You might also like
- Cabezales Divisores..Document14 pagesCabezales Divisores..דזשהאָנני טאָנאַטאָ33% (3)
- Levas y Tallado de LevasDocument41 pagesLevas y Tallado de LevasRicardo M0% (1)
- Cabezal HúreDocument6 pagesCabezal HúreCARLOS HERNAN MALDONADO QUITO0% (1)
- Cabezal DivisorDocument7 pagesCabezal DivisorBryan David Buitron PilamonteNo ratings yet
- Diseño de Una Caja ReductoraDocument3 pagesDiseño de Una Caja ReductoraMiguel Veras100% (1)
- MORTAJADODocument11 pagesMORTAJADOniwde100% (2)
- Formato FP11 - Estructura Del Informe Final Cabezal Mortajador (Josue y Carlos) (1) - 17oct21 XXXXDocument62 pagesFormato FP11 - Estructura Del Informe Final Cabezal Mortajador (Josue y Carlos) (1) - 17oct21 XXXXJosue Calderón JuarezNo ratings yet
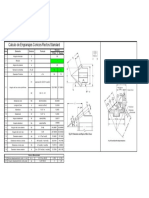
- Calculo - de - Engranajes - Conicos - Rectos - Standard 30-72 Dientes PDFDocument1 pageCalculo - de - Engranajes - Conicos - Rectos - Standard 30-72 Dientes PDFdeliaabreguNo ratings yet
- FresadoDocument119 pagesFresadoJosé Manuel Molina67% (3)
- Torno Trabajo Finalizado DiapositivasDocument42 pagesTorno Trabajo Finalizado DiapositivasDenilson Gonzales VilchezNo ratings yet
- Tallado de Engranajes Hipoidales - PPT ORIGINALDocument38 pagesTallado de Engranajes Hipoidales - PPT ORIGINALWilber Marcelo Apaz Arancibia50% (2)
- Velocidad de Corte TornoDocument3 pagesVelocidad de Corte TornoAndrewRNo ratings yet
- ALESADODocument5 pagesALESADOErwin Yamid Peña RuedaNo ratings yet
- Talleres TorneríaDocument18 pagesTalleres TorneríaFranco CandiottiNo ratings yet
- Parametros de FresadoDocument27 pagesParametros de FresadoAgata Fernandez GarciaNo ratings yet
- Informe Fresado IIDocument56 pagesInforme Fresado IIAV100% (1)
- Formulario de Elementos de MaquinasDocument9 pagesFormulario de Elementos de MaquinasSERGIO_MANNo ratings yet
- Ejercicio de Chaveta PlanaDocument3 pagesEjercicio de Chaveta Planadavid calle alamoNo ratings yet
- Examen de FresadoraDocument1 pageExamen de Fresadoracolcahuanta100% (1)
- Tipos de Fresas y CaracterísticasDocument6 pagesTipos de Fresas y CaracterísticasKrristiian RodrriguezzNo ratings yet
- Especificaciones Torno UratsaDocument2 pagesEspecificaciones Torno UratsaMauri RangelNo ratings yet
- (4 Cálculos de Fresadora)Document6 pages(4 Cálculos de Fresadora)Instructor Nelson DiazNo ratings yet
- Engranaje Helicoidal Calculos y Armado de La LiraDocument3 pagesEngranaje Helicoidal Calculos y Armado de La LiraJulio Abalos67% (3)
- TorneriaDocument5 pagesTorneriadolardgustavo9467No ratings yet
- Maquinas RectificadorasDocument17 pagesMaquinas RectificadorasDiego ChanaluisaNo ratings yet
- Tipos de RectificadoDocument4 pagesTipos de RectificadoDarien Martinez Borbon100% (5)
- Talladora de EngranajesDocument9 pagesTalladora de EngranajesnaueccNo ratings yet
- Tipos de FresasDocument12 pagesTipos de FresasAnnie MNNo ratings yet
- Monografia Final Sobre La MandrinadoraDocument18 pagesMonografia Final Sobre La MandrinadoraChris Roy Azaña FernandezNo ratings yet
- Notas Sobre TornoDocument42 pagesNotas Sobre TornoAriel MoranteNo ratings yet
- Proceso FresadoDocument24 pagesProceso Fresado3dx4rdo.obNo ratings yet
- Ejercicios Resueltos de Calculo 3Document13 pagesEjercicios Resueltos de Calculo 3Paul SoriaNo ratings yet
- Ejercicio de Seminario Problemas FresadoDocument13 pagesEjercicio de Seminario Problemas Fresadojhonbien1No ratings yet
