You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Chetan Bhagat - Three Mistakes of My LifeDocument144 pagesChetan Bhagat - Three Mistakes of My LifeGayathri ParthasarathyNo ratings yet
- Sheet Metal OperationsDocument27 pagesSheet Metal OperationsbmvinayNo ratings yet
- Aluminium CastingDocument35 pagesAluminium CastingAnkur Aggarwal100% (1)
- Skewed Joint 1Document4 pagesSkewed Joint 1sundar301No ratings yet
- Plug Valves enDocument24 pagesPlug Valves enAtty AttyNo ratings yet
- Refrigeration SystemDocument54 pagesRefrigeration SystemEdrian Diaz100% (1)
- Extraction Metallurgy: Part 2: Case StudiesDocument132 pagesExtraction Metallurgy: Part 2: Case Studiesalborz99No ratings yet
- Career PlanDocument1 pageCareer PlanAbhishek TuliNo ratings yet
- API 610 Centrifugal Pumps For Petroleum Petrochemical and Natural Gas Industries 11th Ed 2010 APPENDIX HDocument8 pagesAPI 610 Centrifugal Pumps For Petroleum Petrochemical and Natural Gas Industries 11th Ed 2010 APPENDIX HZlatko CvetkovskiNo ratings yet
- Classification of AlloysDocument9 pagesClassification of AlloysPritamNo ratings yet
- Chapter2 (PDF Library)Document11 pagesChapter2 (PDF Library)Pedro Lucas Menezes Lourenço100% (1)
- En 10208-1Document49 pagesEn 10208-1Semcabih100% (4)
- Ispixb2B) : India Software Products Industry Index - B2BDocument18 pagesIspixb2B) : India Software Products Industry Index - B2BAbhishek TuliNo ratings yet
- EOQ ModelDocument2 pagesEOQ ModelAbhishek TuliNo ratings yet
- E Business 1Document1 pageE Business 1Abhishek TuliNo ratings yet
- TATTVDocument1 pageTATTVAbhishek TuliNo ratings yet
- Six SigmaDocument4 pagesSix SigmaAbhishek TuliNo ratings yet
- Interview Questions R0Document4 pagesInterview Questions R0Abhishek TuliNo ratings yet
- Otec ResarchDocument8 pagesOtec ResarchAbhishek TuliNo ratings yet
- Usm 2Document5 pagesUsm 2Abhishek TuliNo ratings yet
- Whoweare. What We Sell: 1) Executive SummaryDocument1 pageWhoweare. What We Sell: 1) Executive SummaryAbhishek TuliNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-3Document3 pagesModule-3: Advanced Material Removal Processes: Lecture No-3Abhishek TuliNo ratings yet
- Mechanical Engineering (Mec) Syllabus Kuk B2u by Yogesh MunejaDocument108 pagesMechanical Engineering (Mec) Syllabus Kuk B2u by Yogesh MunejaYOGESH MUNEJANo ratings yet
- Fabrication of Frames Using M.S.Sheets (Door and Window Frames)Document34 pagesFabrication of Frames Using M.S.Sheets (Door and Window Frames)Abhishek TuliNo ratings yet
- Kindly Acknowledge The Receipt of The PaperDocument15 pagesKindly Acknowledge The Receipt of The PaperAbhishek TuliNo ratings yet
- Abstract OtecDocument15 pagesAbstract OtecAbhishek TuliNo ratings yet
- Radiographic TestingDocument37 pagesRadiographic TestingRaj KumarNo ratings yet
- Patents GregDocument4 pagesPatents GregAbhishek TuliNo ratings yet
- WEDMDocument5 pagesWEDMAbhishek TuliNo ratings yet
- Test ProcedureDocument15 pagesTest ProcedureAbhishek TuliNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-10 Die-Sinker EDM and Its SystemsDocument4 pagesModule-3: Advanced Material Removal Processes: Lecture No-10 Die-Sinker EDM and Its SystemsAbhishek TuliNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-10 Die-Sinker EDM and Its SystemsDocument4 pagesModule-3: Advanced Material Removal Processes: Lecture No-10 Die-Sinker EDM and Its SystemsAbhishek TuliNo ratings yet
