You might also like
- 2011 (C. Dhavamani, T. Alwarsamy) Review On Optimization of Machining Operation PDFDocument10 pages2011 (C. Dhavamani, T. Alwarsamy) Review On Optimization of Machining Operation PDFFikri SiplhoNo ratings yet
- Optimization of Machining Parameters in CNC Turning Using Firefly AlgorithmDocument6 pagesOptimization of Machining Parameters in CNC Turning Using Firefly AlgorithmElakkiya KarthicNo ratings yet
- International Journal of Industrial Engineering ComputationsDocument12 pagesInternational Journal of Industrial Engineering ComputationsKabil RajNo ratings yet
- Optimization of Machining Parameters For Surface Roughness in Milling OperationDocument5 pagesOptimization of Machining Parameters For Surface Roughness in Milling OperationArmando Rosas GonzalitosNo ratings yet
- Optimization techniques for metal cutting processesDocument21 pagesOptimization techniques for metal cutting processesnavabnavab786No ratings yet
- Optimization of Cutting Parameters in High Speed TurningDocument8 pagesOptimization of Cutting Parameters in High Speed TurningcevherimNo ratings yet
- Optimization of Broaching Tool Design: Intelligent Computation in Manufacturing Engineering - 4Document6 pagesOptimization of Broaching Tool Design: Intelligent Computation in Manufacturing Engineering - 4Rishikesh GunjalNo ratings yet
- IJMSEDocument13 pagesIJMSEShafayat HossainNo ratings yet
- Tool WearDocument13 pagesTool Wearsakthistory1922No ratings yet
- An Overview of Optimization Techniques For CNC Milling MachineDocument4 pagesAn Overview of Optimization Techniques For CNC Milling MachineAllaboyinamahidharNo ratings yet
- Effect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of OhnsDocument6 pagesEffect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of Ohnsistyawan priyahapsaraNo ratings yet
- 152 S 851 PDFDocument7 pages152 S 851 PDFDarling RajNo ratings yet
- Literature ReviewDocument15 pagesLiterature Reviewnwaokorie_thaddeusNo ratings yet
- 2ExperimentalAnalysisofCNCTurning PDFDocument5 pages2ExperimentalAnalysisofCNCTurning PDFVũ Mạnh CườngNo ratings yet
- 2 Experimental Analysisof CNCTurningDocument5 pages2 Experimental Analysisof CNCTurningVũ Mạnh CườngNo ratings yet
- Effect of Machining Parameters and Optimization of Machining Time in Facing Operation Using Response Surface Methodology and Genetic AlgorithmDocument9 pagesEffect of Machining Parameters and Optimization of Machining Time in Facing Operation Using Response Surface Methodology and Genetic AlgorithmDr. Mahesh GopalNo ratings yet
- Jurnal Prospro 2Document6 pagesJurnal Prospro 2I Gede Nengah Wika GunawanNo ratings yet
- Wear Analysis of Multi Point Milling Cutter using FEADocument8 pagesWear Analysis of Multi Point Milling Cutter using FEAAravindkumarNo ratings yet
- Optimization of Process Parameters of CNC Milling: International Journal of Advance Research and InnovationDocument5 pagesOptimization of Process Parameters of CNC Milling: International Journal of Advance Research and InnovationAbdullah Raghib SiddiquiNo ratings yet
- Optimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriDocument4 pagesOptimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriShakeel RanaNo ratings yet
- Materials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarDocument6 pagesMaterials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarMat EnriqueNo ratings yet
- Ijaiem 2014 03 15 042Document12 pagesIjaiem 2014 03 15 042International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Optimization of Micro Milling of Hardened SteelDocument12 pagesOptimization of Micro Milling of Hardened SteelLincoln BrandãoNo ratings yet
