group responsible for technical support to existing turbomachinery operation. Mr. Stathakis Neto received a B.S. degree (Electronic Engineering) and M.T. degree (Master Technology) both from CEFET Rio de Janeiro. Bruno da Silva Marques is a Turbomachinery Engineer with Petrobras E&P Rio de Janeiro Operations Unit. He has been working with turbomachinery in the oil and gas business for 4 years. Mr. Marques is mechanical engineer in the group responsible for technical support to existing turbomachinery operation. He has also worked in specification, selection and shop test acceptance of turbomachinery. Mr. Marques received a B.S and a M.S. degree (Mechanical Engineering) from Universidade Federal do Rio de Janeiro. His area of expertise is Turbomachinery Performance.
Copyright 8 2011 by Turbomachinery Laboratory, Texas A&M University
ABSTRACT This paper discusses the use of centrifugal compressors with fixed speed in offshore production units using as reference the experience of the Petrobras Rio de Janeiro Operational Unit. The operational and maintenance records of two of its major production platforms are used to discuss technical aspects on the specification and acceptance during testing of fixed-speed compressors. From this discussion, recommendations are formulated to prevent repetition of the main problems faced by the Operational Unit in the operation and maintenance of such equipment. INTRODUCTION The first production platforms in Rio de Janeiro Operational Unit used variable-speed drivers for their main gas compressors: gas turbines in one platform and electric motors with variable frequency drivers (VFDs) on the other three platforms. The usage of fixed speed electric motor to drive the main compressors began to be used in upstream projects from 2002, with the first two platforms starting production in 2008 and 2009.This new configuration of the main compression system brought new challenges and a new philosophy for its operation and control, along with a simplification of the compression module. The problems faced in the first years of operation on these two units led to this work. Traditional the three compression stages train, in two casings, were powered by a single driver. In this new configuration for the main compressor system, the previous single three-stage train is divided into two compressors trains, each driven by its own electric motor, allowing greater operational flexibility: a low pressure compressor can be operated paired with any of the high pressure compressors. This simplification and increased flexibility of the main compression has taken their toll. The fixed speed compressors and the suction throttling capacity control dont have the same operational flexibility that variable speed compressors do. The equipment limits, either in available head or available power, are more easily achieved with changing operational conditions in comparison to the design conditions. These deviations are quite common and have a wide range of causes, from operational necessity to reservoir uncertainties in the design phase. This paper will show that the successful use of fixed speed electric motor as compressor drivers in new projects depends largely on the reduction of reservoir uncertainties, a better assessment on the sizing of the driver during the design phase and new control strategies, such as the implementation of a control loop for electric motor current. HISTORY The selection of the technology used for the compressordriver pair takes into account various technical and economic factors. Some technical factors typically taken into account are the type of vessel where the compression system will be installed (floating production storage and offloading units or semisubmersible platforms), the operational envelope, the
required compression power, the associated control strategy, the weight and occupied area of the equipments and arrangement of the electrical system. The economic factors include the investment costs (CAPEX) and operational costs (OPEX). Operational costs account for spendings in the entire life cycle of the unit (typically 25 to 30 years of operation), including energy, consumables, maintenance costs and, with greater importance, the availability of equipment. Each arrangement alternative will give the compression system a different reliability and availability. For the compressor, from a technical standpoint, the flow rates and discharge pressures typically demanded for production gas movement in offshore units typically leads to the selection of multi-stage centrifugal compressors with interstage cooling, liquid knockout between stages and contaminants (such as CO 2 , H 2 S and water) removal plants. The driver selection, taking into account the above parameters, can be categorize according to the associated control strategy, divided in two major groups: variable speed compressors and fixed speed compressors. Variable speed compressors For the compressor, speed variation is the most efficient control strategy from both the energy consumption and operational flexibility points of view. From the driver viewpoint, however, the speed variation becomes a complicating factor, due to the amount of required power and the size of the equipments involved, demanding more elaborate devices to vary the speed in a fast, reliable and controlled fashion. Typical devices used for this purpose in offshore gas compressors are gas turbines, variable frequency drivers and hydraulic variable speed drivers. Gas turbine driven compressors This configuration was historically used in the Campos Basin projects prior to 2002. Gas turbines are well proven technology in the offshore environment and have an inherent capacity for speed variation within the range required by centrifugal compressors. Typically, light industrial or aeroderivative gas turbines are used. As advantages of this driver, we have electric power being used only for relatively small auxiliary loads, leading to a significantly reduced power generation system and associated electrical panels. A wide range of gas turbines with rated power up to 30MW ISO is available with extensive operational experience. As disadvantages, these devices are heavy and take up greater area when the auxiliaries systems are taken into account. They also present performance and integrity degradation over time, requiring periodic interventions for preventive maintenance and have a significant influence from ambient conditions, leading to the need of oversizing the driver. VFD driven compressors This technology gained strength with developments in power electronics devices and has different architectures depending on model and manufacturer. Despite their
