You might also like
- Chevron Global Application StatementsDocument12 pagesChevron Global Application StatementsshujjatNo ratings yet
- Diesel DimensionDocument1 pageDiesel DimensionshujjatNo ratings yet
- ReadDocument1 pageReadshujjatNo ratings yet
- Project Management For Actuaries: Achieving The Impossible?Document37 pagesProject Management For Actuaries: Achieving The Impossible?shujjatNo ratings yet
- Chevron Egypt Lubricants Hazardous Area Classification GuideDocument3 pagesChevron Egypt Lubricants Hazardous Area Classification GuideshujjatNo ratings yet
- Electric Motor DimensionDocument1 pageElectric Motor DimensionshujjatNo ratings yet
- Diesel DimensionDocument1 pageDiesel DimensionshujjatNo ratings yet
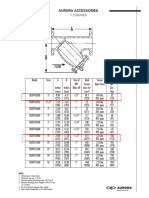
- StrainerDocument1 pageStrainershujjatNo ratings yet
- Switchgear InformationDocument5 pagesSwitchgear InformationshujjatNo ratings yet
- 1090 203 Aurora Accessories: Model Pipe A Minimum Pressure Weight Number Size at 70 F. Approx. Ins. Lbs. (KG)Document1 page1090 203 Aurora Accessories: Model Pipe A Minimum Pressure Weight Number Size at 70 F. Approx. Ins. Lbs. (KG)shujjatNo ratings yet
- Heat Exchange FundementalsDocument19 pagesHeat Exchange FundementalsshujjatNo ratings yet
- Maintenance Glossary Key TermsDocument13 pagesMaintenance Glossary Key TermsshujjatNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Click or Tap Here To Enter Text.: IIE Student Declaration: I Declare That The Work Submitted Is My OwnDocument9 pagesClick or Tap Here To Enter Text.: IIE Student Declaration: I Declare That The Work Submitted Is My Ownkarina sharma100% (2)
- CPCBDocument16 pagesCPCBSaurabh Mandal100% (2)
- Rejuvenation of Qarun FieldDocument12 pagesRejuvenation of Qarun FieldPeter JamesNo ratings yet
- Wis 4 34 04 PDFDocument16 pagesWis 4 34 04 PDFNitinNo ratings yet
- GIS-Based Derivation of Unit Hydrograph for Rukni River Watershed in IndiaDocument9 pagesGIS-Based Derivation of Unit Hydrograph for Rukni River Watershed in IndiaPatrick Joseph RoblesNo ratings yet
- Warranty Book FullDocument27 pagesWarranty Book FullGeemoNo ratings yet
- How leaves and roots help plants make their own foodDocument11 pagesHow leaves and roots help plants make their own foodLeocarl Fabunan Simon RANo ratings yet
- Veolia Moray Outfalls Repair WorksDocument8 pagesVeolia Moray Outfalls Repair WorksGalih PutraNo ratings yet
- Evaluation of Water Availability and Allocation in The Blue Nile BasinDocument6 pagesEvaluation of Water Availability and Allocation in The Blue Nile BasinAbdelrahman Saghayroon ElzeinNo ratings yet
- Coke OvenDocument19 pagesCoke Ovensourajpatel100% (1)
- Soil1 PDFDocument80 pagesSoil1 PDFSumit KumarNo ratings yet
- The Steading Acredale Farm EyemouthDocument22 pagesThe Steading Acredale Farm EyemouthBeavon ObwogeNo ratings yet
- PI Applications PetrochemicalsDocument5 pagesPI Applications Petrochemicalsmowlli7574No ratings yet
- 8 Comparative Analysisof Produced Water Collectedfrom Different Oil Gathering Centersin KuwaitDocument16 pages8 Comparative Analysisof Produced Water Collectedfrom Different Oil Gathering Centersin KuwaitAlamen GandelaNo ratings yet
- V-NOTCH WEIR MONITOR DATASHEET - Accurate Water Level Monitoring SystemDocument4 pagesV-NOTCH WEIR MONITOR DATASHEET - Accurate Water Level Monitoring SystemPaul Ivan Asencio CasumpangNo ratings yet
- Thermal and Refregeration Based Projects PDFDocument3 pagesThermal and Refregeration Based Projects PDFShankar GNo ratings yet
- Sand Casting: - The Pattern Is Intentionally Made Larger Than The Cast Part To Allow For Shrinkage During CoolingDocument21 pagesSand Casting: - The Pattern Is Intentionally Made Larger Than The Cast Part To Allow For Shrinkage During CoolingPalaash ChaudharyNo ratings yet
- Water SupplyDocument16 pagesWater SupplyRochak AdhikariNo ratings yet
- Sika® Ceram-100P Tile AdhesiveDocument2 pagesSika® Ceram-100P Tile Adhesivedep_vinNo ratings yet
- Thermal Power Plants: Key Components and Working PrincipleDocument157 pagesThermal Power Plants: Key Components and Working Principlegteklay100% (1)
- Nytro Orion I Safety Data SheetDocument8 pagesNytro Orion I Safety Data SheetwilmanzitoNo ratings yet
- MR Deepak GadhiaDocument17 pagesMR Deepak GadhiaJignesh ChaudharyNo ratings yet
- MULTI-CELL 100-2600 HRT COOLING CAPACITYDocument6 pagesMULTI-CELL 100-2600 HRT COOLING CAPACITYprakash silvarajanNo ratings yet
- Coca ColaDocument25 pagesCoca ColaKush BansalNo ratings yet
- Anastopoloues-A Review For Coffee AdsorbentsDocument11 pagesAnastopoloues-A Review For Coffee AdsorbentsUjak KimiaNo ratings yet
- Lean-Tos, Biv Areas, Campgrounds, and Cabins On FLTDocument3 pagesLean-Tos, Biv Areas, Campgrounds, and Cabins On FLTwaterfellerNo ratings yet
- Premium Pumping Technology For Desalination: PumpsDocument16 pagesPremium Pumping Technology For Desalination: PumpsShark1971No ratings yet
- Hoja de Seguridad Clinafarm - Spray - SDS - InglesDocument9 pagesHoja de Seguridad Clinafarm - Spray - SDS - Inglessst incubacolNo ratings yet
- CV Zakir Mahesar4Document5 pagesCV Zakir Mahesar4mahesar2009100% (1)
- Monroe County Fallout Shelter ProgrzamOVERVIEWDocument2 pagesMonroe County Fallout Shelter ProgrzamOVERVIEWRobert GatesNo ratings yet