- Synopsis For The Major ProjectDocument2 pagesSynopsis For The Major ProjectAbhishek TuliNo ratings yet
- Course: Advanced Manufacturing Processes Module No. 4: Advanced Welding ProcessesDocument8 pagesCourse: Advanced Manufacturing Processes Module No. 4: Advanced Welding ProcessesAbhishek TuliNo ratings yet
- EcgDocument4 pagesEcgAbhishek TuliNo ratings yet
- ActuatorsDocument1 pageActuatorsAbhishek TuliNo ratings yet
- Abrasive&Waterjet MachiningDocument5 pagesAbrasive&Waterjet MachiningAbhishek TuliNo ratings yet
- Course: Advanced Manufacturing Processes Module No. 5: Other ProcessesDocument11 pagesCourse: Advanced Manufacturing Processes Module No. 5: Other ProcessesAbhishek TuliNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-9Document6 pagesModule-3: Advanced Material Removal Processes: Lecture No-9Abhishek TuliNo ratings yet
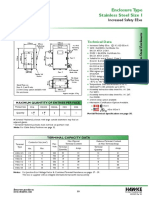
- Stainless Steel Size 1 Enclosure Type: Increased Safety EexeDocument1 pageStainless Steel Size 1 Enclosure Type: Increased Safety Eexewe202No ratings yet
- G1825BCDocument2 pagesG1825BCeisenbarger5607No ratings yet
- DrywallDocument20 pagesDrywallprongsakNo ratings yet
- Colour and Fastness of Natural Dyes PDFDocument10 pagesColour and Fastness of Natural Dyes PDFKavin MohanasundaramNo ratings yet
- 86 - The Formation of Panel Cracks in Steel Ingots - A State-Of-The-Art Review - II. Mid-Face and Off-Corner CracksDocument9 pages86 - The Formation of Panel Cracks in Steel Ingots - A State-Of-The-Art Review - II. Mid-Face and Off-Corner CracksdzizicNo ratings yet
- 3415-FSL-003 - Corsusa - Fmm-100-S-Lp-3ee-1cs-32f150-S1-D1Document4 pages3415-FSL-003 - Corsusa - Fmm-100-S-Lp-3ee-1cs-32f150-S1-D1alvarito12100% (1)
- Heat Treatment PDFDocument1 pageHeat Treatment PDFkdalavadi3905No ratings yet
- Gas Welding: M.Gowtham Sai 20245A0315Document10 pagesGas Welding: M.Gowtham Sai 20245A0315Bhargav NanIENo ratings yet
- Materials Characterisation ExercisesDocument4 pagesMaterials Characterisation Exercisesyaswanth1992No ratings yet
- Astm F 30 - 96 R02 - RJMWDocument5 pagesAstm F 30 - 96 R02 - RJMWphaindikaNo ratings yet
- Stainless Steel Putty (ST) : Technical Data SheetDocument2 pagesStainless Steel Putty (ST) : Technical Data SheetSreenivasNo ratings yet
- Is - 1161 - Steel TubesDocument8 pagesIs - 1161 - Steel TubesAsif Ali100% (1)
- 8 Consumables 309-320Document12 pages8 Consumables 309-320Márcio FerreiraNo ratings yet
- 6-1/4 (159) WIDE REVEAL X 20-3/4 (527) LONG CATCH BASIN: Engineering Specification: Zurn Z887-6Document2 pages6-1/4 (159) WIDE REVEAL X 20-3/4 (527) LONG CATCH BASIN: Engineering Specification: Zurn Z887-6Mohamad NohayliNo ratings yet
- Chemistry Practicals Class 12Document33 pagesChemistry Practicals Class 12Parnika SinghalNo ratings yet
- ASTM A36 Steel Plate - Completely SpecificationsDocument3 pagesASTM A36 Steel Plate - Completely SpecificationsTaimur WaleedNo ratings yet
- Reaction TypesDocument10 pagesReaction TypesaqibazizkhanNo ratings yet
- TSL 2009 349Document7 pagesTSL 2009 349Soo Sang ParkNo ratings yet
- D 5198 - 92 R97 - Rduxotgtotjsotc - PDFDocument3 pagesD 5198 - 92 R97 - Rduxotgtotjsotc - PDFAnonymous C1jOkuNo ratings yet
- Ductile Iron SpecificationsDocument12 pagesDuctile Iron SpecificationsDouglas BooyensNo ratings yet