- Clase 4-Tornillo de PotenciaDocument46 pagesClase 4-Tornillo de PotenciaEvelynChacañaSalas100% (1)
- DIVISION DIFERENCIAL Mecanica 3 PDFDocument22 pagesDIVISION DIFERENCIAL Mecanica 3 PDFDiego LunaNo ratings yet
- Catalogo Torno ConvencionalDocument2 pagesCatalogo Torno ConvencionalGonzalo SilvaNo ratings yet
- Fresadora - PreguntasDocument5 pagesFresadora - PreguntasHerlis Esmith Mija TacureNo ratings yet
- Limadora ManualDocument52 pagesLimadora Manualsergio100% (1)
- Prensas y BalancinesDocument12 pagesPrensas y BalancinesIsabela RapettiNo ratings yet
- Informe Afilado de CuchillasDocument6 pagesInforme Afilado de Cuchillaspiojito87No ratings yet
- 67.15 Unidad 10Document161 pages67.15 Unidad 10Diego Chiliquinga100% (1)
- Ciclos Cajeado PDFDocument11 pagesCiclos Cajeado PDFCarlos Tablet100% (1)
- Cepillado de CodoDocument9 pagesCepillado de CodoFernando MercedesNo ratings yet
- Tabla de Velocidad de CorteDocument5 pagesTabla de Velocidad de CorteAntonio DelgadoNo ratings yet
- Deduccion de Formulas de Fuerza y Potencia de TaladroDocument20 pagesDeduccion de Formulas de Fuerza y Potencia de TaladroCarlos Galarza100% (2)
- Tallado Engranaje HelicoidalDocument3 pagesTallado Engranaje HelicoidalRoberto Sanchez Rodriguez100% (1)
- 9-Introduccion A La CepilladoraDocument12 pages9-Introduccion A La CepilladoraJosue AvilaNo ratings yet
- Codigos CNC FresadoDocument1 pageCodigos CNC FresadoAndres Cardona Mercado100% (1)
- Partes y Componentes Torno Al AireDocument4 pagesPartes y Componentes Torno Al AiremishelNo ratings yet
- Geometria de FiloDocument3 pagesGeometria de Filoco-ka06No ratings yet
- Dibujo Tecnico IIDocument154 pagesDibujo Tecnico IIAdam MejiaNo ratings yet
- Fresadora WordDocument9 pagesFresadora WordmigzaidaNo ratings yet
- Práctica 2-Manejo y Operación de Torno y MicrómetroDocument18 pagesPráctica 2-Manejo y Operación de Torno y MicrómetroRoberto Cardona DiezNo ratings yet
- El Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoDocument7 pagesEl Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoChris MskNo ratings yet
- Unidad 63Document15 pagesUnidad 63González Hernández HernanNo ratings yet
- Torneado ConicoDocument33 pagesTorneado ConicoCarlos Arturo Lasso Vásquez40% (5)
- Partes Del Cono Morse SBDocument7 pagesPartes Del Cono Morse SBJavis Zam100% (1)
- Divisiones en FresadoraDocument9 pagesDivisiones en FresadoraMiguexzy50% (2)
- Partes de Una FresadoraDocument20 pagesPartes de Una FresadoraJesusNo ratings yet
- Cabezal Divisor UniversalDocument8 pagesCabezal Divisor UniversalAlex Villamarín33% (3)
- Q General Amanecida Parcial 1 de Quimica GeneralDocument26 pagesQ General Amanecida Parcial 1 de Quimica GeneralManuel Abregú TuestaNo ratings yet
- Acv s02 Laboratorio n0 2 Simulador de Balanceo de Ecuaciones Quimicas Quimica General 7945Document9 pagesAcv s02 Laboratorio n0 2 Simulador de Balanceo de Ecuaciones Quimicas Quimica General 7945Manuel Abregú TuestaNo ratings yet
- Laboratorio n0 2 Simulador de Balanceo de Ecuaciones Quimicas Quimica General 15536Document9 pagesLaboratorio n0 2 Simulador de Balanceo de Ecuaciones Quimicas Quimica General 15536Manuel Abregú TuestaNo ratings yet
- s08s1 Examen Parcial Imi Remoto Marzo 2021Document6 pagess08s1 Examen Parcial Imi Remoto Marzo 2021Manuel Abregú TuestaNo ratings yet
- S10.s2 - Material - Números ComplejosDocument24 pagesS10.s2 - Material - Números ComplejosManuel Abregú Tuesta100% (1)