Copyright 8 2011 by Turbomachinery Laboratory, Texas A&M University
differences, these devices have similar basic working principle: speed variation of the electric motor by variation on the frequency of the voltage available to the motor. This is achieved by the use of power electronic devices, generically called thyristors, which function as switches controlling the rate of voltage pulses delayed from the original alternating-current source by a transformer. This device has no moving mechanical parts to wear and show good controllability, acting directly on the motor. Additionally, it presents present smoothed start up, reducing the impact of starting currents on the electrical system. However, this arrangement requires much electric power, heavily impacting the size of the electrical system and leading to a centralized power generation. Due to the size of the equipment, it requires greater sheltered area, ventilated or refrigerated for panels and transformers, resulting in great difficulty when the movement of components such as coils and transformers for maintenance is needed. Depending on the configuration it still requires harmonic filters and has a history of unforeseen failures to critical components (thyristors, cells, coils, and transformers) during operation. Compressor with fixed speed electric motors and hydraulic variable speed drives This technology, although not new, has no history of application in offshore units in Brazil and will be used in the first platforms of the Pre-salt area development. This device, which replaces the gearbox, is approximately 30% bigger than a traditional gearbox and uses a induction electric motor with fixed speed. It varies the compressor speed changing the degree of hydraulic coupling in a torque converter, similar to torque converters in automotive hydraulic transmission. As advantages, this system achieves reduced starting torques by reducing the hydraulic coupling, helping to reduce the motor starting time and its impact on electrical system and it has the lowest total area requirement among the variable speed options. It has a high reliability and availability, in onshore applications, and, despite using moving mechanical parts, has low maintenance and operation costs. Besides having no historical data in offshore applications, this arrangement also has the disadvantage of requiring a large centralized power generation system. Adopting fixed speed electric motor driven compressors The adoption of fixed speed electric motors as drivers for large gas compressors implies in a simplification of the compression system, with the replacement of variable speed drivers (GTs, VFDs or HSDs) by suction throttling valves as the capacity control strategy. This change has brought a great increase in the system reliability, due to the failure history with long periods of repair of VFDs and their transformers, along with significant reduction in the area and weight required by the compression system. This change also brought some disadvantages and the need of special attention to some details, especially in the design phase, which will be discussed below. The use of electric motors with fixed speed led to doubts regarding its impact on the platform electrical system. Typically, platforms in the Rio de Janeiro Operational Unit use
compressors with two casings and nominal compression ratio and flow of 25:1 and 2x106 Nm3/day, which leads to a power of compression in the range of 10 to 12MW (and up to 16.7MW in one unit using 3x106 Nm3/d compressors). These two casings may be driven by a single or by two separate electric motors. The adoption of compressor trains driven by a single direct starting electric motor leads to special care being needed with respect to the electrical system of the platform, such as the selection of motors with low starting current to prevent big drops in the electrical system voltage and the need for the operation of four 25MW gas turbine generator sets for the electric motor start-up. Because of the uncertainties with respect to these points, meaning, whether or not to perform direct starts in electric motors of this size in an isolated electrical system, in the first platforms with fixed speed compressors adopted a division in the compression system in two modules with the use of an intermediate header and one electric motor for each compressor casing. As a further disadvantage, the adoption of a single electric motor to drive all the compressor casings leads to the selection of a large electric motor, making it extremely difficult to be moved for repair in the event of a failure. Some recent projects kept the two modules arrangement, but, rather than an having an intermediate header, process plants such as dehydrating (glycol) and CO 2 removal (amine) lies between them. On another unit, compression train arrangement with a single direct starting driver for all casings was selected, in this case with a 15.8MW electric motor. These units described above are not yet in operation. The split of the compression modules in two has advantages such as increasing the reliability of the system, by allowing operation of the low pressure and high pressure compressors in any arrangement (for example, operating LP-A with HP-C), and the usage of smaller motors, easing the movement of these equipment during any maintenance. The adoption of an arrangement with an intermediary header results, however, in a dilemma with respect to the arrangement of the various compression stages on the different modules. On all platforms in the Rio de Janeiro Operational Unit, as well as many others in Campos Basin, three compression stages (sections) are used, being usual for the first casing to contain two compression stages in back-to-back arrangement and another straight-through casing to contain the third stage. This arrangement, when compared with the arrangement in which the first casing as a single section straight-through configuration and the last two stages are in another back-to-back casing, minimizes internal leakages between stages (because of the smaller pressure difference between the units), increasing the efficiency of the compressor. However, the best balance of power requirements between the two casings is achieved by the second arrangement, allowing the selection of identical and interchangeable motors as drivers for each casing. The use of identical electric motors has proved extremely valuable when it was needed to carry out a recall on all electric motors on one of the platforms. In this case it was possible to repair the motors in sequence while keeping only one LP compressor (with capacity slightly larger than the HP compressor) unavailable, thus minimizing the compression capacity loss.