- Original ResearchDocument6 pagesOriginal ResearchbalajimetturNo ratings yet
- Silva Et Al - Ijcim 2012Document14 pagesSilva Et Al - Ijcim 2012RACHEL BOSSNo ratings yet
- Optimizing Surface Roughness in Turning Using Taguchi TechniqueDocument7 pagesOptimizing Surface Roughness in Turning Using Taguchi Techniquekarpaga raj aNo ratings yet
- Multi-Objective Optimization of Milling Parameters e The Trade-Offs Between Energy, Production Rate and Cutting QualityDocument10 pagesMulti-Objective Optimization of Milling Parameters e The Trade-Offs Between Energy, Production Rate and Cutting QualityJesvin AbrahamNo ratings yet
- Simultaneous Determination of The Optimal Process Mean and Cutting Speed For A Manufacturing ProcessDocument6 pagesSimultaneous Determination of The Optimal Process Mean and Cutting Speed For A Manufacturing ProcessKamel MohammedNo ratings yet
- An Overview of Optimization Techniques For CNC Milling MachineDocument4 pagesAn Overview of Optimization Techniques For CNC Milling MachineArif NurrohmanNo ratings yet
- Insert Selection For Turning Operation On CNC Turning Centre Using MADM MethodsDocument11 pagesInsert Selection For Turning Operation On CNC Turning Centre Using MADM Methodsprince duhanNo ratings yet
- Immune Hill ClimbingDocument8 pagesImmune Hill ClimbingHarun ÇetinNo ratings yet
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentDocument9 pagesSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MNo ratings yet
- Review of Material TestedDocument14 pagesReview of Material Testedmanasha majhiNo ratings yet
- Correlation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesDocument6 pagesCorrelation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesSurendra ShekhawatNo ratings yet
- Ijmer 46064551 PDFDocument7 pagesIjmer 46064551 PDFIJMERNo ratings yet
- NCD IcaestDocument6 pagesNCD IcaestNaresh DeshpandeNo ratings yet
- Optimization of Machining Parameters For Turning Different Alloy Steel Using CNC - ReviewDocument8 pagesOptimization of Machining Parameters For Turning Different Alloy Steel Using CNC - Reviewsreejith2786No ratings yet
- A Review On Machining Parameters Influencing The Responses On CNC: An Optimization TechniqueDocument8 pagesA Review On Machining Parameters Influencing The Responses On CNC: An Optimization TechniquebalajimetturNo ratings yet
- Genetic Algorithm-Based Multi-Objective Optimization of Cutting Parameters in Turning ProcessesDocument7 pagesGenetic Algorithm-Based Multi-Objective Optimization of Cutting Parameters in Turning ProcessesAshwani VermaNo ratings yet
- Design of Experiment Based Analysis For Sheet Metal Blanking Processes OptimisationDocument9 pagesDesign of Experiment Based Analysis For Sheet Metal Blanking Processes OptimisationMD Al-AminNo ratings yet
- Optimization of Cutting Parameters in Turning Operation of Mild SteelDocument6 pagesOptimization of Cutting Parameters in Turning Operation of Mild SteelIzzah HzmhNo ratings yet
- Prediction of Delamination in End Milling of GFRP Using ANSYSDocument8 pagesPrediction of Delamination in End Milling of GFRP Using ANSYSVinicius PetrucciNo ratings yet
- Optimization of Machining Parameters For Face Milling Operation in A Vertical CNC Milling Machine Using Genetic AlgorithmDocument6 pagesOptimization of Machining Parameters For Face Milling Operation in A Vertical CNC Milling Machine Using Genetic AlgorithmdindaNo ratings yet
- Multi-objective Optimization of End Milling Parameters for Minimum VibrationDocument17 pagesMulti-objective Optimization of End Milling Parameters for Minimum VibrationSivasakthivelPsNo ratings yet
- Paper Rajshahi 3Document9 pagesPaper Rajshahi 3Shantonu Mitra ShantoNo ratings yet