- Clostridium TetaniDocument15 pagesClostridium TetaniManuel Abregú TuestaNo ratings yet
- Mordaza Proceso 1Document1 pageMordaza Proceso 1Manuel Abregú TuestaNo ratings yet
- Nivelacion de Una Poligonal Abierta-1Document14 pagesNivelacion de Una Poligonal Abierta-1Wilberto Rafael Carrascal NarvaezNo ratings yet
- Guía N°2 (Práctico)Document10 pagesGuía N°2 (Práctico)Daniel VillarroelNo ratings yet
- Modificación en El Tema de ArmasDocument9 pagesModificación en El Tema de ArmasJuNo ratings yet
- RoscasDocument36 pagesRoscasCarlos Guanipa RodriguezNo ratings yet
- Despiece Peugeot - Boxer - 2006-2018 - Manual - de - DespieceDocument578 pagesDespiece Peugeot - Boxer - 2006-2018 - Manual - de - DespieceMatíasNo ratings yet
- Sandvik - Ranurado y TronzadoDocument149 pagesSandvik - Ranurado y TronzadoJosé AlvaroNo ratings yet
- Los Calibres y La Nomenclatura de Los CartuchosDocument3 pagesLos Calibres y La Nomenclatura de Los CartuchosNatalia NuñezNo ratings yet
- Check List Esmeril AngularDocument1 pageCheck List Esmeril AngularAlejo V. Palma CortésNo ratings yet
- CrescentDocument17 pagesCrescentCoco TishaNo ratings yet
- Torno ParaleloDocument30 pagesTorno ParaleloGilbertoAndresDuarteNo ratings yet
- Insumo3 Metalmecanica Ortizboris 3c1Document7 pagesInsumo3 Metalmecanica Ortizboris 3c1joaco herediaNo ratings yet
- Calculos Analisis Con DensimetroDocument5 pagesCalculos Analisis Con DensimetroCristian Villanueva JNo ratings yet
- Bicentenaria PlanoDocument10 pagesBicentenaria PlanoOperador de MonitoreoNo ratings yet
- Equipo de CesáreaDocument65 pagesEquipo de CesáreaJuan RoMa100% (1)
- Is ApuDocument86 pagesIs ApuDARWIN HENRY RAFAILE ROBLESNo ratings yet
- Informe Plomada CompletoDocument16 pagesInforme Plomada CompletoEdwin ReveloNo ratings yet
- Presupuesto Analitico-Acobamba Ccellccaya DefiniDocument6 pagesPresupuesto Analitico-Acobamba Ccellccaya DefiniYisel Leguia HuamanNo ratings yet
- 2-1 Año MaristasDocument1 page2-1 Año MaristascinemaNo ratings yet
- Báscula Torrey Qc-20Document22 pagesBáscula Torrey Qc-20Luis CárdenasNo ratings yet
- Ficha - Chint - Serie NRE8Document6 pagesFicha - Chint - Serie NRE8LUIS VARGASNo ratings yet
- Clase 2. Curaduría y Montaje Inicial PresentaciónDocument38 pagesClase 2. Curaduría y Montaje Inicial PresentaciónVioleta Risueño100% (3)
- ARMASDocument4 pagesARMASJuan Pablo AlbarracinNo ratings yet
- Programación para Torno Control NumericoDocument121 pagesProgramación para Torno Control NumericoGuillen Morales M.100% (1)
- Matematica Ficha de Aplicacion 5Document5 pagesMatematica Ficha de Aplicacion 5Elizabeth LlaArNo ratings yet
- Tornilos y RoscasDocument4 pagesTornilos y RoscasNICOLE GUADALUPE CARDENAS PEREZNo ratings yet
- Formato Cursograma AnaliticoDocument1 pageFormato Cursograma Analiticojuan lopezNo ratings yet
- Catálogo de Partes Ilustrado Thomas Built EF1723 Euro IV y Euro VDocument74 pagesCatálogo de Partes Ilustrado Thomas Built EF1723 Euro IV y Euro Vwan pits0% (1)
- Metodologia Del DesgasteDocument2 pagesMetodologia Del DesgasteCharly Loor L PrimosNo ratings yet
- Codigos G y CoordenadasDocument4 pagesCodigos G y CoordenadasAlejandro De PerezsNo ratings yet
- Preguntas de Repaso Herramientas de Mano y Trabajo de BancoDocument3 pagesPreguntas de Repaso Herramientas de Mano y Trabajo de BancoLuz Marihanny Lora RodríguezNo ratings yet