Copyright 8 2011 by Turbomachinery Laboratory, Texas A&M University
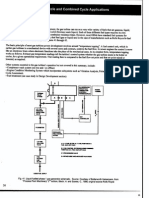
On the other hand, the adoption of a straight-through casing for the first compression stage and a back-to-back casing for the last two stages results in higher suction pressures in the second and third stages. Depending on the concentration of CO 2 in the compressed gas, this higher pressure may lead to or aggravate corrosion of carbon steel (function of the CO 2 partial pressure and gas flow velocity), as occurred in another platform. In these cases, special care is needed in the design phase concerning the materials selection, especially for the suction region of each compression stage. ISSUES AND LIMITATIONS WITH THE FIXED SPEED CONFIGURATION The fixed speed electric motor driven compressors, when compared with GT or VFD driven compressors, is a configuration option that is less adaptable to deviations in the operating conditions originally specified in the compressors selection phase. Despite the gains by system simplification, the successful application of this driver option depends on the reduction of the uncertainties on the design parameters, especially the composition of the gas to be moved and pressures required. Electric motor overload In the Rio de Janeiro Operational Unit, a major challenge faced by the first two units operating with fixed speed electric motors was the recurring events of compressor electric motor overload, which occurred largely due to the significant difference between the design conditions of the compressor and the its operating condition, as required by the production plant. The compressors in the first three platforms operating fixed speed compressors were specified from a single operational point. The choice of this rated point, for each unit, was made based in the foreseen maximum discharge pressure requirement to ensure gas lift and gas export throughout the life of the platform. The selection criteria of the driver, as stated in the API 617 standard (2002), ensures that the selected electric motor has an additional power margin of at least 10% over the highest required power among the specified conditions, in order to accommodate possible variations in process conditions and in the compressed gas composition. However, the operating conditions established for these projects does not match the point of maximum power demand in the compressor operational range. In practice, it was observed that the actual required discharge pressure to perform gas lift and gas exportation was lower than the design case, resulting in a different operating condition than originally provided (see Figure 1). In general, centrifugal compressors tend to demand more power with higher flow rates and with lower pressure ratios required by the process. In this case of increased power demand, the power margin in the electric motor is reduced to less than 10%, being often insufficient to accommodate operational situations such as variation in the produced gas composition, variation in the three-phase (gas, oil and water) separation pressure and the equipment natural performance degradation.
Figure 1. Schematics on how an operating point different from rated point can lead to a power demand above the electric driver rated power, causing overload. To solve this issue it was necessary to review togheter with the electric motor manufacture the project of its cooling system to identify any design margins that could be used to increase the motor rated power. However, as there is no guarantee that this type of solution can be adopted in all cases, it is recommended to select the driver with a 10% power margin to the highest demanded power point in the compressor curve, instead of the specified points. This selection criterion may impact the power generation system design, In such situations it may be needed to reduce the driver power margin to avoid oversizing the power generation. Even in such cases, the electric driver selection margin shall reference the highest demanded power point in the compressor curve, with a minimum of 4% margin. Reservoir uncertainties The type of the gas to be handled impacts heavily on the selection of the compressors. For upstream units, the gas composition adopted as design parameter for the compressor is achieved by simulation and fluids analysis results obtained in the exploration phase of the reservoir. Frequently, the samples are taken from few exploratory wells, while the operating unit compresses a blend of gas from several wells. This process brings a great level of uncertainty to the estimated compressed gas composition. In one platform, the molecular weight difference between the gas composition used as design parameter and the
Copyright 8 2011 by Turbomachinery Laboratory, Texas A&M University
composition achieved in operation exceeded 10%. While the specified gas predicted a molecular weight of 21.7 kg/kmol at the compressor suction, the actual gas was as light as 19.0 kg/kmol. This difference resulted in up to 40% reduced flow capacity (Figure 2). The main reasons for this divergence were the three-phase separation temperature reduction and the production of the reservoirs gas cap during the first year of the unit. The wells connection campaign to the platform lasted for about two years and during this period the capacity of the compressors was severely reduced (the final gas blend have a molecular weight similar to the design one). It is noteworthy that the gas composition of the reservoirs gas layer is not known in advance, unlike the composition of its oil and associated gas, which can be estimated from samples taken in the exploration phase.