- Cutting Force 1Document20 pagesCutting Force 118P202 - AJAY SIVARAMAN ANo ratings yet
- In TodayDocument8 pagesIn Todayshaim mahamudNo ratings yet
- Litrature ReviewDocument9 pagesLitrature ReviewJyothendra Pavan DamarlaNo ratings yet
- Lean Thi Nki NGDocument17 pagesLean Thi Nki NGcevherimNo ratings yet
- A Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDocument7 pagesA Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDesalegn DgaNo ratings yet
- Experimental Investigation of Process Parameters in Drilling Operation Using Different Software TechniqueDocument20 pagesExperimental Investigation of Process Parameters in Drilling Operation Using Different Software TechniqueResearch Cell: An International Journal of Engineering SciencesNo ratings yet
- An Experimental Analysis of Process Parameters For EN-36C Alloy Steel Using CNC Lathe  " A ReviewDocument5 pagesAn Experimental Analysis of Process Parameters For EN-36C Alloy Steel Using CNC Lathe  " A ReviewfaizanNo ratings yet
- Optimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueDocument6 pagesOptimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Investigation of Tool Life in Al / Sic Composite Material With Ultrasonic Waves MachiningDocument8 pagesInvestigation of Tool Life in Al / Sic Composite Material With Ultrasonic Waves MachiningTJPRC PublicationsNo ratings yet
- Minimizing Energy Consumption and Surface Roughness in Wet TurningDocument10 pagesMinimizing Energy Consumption and Surface Roughness in Wet TurningAtul ChauhanNo ratings yet
- 2009 (Bala Murugan Gopalsamy & Biswanath Mondal & Sukamal Ghosh) PDFDocument19 pages2009 (Bala Murugan Gopalsamy & Biswanath Mondal & Sukamal Ghosh) PDFFikri SiplhoNo ratings yet
- Modeling and Optimization of End Milling Machining ProcessDocument18 pagesModeling and Optimization of End Milling Machining ProcessInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Optimization of Wood Machining Parameters in CNC Routers: Taguchi Orthogonal Array Based Simulated Angling AlgorithmDocument18 pagesOptimization of Wood Machining Parameters in CNC Routers: Taguchi Orthogonal Array Based Simulated Angling AlgorithmDavid duranNo ratings yet
- CastingDocument26 pagesCastingInayat KhanNo ratings yet
- 01 - Fundamentals of Metalworking PDFDocument50 pages01 - Fundamentals of Metalworking PDFSadasiva Rao TNo ratings yet
- Lathe accessories session guideDocument63 pagesLathe accessories session guideMohammed Rehan0% (1)
- CarpentryDocument35 pagesCarpentrySadasiva Rao TNo ratings yet
- Elements of Mechanical EngineeringDocument33 pagesElements of Mechanical EngineeringSadasiva Rao TNo ratings yet
- L5 Metal CastingDocument27 pagesL5 Metal Castingpradeep_i19No ratings yet
- Workshop ManualDocument60 pagesWorkshop ManualSadasiva Rao T83% (6)
- Basic Mechanical EngineeringDocument64 pagesBasic Mechanical EngineeringSadasiva Rao TNo ratings yet
- Basic Mechanical EngineeringDocument64 pagesBasic Mechanical EngineeringSadasiva Rao TNo ratings yet
- FE EEE ManualDocument31 pagesFE EEE ManualSadasiva Rao TNo ratings yet
- Analitical Modelling of Residual StressDocument11 pagesAnalitical Modelling of Residual StressSadasiva Rao TNo ratings yet
- 04 ExtrusionDocument57 pages04 Extrusion9811923100% (1)
- 5 Shaper and PlanerDocument33 pages5 Shaper and PlanerSadasiva Rao TNo ratings yet
- 4 DrillingDocument26 pages4 DrillingSadasiva Rao TNo ratings yet
- Thermal Power Plant Layout: Steam TurbineDocument1 pageThermal Power Plant Layout: Steam TurbineSadasiva Rao TNo ratings yet
- ICE1Document8 pagesICE1Sadasiva Rao TNo ratings yet
- 6 MillingDocument34 pages6 MillingSadasiva Rao TNo ratings yet
