You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Introduction To Energy PowerpointDocument24 pagesIntroduction To Energy PowerpointAgha Zeeshan Khan Soomro100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Gas Flare Design Debottlenecking Using Pinch AnalysisDocument25 pagesGas Flare Design Debottlenecking Using Pinch AnalysisRicardo BecNo ratings yet
- Chilled Water Pumps Calculation for Irbed City CenterDocument3 pagesChilled Water Pumps Calculation for Irbed City CenterMohamed Elarabi100% (2)
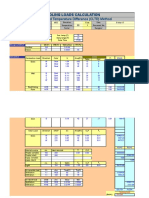
- Cooling Loads Calculation: Cooling Load Temperature Difference (CLTD) MethodDocument8 pagesCooling Loads Calculation: Cooling Load Temperature Difference (CLTD) MethodChristopher LloydNo ratings yet
- Pump and System Magazine PapersDocument76 pagesPump and System Magazine PapersRicardo BecNo ratings yet
- Gun Barrel Sizing For Crude Oil DehydrationDocument3 pagesGun Barrel Sizing For Crude Oil DehydrationRicardo BecNo ratings yet
- Chiller Data SheetDocument4 pagesChiller Data SheetChotiwan Rattanasatien100% (1)
- Reid Vapor PressureDocument5 pagesReid Vapor Pressurefumerojr5164100% (1)
- Artículo UNIQUACDocument13 pagesArtículo UNIQUACOscar Galicia TNo ratings yet
- Separator Design GuideDocument37 pagesSeparator Design GuideSanjay ParmarNo ratings yet
- Line Sizing GuidelinesDocument30 pagesLine Sizing GuidelinesSanjay Parmar100% (1)
- How To Know If Cogeneration Is The Right Choice For YouDocument4 pagesHow To Know If Cogeneration Is The Right Choice For YouRicardo BecNo ratings yet
- Gunbarrel Sizing NomographDocument1 pageGunbarrel Sizing NomographRicardo BecNo ratings yet
- Cases and Tools in Biotechnology Management 1555630271. PrintDocument790 pagesCases and Tools in Biotechnology Management 1555630271. PrintRicardo BecNo ratings yet
- Design - and - Development Tank DehydrationDocument16 pagesDesign - and - Development Tank DehydrationRicardo BecNo ratings yet
- Psvs Detecting Leaking Helps Avoid Potential Emissions Fines and PenaltiesDocument2 pagesPsvs Detecting Leaking Helps Avoid Potential Emissions Fines and PenaltiesRicardo BecNo ratings yet
- 5.5 Thing Power Plant Need To Know About PumpsDocument4 pages5.5 Thing Power Plant Need To Know About Pumpsfirdausshukri14No ratings yet
- Simulation Results Should You Relay On ThemDocument5 pagesSimulation Results Should You Relay On ThemRicardo BecNo ratings yet
- Rotary PD Pump Inlet Pressure RequirementsDocument4 pagesRotary PD Pump Inlet Pressure RequirementsRicardo BecNo ratings yet
- Five Things You Didn't Know About Rotary PD PumpsDocument2 pagesFive Things You Didn't Know About Rotary PD PumpsRicardo BecNo ratings yet
- Role of Natural GasDocument3 pagesRole of Natural GasRicardo BecNo ratings yet
- Rotary Pumps On Pipeline ServicesDocument6 pagesRotary Pumps On Pipeline ServicesRicardo BecNo ratings yet
- Flare Gas Compliance EpaDocument6 pagesFlare Gas Compliance EpaRicardo BecNo ratings yet
- The Basis of Rotary Positive PD Pump TechnologyDocument1 pageThe Basis of Rotary Positive PD Pump TechnologyRicardo BecNo ratings yet
- Design Operation of Renewable Diesel UnitDocument4 pagesDesign Operation of Renewable Diesel UnitRicardo BecNo ratings yet
- Fired Heater Operation and Troubleshooting GuideDocument80 pagesFired Heater Operation and Troubleshooting GuideAliNo ratings yet
- Business Transformation Real Time Data ManagementDocument6 pagesBusiness Transformation Real Time Data ManagementRicardo BecNo ratings yet
- Process Design Considerations Compressor Dry Gas Seal System InterfaceDocument5 pagesProcess Design Considerations Compressor Dry Gas Seal System InterfaceRicardo BecNo ratings yet
- Heat Transfer - Choosing Steam vs. Electric HeatingDocument5 pagesHeat Transfer - Choosing Steam vs. Electric HeatingRicardo BecNo ratings yet
- Distillation Tower Trays Downcomers and WeirsDocument9 pagesDistillation Tower Trays Downcomers and WeirsRicardo BecNo ratings yet
- CHE - Facts - 1221 - CAKE FILTRATION BASICSDocument1 pageCHE - Facts - 1221 - CAKE FILTRATION BASICSRicardo BecNo ratings yet