casing and the high pressure compressor was arranged in a two sections in back-to-back casing. This configuration results in a significantly higher suction pressure for the third section (Figure 3). In units in which the compressed gas contains nonnegligible fraction of CO 2 (typically above 0,1%), the conditions at the suction of the final stages of compression, saturated gas at high pressure, can have a severe corrosion potential (API, 1999) for carbon steel components, such as pipes, vessels and the compressor itself. This phenomenon was quite evident in one of the first three platforms to used fixed speed electric motors, where the compressors suffered severe internal corrosion in the casing and in the first diaphragm of third section (both carbon steel), while the pipes and the scrubber (manufactured in stainless steel) in the suction of the compressor were unaffected.
Figure 2. Schematics on how the change of the compressed gas molecular weight affects the compressor capacity. Some of the uncertainties in the design parameters for a project may not be reduced in a feasible way. A possible alternative to accommodate large variations in operating condition, therefore reducing the risks associated with the gas composition uncertainties, is to specify some other operational conditions in the design phase. This could be from information taken from other exploratory wells or similar reservoirs, or even by extrapolating the predicted composition to more extreme scenarios. Importantly, this alternative would result in a slight increase in investment cost, from extra engineering hours and maybe even the design or manufacture of a second gear set with different output speed, but would certainly reduce production losses, a far greater cost, due to these uncertainties during operation. For most projects, a different output speed should be sufficient accommodate the different gas composition scenario. For a wider gas composition range, a second set of compressor internals or speed variation should be evaluated. Compressor internal corrosion As described above, in the first projects to adopt fixed speed electric motors as compressor drivers, it was opted to have identical electric motors driving both low and high pressure compressors. Consequently, the low pressure compressor was arranged in a single section straight-through
Figure 3. Typical compressor trains arrangements showing their influence on interstage pressures. In a later project, where a higher fraction of CO 2 was predicted, the material selection by the compressor manufacturer foresaw the corrosive potential on carbon steel components, opting to use stainless steel cladding in the casing internal surface and to manufacture the diaphragm entirely in stainless steel. For the unit suffering from CO 2 corrosion, a similar solution was adopted: coating the casing internal area and the first diaphragms with electroless nickel platting. This case, and the difficulty in applying this coating in compressors already operating in offshore units, lead to a revision in the internal technical requirements for offshore gas compressors, resulting in corrosion-resistant materials being adopted from the design phase. CONCLUSIONS AND RECOMENDATIONS It is the authors opinion that the adoption of fixed speed electric motors as main compressors drivers drive brought a great simplification and robustness to the compression systems in the Rio de Janeiro Operational Unit platforms, being a good option for future projects, especially for those without a large variation or uncertainty in the gas to be compressed. The problems described in this paper can be avoided with some adjustments in the technical specifications for gas compressors.
Copyright 8 2011 by Turbomachinery Laboratory, Texas A&M University
To avoid electric motor overload events two strategies are recommended. The first is the extension of the 10% power margin requirement for the electric motor selection from the compressor rated point to the maximum compression power point in the compressor operational envelope. In some cases, this criterion may need to be adjusted to avoid power generation oversizing. The second is the implementation of an electric power (or current) limiter control loop in the compressor capacity controller, acting on the suction throttle valve. For such limit loop to work, the throttle valve must be installed inside the compressor recycle loop, eliminating the need of the sometimes used starting valve. To minimize the risks associated with reservoir uncertainties concerning compressed gas composition, it is recommended that the design includes alternative scenarios, with both lighter and heavier gas compositions. As a way to add flexibility to the compression plant, the project can include a second gear set design with a different output speed to accommodate some of these scenarios. Finally, although the compressor internal corrosion issues are not caused by its fixed speed driver, this exacerbated a fragility in recent projects with significant CO 2 content by increasing the last section suction pressure. With a careful analysis of both materials and coatings to be used in the compressors internal components, especially on the higher pressure ones, this corrosion-related failures can be avoided. The usage of fixed speed electric motors as gas compressor drivers is a simple solution and, with the above adaptations in our technical specifications, should prove to be even more robust and reliable. REFERENCES API 617, 2002, Axial and Centrifugal Compressors and Expander-compressors for Petroleum, Chemical and Gas Industry Services, 7th edition, American Petroleum Institute, Washington, DC, USA. API SPEC 6A, 1999, Specication for Wellhead and Christmas Tree Equipment, 17th edition, American Petroleum Institute, Washington, DC, USA. Miranda, M.A., Meira, O.G.. 2008. Life cycle assessment of turbomahcinery for offshore applications updated with field data, Proceding of the 37th Turbomachinery Symposium, Turbomachinery Laboratory, Texas A&M University, College Station, Texas, pp 103-110.