- ISOMETRICDocument39 pagesISOMETRICKaustubh MallikNo ratings yet
- Orthographic ProjectionDocument29 pagesOrthographic ProjectionSadasiva Rao TNo ratings yet
- Machining TurningDocument10 pagesMachining Turningasa_aha789No ratings yet
- FEM For StressDocument9 pagesFEM For Stresstasha_oksariaNo ratings yet
- Behaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsDocument6 pagesBehaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsMathieu_94No ratings yet
- Milling and GrindingDocument9 pagesMilling and GrindingPassmore DubeNo ratings yet
- Manual Sierra BandaDocument62 pagesManual Sierra BandaElvis Luis Rivera Dueñas100% (1)
- Weighing Feeding BrochureDocument4 pagesWeighing Feeding BrochureDjura ElmerNo ratings yet
- User Manual Eco100-4Document26 pagesUser Manual Eco100-4hireallbuyerNo ratings yet
- VMC ProgrammingDocument22 pagesVMC ProgrammingDynamic bhagwanNo ratings yet
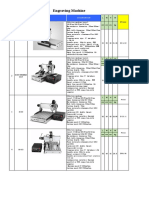
- CNC-engraving Machine - Unit PriceDocument2 pagesCNC-engraving Machine - Unit PriceШеф ОтрисовкаNo ratings yet
- FullManual Manual BridgeportDocument134 pagesFullManual Manual BridgeportlaerciofilhoNo ratings yet
- C006a JDocument44 pagesC006a JVignesh WaranNo ratings yet
- Grey Relational Analysis PDFDocument38 pagesGrey Relational Analysis PDFCody LeeNo ratings yet
- CVRU FinalDocument20 pagesCVRU FinalSOBHARANI KOTHAKOTANo ratings yet
- Manual Guide I CNC Milling Made Easy ManualDocument126 pagesManual Guide I CNC Milling Made Easy ManualJasminNo ratings yet
- Parts of Lathe Machine:: Take Protecting It SeriouslyDocument1 pageParts of Lathe Machine:: Take Protecting It SeriouslyKlucifer XinNo ratings yet
- Winding Math For Preparation of The Exam - CompressDocument10 pagesWinding Math For Preparation of The Exam - CompressHưng HoàngNo ratings yet
- A Review On Tool Wear Monitoring SystemDocument7 pagesA Review On Tool Wear Monitoring Systemiaetsdiaetsd100% (1)
- Tribology in EngineeringDocument252 pagesTribology in EngineeringNedret Bajramovic100% (2)
- D24x40II 0109Document6 pagesD24x40II 0109Marian OpreaNo ratings yet
- Chapter 7drilling MachineDocument27 pagesChapter 7drilling MachineYosephNo ratings yet
- Chapter 1 Supplemental Text Material on Planning ExperimentsDocument179 pagesChapter 1 Supplemental Text Material on Planning ExperimentsHanapi AliNo ratings yet
- Force Calculation Using Analytical and CAE Methods PDFDocument14 pagesForce Calculation Using Analytical and CAE Methods PDFDanielle MascarenhasNo ratings yet
- Southbend Lathe NewDocument132 pagesSouthbend Lathe NewbackyardcncNo ratings yet
- REMS Katalog 2013 GBRoP - Stand 2013-03-07Document224 pagesREMS Katalog 2013 GBRoP - Stand 2013-03-07Stelian Olaru100% (1)
- G33 ThreadingDocument8 pagesG33 ThreadingAvinash KumarNo ratings yet
- Cincom L12Document8 pagesCincom L12asilka68No ratings yet
- Using Tutorials Tutorial 1in MM Tutorial 1in Inch Tutorial 2Document55 pagesUsing Tutorials Tutorial 1in MM Tutorial 1in Inch Tutorial 2patel_vicky87100% (1)
- PDF WEIHONG Ncstudio Users Manual - CNC Manual PDFDocument118 pagesPDF WEIHONG Ncstudio Users Manual - CNC Manual PDFSơn Nguyễn Thanh100% (1)
- Drills and Drilling Machines-1Document27 pagesDrills and Drilling Machines-1Tafadzwa E ChigwazaNo ratings yet
- 82 2010 Irwin Metal DrillingDocument20 pages82 2010 Irwin Metal DrillingDonizetti ManutençãoNo ratings yet
- The Roland CNC Mill ManualDocument7 pagesThe Roland CNC Mill ManualsuatomuzNo ratings yet
- Manufacturing Processes Tooling GuideDocument25 pagesManufacturing Processes Tooling GuideFakhru Rozi ZNo ratings yet
- Description For M Codes3Document19 pagesDescription For M Codes3balabooksNo ratings yet