- The Need For Capital BudgetingDocument5 pagesThe Need For Capital BudgetingRicardo BecNo ratings yet
- MYTH BUSTERS: BEARING TEMPERATURE LIMITS OFTEN TOO STRICTDocument2 pagesMYTH BUSTERS: BEARING TEMPERATURE LIMITS OFTEN TOO STRICTRicardo BecNo ratings yet
- How To Calculate HeatDocument6 pagesHow To Calculate HeatRicardo BecNo ratings yet
- CHE - Facts - 0321 - THERMAL OXIDIZER SELECTIONDocument1 pageCHE - Facts - 0321 - THERMAL OXIDIZER SELECTIONRicardo BecNo ratings yet
- Water Hammer Understand and MitigateDocument5 pagesWater Hammer Understand and MitigateRicardo BecNo ratings yet
- F3654870GATE-Chemical Engineering Previous Paper 2001Document10 pagesF3654870GATE-Chemical Engineering Previous Paper 2001Shashank bhattNo ratings yet
- Engine ModellingDocument11 pagesEngine ModellingRahneesh MklNo ratings yet
- Spare Parts Interchangeability Compr R134aDocument7 pagesSpare Parts Interchangeability Compr R134apeladoyNo ratings yet
- Questions and solutions for engineering problemsDocument82 pagesQuestions and solutions for engineering problemsRyan Llona FernandezNo ratings yet
- Gibb's Free Energy SnapreviseDocument7 pagesGibb's Free Energy SnapreviseIsabella ThomasNo ratings yet
- S20-1 2001 Service Manuals DirectoryDocument2 pagesS20-1 2001 Service Manuals DirectorySean JonesNo ratings yet
- NotesDocument429 pagesNotesraymax cyberNo ratings yet
- Introduction To Air Conditioning Psychrometry Set 1Document2 pagesIntroduction To Air Conditioning Psychrometry Set 1MUSKAN PRNNo ratings yet
- Equilibrium Thermodynamics Predicts The Concentrations (Or, More Precisely, Activities) ofDocument60 pagesEquilibrium Thermodynamics Predicts The Concentrations (Or, More Precisely, Activities) ofJulian Felipe Peña RamirezNo ratings yet
- THRM1001 Tutorial 4 1st Law of ThermodynamicsDocument2 pagesTHRM1001 Tutorial 4 1st Law of ThermodynamicsDimitri RamloganNo ratings yet
- Balloon in A Bottle PDFDocument13 pagesBalloon in A Bottle PDFhusainiNo ratings yet
- 5.2. Dilatometric Methods: 5.2.1. Fluid Confinement DilatometryDocument4 pages5.2. Dilatometric Methods: 5.2.1. Fluid Confinement Dilatometrysonia161990No ratings yet
- BE DFS Mini Split Catalog 7782v4 100316b Digital 2016 PDFDocument29 pagesBE DFS Mini Split Catalog 7782v4 100316b Digital 2016 PDFtanolucascribdNo ratings yet
- H&MT - Lesson-21 Solid Angle and Intensity of Radiation, Radiation Heat Transfer Between Two Black BodiesDocument4 pagesH&MT - Lesson-21 Solid Angle and Intensity of Radiation, Radiation Heat Transfer Between Two Black Bodiesadimegha100% (1)
- Electricity Generation Using Solar Powered Stirling Engine: Blessy Joy, Priya John, Anjuman Habeeb, Jeffy Marin JoseDocument5 pagesElectricity Generation Using Solar Powered Stirling Engine: Blessy Joy, Priya John, Anjuman Habeeb, Jeffy Marin JoseIntan Vara DibaNo ratings yet
- Discussion and ConclusionDocument3 pagesDiscussion and ConclusionFadhli HashimNo ratings yet
- Respiration Rate as a Heat Stress Measure in CattleDocument4 pagesRespiration Rate as a Heat Stress Measure in CattleAnahi MedinaNo ratings yet
- Conv HT 2Document4 pagesConv HT 2Alothman ONo ratings yet
- MSC Mechanical Engineering PDFDocument2 pagesMSC Mechanical Engineering PDFabrar nasirNo ratings yet
- Problem Solving PhysicsDocument6 pagesProblem Solving PhysicsrobertzenbuiserNo ratings yet
- Readme - Water Cooled Heat SinkDocument3 pagesReadme - Water Cooled Heat SinkVijay NarayanNo ratings yet
- Comparative Study Between Air-Cooled and Water-Cooled Condensers of The Air - Conditioning SystemsDocument5 pagesComparative Study Between Air-Cooled and Water-Cooled Condensers of The Air - Conditioning SystemsKool PirateNo ratings yet
- Waste heat recovery projects using Organic Rankine Cycle technologyDocument11 pagesWaste heat recovery projects using Organic Rankine Cycle technologyAssure TurbinesNo ratings yet
- CH306 Transport PhenomenaDocument2 pagesCH306 Transport PhenomenaMallikarjunachari GangapuramNo ratings yet