ACKNOWLEDGEMENTS The authors would like to thank all the people working in the turbomachinery maintenance teams, in engineering group and at the research center that helped solve the issues presented on this paper.
Copyright 8 2011 by Turbomachinery Laboratory, Texas A&M University
You might also like
- Process System Value and Exergoeconomic Performance of Captive Power PlantsFrom EverandProcess System Value and Exergoeconomic Performance of Captive Power PlantsNo ratings yet
- Gas Turbine Performance DeteriorationDocument0 pagesGas Turbine Performance DeteriorationGeorge John Amegashie100% (1)
- Integrated Hot Gas Test Systems for Turbocharger DevelopmentDocument7 pagesIntegrated Hot Gas Test Systems for Turbocharger DevelopmentravigobiNo ratings yet
- Steam Turbine Governing Systems and Electronic Governor Retrofit by Josephs. Lamberson and Jack ReedDocument8 pagesSteam Turbine Governing Systems and Electronic Governor Retrofit by Josephs. Lamberson and Jack ReedEr Mahendra KeshriNo ratings yet
- Towards The Future of Gas Turbine Asset - T.alevarez - EndesaDocument3 pagesTowards The Future of Gas Turbine Asset - T.alevarez - EndesaTony EduokNo ratings yet
- Turbo Lecture 6Document8 pagesTurbo Lecture 6Chad Hunt100% (1)
- 1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesDocument8 pages1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesArgenomSaubiNo ratings yet
- Application of Roms To Aeroengines Health Monitoring: April 2019Document20 pagesApplication of Roms To Aeroengines Health Monitoring: April 2019tadele10No ratings yet
- Api 685Document12 pagesApi 685Carlos LópezNo ratings yet
- Maintenance SolarDocument17 pagesMaintenance Solardilo001100% (3)
- Gas Turbine Control System ThesisDocument6 pagesGas Turbine Control System Thesisafcnenabv100% (2)
- How To Optimize Cylinder Valves DesignDocument3 pagesHow To Optimize Cylinder Valves DesignShashank Sudhakar PathakNo ratings yet
- Gas Turbine ModelsDocument11 pagesGas Turbine ModelsEngr Mubeen100% (1)
- Extend lifespan of steam turbines through performance analysis condition monitoringDocument9 pagesExtend lifespan of steam turbines through performance analysis condition monitoringaliscribd46No ratings yet
- Performance Test & UncertaintyDocument30 pagesPerformance Test & UncertaintyEnrique Javier González HenríquezNo ratings yet
- Surge Control Dynamic Simulation Centrifugal CompDocument3 pagesSurge Control Dynamic Simulation Centrifugal CompAnil B YadavNo ratings yet
- Spe 99446Document8 pagesSpe 99446Nana Silvana AgustiniNo ratings yet
- INFORME DE MTTO JDocument22 pagesINFORME DE MTTO JJerson MeloNo ratings yet
- Compressor Station Design CriteriaDocument4 pagesCompressor Station Design CriteriaOlalemi AdedoyinNo ratings yet
- 058467Document18 pages058467Marco Bertoldi100% (1)
- 1 s2.0 S1359431115000368 MainDocument12 pages1 s2.0 S1359431115000368 MainJulio CésarNo ratings yet
- Sae Technical Paper Series: Johannes Andersen, Fredrik Lindström and Fredrik WestinDocument16 pagesSae Technical Paper Series: Johannes Andersen, Fredrik Lindström and Fredrik WestinBogdan NituNo ratings yet
- INFORME DE MTTO jERSONDocument12 pagesINFORME DE MTTO jERSONJerson MeloNo ratings yet
- Conceptual Design Optimization of Francis TurbinesDocument11 pagesConceptual Design Optimization of Francis TurbinesJun GWan ParkNo ratings yet
- Maintenance Optimization: Plant Reliability and PerformanceDocument3 pagesMaintenance Optimization: Plant Reliability and PerformanceasusthailandNo ratings yet
- Combined-Cycle Gas and Steam Turbine Power Plant Reliability AnalysisDocument27 pagesCombined-Cycle Gas and Steam Turbine Power Plant Reliability Analysistwana najih hassanNo ratings yet
- Design and Comparative Analysis of A Retrofitted Liquid Cooling System For High-Power ActuatorsDocument21 pagesDesign and Comparative Analysis of A Retrofitted Liquid Cooling System For High-Power ActuatorsLuis SentisNo ratings yet
- 2003 11020170 PDFDocument9 pages2003 11020170 PDFFlorian DraguNo ratings yet
- Turbomachinery Laboratory: Continuing Education and Professional Development Undergraduate and Graduate EducationDocument3 pagesTurbomachinery Laboratory: Continuing Education and Professional Development Undergraduate and Graduate EducationJarot PrakosoNo ratings yet
- Reciprocating Compressor ImprovementsDocument13 pagesReciprocating Compressor ImprovementsSANJANA SINGHNo ratings yet
- Mechanical Design Aspects for High-Performance Agitated ReactorsDocument11 pagesMechanical Design Aspects for High-Performance Agitated ReactorsgpcshfNo ratings yet
- The Classification and Regression Tree Approach To Pump Failure Rate AnalysisDocument9 pagesThe Classification and Regression Tree Approach To Pump Failure Rate AnalysisNabila MahardianaNo ratings yet
- Pumping 2Document2 pagesPumping 2winowo18No ratings yet
- Electro-Hydraulic Valve Control With Multiair Technology: Cover StoryDocument8 pagesElectro-Hydraulic Valve Control With Multiair Technology: Cover StoryAnonymous i2nXmcJEanNo ratings yet
- Lubrication Regime Classification of Hydrodynamic Journal Bearings by Machine Learning Using Torque DataDocument15 pagesLubrication Regime Classification of Hydrodynamic Journal Bearings by Machine Learning Using Torque Dataزهراء حيدر ميريNo ratings yet
- 6 Testing and Qualification of Two-Stage Turbocharging SystemsDocument16 pages6 Testing and Qualification of Two-Stage Turbocharging SystemsMuzaffar Ali QuaziNo ratings yet
- ch14 SchultheisDocument0 pagesch14 Schultheissatya_chagantiNo ratings yet
- Condition Monitoring of Steam Turbines by Performance AnalysisDocument11 pagesCondition Monitoring of Steam Turbines by Performance AnalysisSikander Girgoukar100% (1)
- Technological Development - Health Monitoring - Maximizing Efficiency - Advance Communication System - Regulatory and Environmental IssuesDocument37 pagesTechnological Development - Health Monitoring - Maximizing Efficiency - Advance Communication System - Regulatory and Environmental IssuesAnonymous pKsr5vNo ratings yet
- 2006 01 0884Document38 pages2006 01 0884Yosra RamadhanNo ratings yet
- Transient Performance of Gas Turbines: ° 2005 by ABCMDocument8 pagesTransient Performance of Gas Turbines: ° 2005 by ABCMjoseNo ratings yet
- ApplicationofRCMforachipping AndsawingmillDocument25 pagesApplicationofRCMforachipping AndsawingmillflavianosamelNo ratings yet
- Wind Gearbox Oil - Energies-13-03414-V2Document18 pagesWind Gearbox Oil - Energies-13-03414-V2David KeartonNo ratings yet
- Literature Review On Gas TurbineDocument6 pagesLiterature Review On Gas Turbinefuhukuheseg2100% (1)
- Powergen Europe 2014, Cologne: Gas Turbine Short and Long Term Operation and Failure MechanismsDocument13 pagesPowergen Europe 2014, Cologne: Gas Turbine Short and Long Term Operation and Failure MechanismsKR PANo ratings yet
- Gas Turbine in Simple Cycle and Combined Cycle ApplicationsDocument46 pagesGas Turbine in Simple Cycle and Combined Cycle Applicationssevero97100% (2)
- Compressor Maint ListDocument3 pagesCompressor Maint Listsantosh kumar100% (1)
- Hydroprocessing DepropanizerDocument12 pagesHydroprocessing DepropanizerSathish KumarNo ratings yet
- Paper No.: 10 Multi-Model Adaptive Wastegate Control of A Large Medium-Speed EngineDocument7 pagesPaper No.: 10 Multi-Model Adaptive Wastegate Control of A Large Medium-Speed EngineAnonymous 8qUHG4SlNo ratings yet
- Condition monitoring maximizes vessel availabilityDocument5 pagesCondition monitoring maximizes vessel availabilityRachel Renti CruzNo ratings yet
- AHS2011 HECC Design Final PDFDocument15 pagesAHS2011 HECC Design Final PDFKarl GlorstadNo ratings yet
- VFD Paper (Movie) - P639050Document20 pagesVFD Paper (Movie) - P639050Joffre BourgeoisNo ratings yet
- Centrifugal Compressor Config-SelectionDocument44 pagesCentrifugal Compressor Config-SelectionRajiv Santhanam100% (2)
- Bioler House OptimizationDocument6 pagesBioler House OptimizationChetan JhaNo ratings yet
- Hot Gas ExpanderDocument2 pagesHot Gas ExpanderMary GomezNo ratings yet
- BDocument11 pagesBDany MedinaNo ratings yet
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Vibration Analysis of Gear Box.5-MilosprokoDocument3 pagesVibration Analysis of Gear Box.5-MilosprokoRavikiran Hegde100% (2)
- Manage Maintenance Course GuideDocument2 pagesManage Maintenance Course Guidepeach5No ratings yet
- Barringer FMEA 11 17 09Document9 pagesBarringer FMEA 11 17 09peach5100% (1)
- American Laboratory ReprintDocument2 pagesAmerican Laboratory Reprintpeach5No ratings yet
- 03 Iso 10816 NewDocument3 pages03 Iso 10816 NewFadooollNo ratings yet
- Tips To Perform A Ram Study Webinar Presentation - tcm4-539661Document38 pagesTips To Perform A Ram Study Webinar Presentation - tcm4-539661Sivapriya SamyNo ratings yet
- Gas Turbines Emissions and Control GEDocument36 pagesGas Turbines Emissions and Control GECarlos SopasNo ratings yet
- Analex RPDDocument16 pagesAnalex RPDpeach5100% (1)
- CBM Implementation for Underground CablesDocument4 pagesCBM Implementation for Underground Cables__kami__No ratings yet
- 1q03 Vertical Water PumpsDocument6 pages1q03 Vertical Water PumpsManish SaxenaNo ratings yet
- Multi-plane rotor balancing and misalignment estimationv are the unknown foundationparameters. The forces are grouped into a vector f asDocument6 pagesMulti-plane rotor balancing and misalignment estimationv are the unknown foundationparameters. The forces are grouped into a vector f aspeach5No ratings yet
- Part 3. Use of NG-18Document20 pagesPart 3. Use of NG-18peach5100% (1)
- Compressor Setup ChecklistDocument1 pageCompressor Setup Checklistpeach5No ratings yet
- Why Shaft MisalignmentDocument7 pagesWhy Shaft Misalignmentpeach5No ratings yet
- 2004rm 06B 01 Rev2Document9 pages2004rm 06B 01 Rev2peach5No ratings yet
- 48 T 49Document2 pages48 T 49peach5No ratings yet
- Fitness-for-Service Program Schedule: Thinning and Crack AssessmentsDocument1 pageFitness-for-Service Program Schedule: Thinning and Crack Assessmentspeach5No ratings yet
- Asme Boiler and Pressure Vessel Code, Section I Design GuideDocument11 pagesAsme Boiler and Pressure Vessel Code, Section I Design Guidepeach5No ratings yet
- FFS Program ModulesDocument3 pagesFFS Program Modulespeach5No ratings yet
- Part 2. Basic Thinning Assessments - Shell & HeadDocument30 pagesPart 2. Basic Thinning Assessments - Shell & Headpeach5100% (2)
- Part 8. Thinning Assessment - Further ConsiderationsDocument11 pagesPart 8. Thinning Assessment - Further Considerationspeach5100% (2)
- Part 12. Plastic Collapse AssessmentDocument16 pagesPart 12. Plastic Collapse Assessmentpeach5100% (1)
- Part 1. Introduction To ProgramDocument12 pagesPart 1. Introduction To Programpeach5No ratings yet
- Welcome To:: by Hazle Bin Ibrahim-Inspection & Maintenance Planning SectionDocument3 pagesWelcome To:: by Hazle Bin Ibrahim-Inspection & Maintenance Planning Sectionpeach5No ratings yet
- Kinetics Lecture2011Document34 pagesKinetics Lecture2011peach5No ratings yet
- Short Course - ThermodynmicsDocument18 pagesShort Course - Thermodynmicspeach5No ratings yet
- Short Course - KineticsDocument34 pagesShort Course - Kineticspeach5No ratings yet
- API 570 Part 1 - Pipe ComponentsDocument41 pagesAPI 570 Part 1 - Pipe Componentspeach5100% (18)
- Pourbaix 10Document18 pagesPourbaix 10peach5No ratings yet
- API 570 Part 3 - Pipe FabricationDocument21 pagesAPI 570 Part 3 - Pipe Fabricationpeach5100% (7)
- Passenger E-Ticket: Booking DetailsDocument1 pagePassenger E-Ticket: Booking Detailsvarun.agarwalNo ratings yet
- Decision Maths 1 AlgorithmsDocument7 pagesDecision Maths 1 AlgorithmsNurul HafiqahNo ratings yet
- Why Genentech Is 1Document7 pagesWhy Genentech Is 1panmongolsNo ratings yet
- Federal Complaint of Molotov Cocktail Construction at Austin ProtestDocument8 pagesFederal Complaint of Molotov Cocktail Construction at Austin ProtestAnonymous Pb39klJNo ratings yet
- PLC Networking with Profibus and TCP/IP for Industrial ControlDocument12 pagesPLC Networking with Profibus and TCP/IP for Industrial Controltolasa lamessaNo ratings yet
- India Today 11-02-2019 PDFDocument85 pagesIndia Today 11-02-2019 PDFGNo ratings yet
- Numerical Methods Chapter 10 SummaryDocument8 pagesNumerical Methods Chapter 10 SummarynedumpillilNo ratings yet
- Do You Agree With Aguinaldo That The Assassination of Antonio Luna Is Beneficial For The Philippines' Struggle For Independence?Document1 pageDo You Agree With Aguinaldo That The Assassination of Antonio Luna Is Beneficial For The Philippines' Struggle For Independence?Mary Rose BaluranNo ratings yet
- Gas Dehydration (ENGINEERING DESIGN GUIDELINE)Document23 pagesGas Dehydration (ENGINEERING DESIGN GUIDELINE)Tu Dang TrongNo ratings yet
- CIT 3150 Computer Systems ArchitectureDocument3 pagesCIT 3150 Computer Systems ArchitectureMatheen TabidNo ratings yet
- Difference Between Mark Up and MarginDocument2 pagesDifference Between Mark Up and MarginIan VinoyaNo ratings yet
- Column Array Loudspeaker: Product HighlightsDocument2 pagesColumn Array Loudspeaker: Product HighlightsTricolor GameplayNo ratings yet
- Krok2 - Medicine - 2010Document27 pagesKrok2 - Medicine - 2010Badriya YussufNo ratings yet
- Level 3 Repair PBA Parts LayoutDocument32 pagesLevel 3 Repair PBA Parts LayoutabivecueNo ratings yet
- PandPofCC (8th Edition)Document629 pagesPandPofCC (8th Edition)Carlos Alberto CaicedoNo ratings yet
- S5-42 DatasheetDocument2 pagesS5-42 Datasheetchillin_in_bots100% (1)
- 4 Wheel ThunderDocument9 pages4 Wheel ThunderOlga Lucia Zapata SavaresseNo ratings yet
- Pre Job Hazard Analysis (PJHADocument2 pagesPre Job Hazard Analysis (PJHAjumaliNo ratings yet
- Survey Course OverviewDocument3 pagesSurvey Course OverviewAnil MarsaniNo ratings yet
- Take This LoveDocument2 pagesTake This LoveRicardo Saul LaRosaNo ratings yet
- Photographing Shadow and Light by Joey L. - ExcerptDocument9 pagesPhotographing Shadow and Light by Joey L. - ExcerptCrown Publishing Group75% (4)
- Electronics Project Automatic Bike Controller Using Infrared RaysDocument16 pagesElectronics Project Automatic Bike Controller Using Infrared RaysragajeevaNo ratings yet
- 3ccc PDFDocument20 pages3ccc PDFKaka KunNo ratings yet
- GIS Multi-Criteria Analysis by Ordered Weighted Averaging (OWA) : Toward An Integrated Citrus Management StrategyDocument17 pagesGIS Multi-Criteria Analysis by Ordered Weighted Averaging (OWA) : Toward An Integrated Citrus Management StrategyJames DeanNo ratings yet
- STAT100 Fall19 Test 2 ANSWERS Practice Problems PDFDocument23 pagesSTAT100 Fall19 Test 2 ANSWERS Practice Problems PDFabutiNo ratings yet
- Wi FiDocument22 pagesWi FiDaljeet Singh MottonNo ratings yet
- Whisper Flo XF 3 PhaseDocument16 pagesWhisper Flo XF 3 Phasehargote_2No ratings yet
- Software Requirements Specification: Chaitanya Bharathi Institute of TechnologyDocument20 pagesSoftware Requirements Specification: Chaitanya Bharathi Institute of TechnologyHima Bindhu BusireddyNo ratings yet
- Iso 9001 CRMDocument6 pagesIso 9001 CRMleovenceNo ratings yet
- Planning A Real Estate ProjectDocument81 pagesPlanning A Real Estate ProjectHaile SilasieNo ratings yet