Professional Documents
Culture Documents
Tema 4.09.4 - EnD Ultrasonido
Uploaded by
Ronald Leyva GiraldoCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Tema 4.09.4 - EnD Ultrasonido
Uploaded by
Ronald Leyva GiraldoCopyright:
Available Formats
Ultrasonido
Ultrasonido
Ing. Daniel Merino Ponce.
Pontificia Universidad Catlica del Per.
El ultrasonido son vibraciones mecnicas que se
transmiten en el material por medio de ondas de la
misma naturaleza que el sonido, pero con frecuencia
mayor a los 20,000 ciclos/segundo (Hz).
DMP
DMP
La inspeccin ultrasnica de metales se utiliza
principalmente para la deteccin de discontinuidades.
Este mtodo puede utilizarse para detectar fallas
internas en la mayora de los metales y aleaciones de
ingeniera. Tambin pueden inspeccionarse uniones
producidas por soldadura y uniones adhesivas.
La inspeccin ultrasnica se utiliza tambin para el
control de calidad e inspeccin de materiales en
industrias grandes. Esto incluye materiales metlicos y
compuestos, fabricacin de estructuras como tuberas y
recipientes a presin, naves, puentes, vehculos de
motor, maquinaria, motores de jet, etc.
DMP
BI OLOG A
Pregerminacin de semillas.
Homogeneizacin de la leche.
Putrefaccin interna en troncos de rboles.
Medicin de capas de tocino y muslos en porcino
vivo.
COMUNICACIONES
Seales submarinas, radar, y otros sistemas de
mensajes.
QUMICA
Preparacin de reacciones y floculacin.
FOTOGRAFA
Preparacin de emulsiones.
DMP
MEDICINA
Diagnsticos y exploraciones del cuerpo humano.
NAVEGACIN Y PESCA
Ayudas a la navegacin marina y sondas de
profundidad
INDUSTRIA QUMICA
Aceleracin del envejecimiento en la industria
vincola.
Preparacin de coloides.
Desgasificacin de lquidos.
Medicin de espesores en polmeros
DMP
CONSTRUCCIN
Inspeccin de concreto en la construccin
de edificios y puentes.
INDUSTRIA METAL-MECNICA Y
METALURGICA
Principalmente para el control de calidad en
productos fundidos, maquinados, forjados,
laminados, as como estructuras y uniones
soldadas.
DMP
La ventajas principales de la inspeccin por ultrasonido,
comparada con los otros mtodos de inspeccin no destructiva
son:
Gran velocidad de prueba; debido a que la operacin es
electrnica, proporciona indicaciones prcticamente
instantneas de la presencia de discontinuidades.
Mayor exactitud: en comparacin con los dems mtodos no
destructivos, en la determinacin de la posicin de
discontinuidades internas, estimando sus tamaos,
orientaciones, forma y profundidad.
Alta sensibilidad: permitiendo la deteccin de
discontinuidades extremadamente pequeas.
DMP
Alto poder de penetracin: lo que permite localizar
discontinuidades a una gran profundidad.
Buena resolucin: siendo esta caracterstica la que
determina que puedan diferenciarse los ecos procedentes de
discontinuidades prximas a la superficie.
Solo se requiere el acceso por una sola cara del material.
Permite la interpretacin inmediata, la automatizacin y el
control del proceso de fabricacin.
No utiliza radiaciones perjudiciales para el organismo
humano y no tiene efectos sobre el material inspeccionado.
Puede dejar registro permanente de las inspecciones
realizadas y evaluaciones a travs de computadora.
DMP
Las principales limitaciones de la inspeccin por
ultrasonido, comparadas con los otros mtodos de
inspeccin no destructiva son:
La inspeccin manual requiere mucha atencin y
concentracin de tcnicos experimentados.
Se requiere un gran conocimiento tcnico para el
desarrollo de los procedimientos de inspeccin.
Las piezas de geometra compleja, rugosas, de grano
grueso, porosas, demasiado speras, muy pequeas, muy
delgadas o no homogneas son difciles de inspeccionar.
DMP
Se necesita usar patrones de referencia, tanto para calibrar el
equipo como para caracterizar las discontinuidades.
Alto costo de equipo y accesorios.
Se necesita un acoplante para obtener una transferencia
efectiva de las seales entre piezas y transductor.
El patrn de referencia debe ser el mismo material o
parecido al que se va a inspeccionar.
DMP
Sonido.- energa vibratoria que viaja a travs de diferentes
medios y que pueden reflejarse como ecos.
Sonido continuo.- cuando la duracin del sonido es mucho
ms larga que el tiempo de oscilacin.
Sonido de impulso.- en este caso la duracin del sonido es
casi igual al tiempo de oscilacin y entre cada impulso existe
una pausa. En la tcnica de ultrasonido se utiliza siempre el
sonido por impulsos.
DMP
Sonido continuo Sonido de impulso
Figura 2.1. Diferencia del sonido en funcin de su duracin.
DMP
Figura 2.2. Esquema de resorte-partcula.
DMP
Figura 2.3. Esquema del ciclo realizado por el sistema resorte-partcula.
DMP
Figura 2.4. Diagrama de la partcula suspendida.
DMP
Figura 2.6. Ejemplo de tres ciclos completos.
DMP
Figura 2.7. Longitud de onda de dos planos adyacentes.
DMP
Figura 2.8. Oscilacin sinusoidal de un resorte cargado.
DMP
Figura 2.9. Dimensiones de una oscilacin.
DMP
Con relacin al origen y propagacin de las ondas es
necesario conocer los siguientes conceptos:
Onda: Difusin de oscilaciones, la cual aparece cuando un
componente elemental oscila y transmite la vibracin a
otro adyacente.
Longitud de onda (): Es la distancia entre dos puntos
cercanos con el mismo estado de oscilacin (fases iguales)
en direccin de propagacin de la onda.
Frente de onda: Es la lnea delantera de un tren de ondas
en propagacin. Todos los puntos del frente de onda
tienen el mismo estado momentneo de oscilacin.
DMP
Impedancia acstica (Z): Es la resistencia que ofrecen
los materiales al paso de las ondas ultrasnicas. La
impedancia es el producto de la densidad del material por
la velocidad mxima de vibracin en el mismo; se
representa por la siguiente ecuacin:
Z = V
m
donde:
= Densidad (kg/m
3
)
V
m
= Velocidad mxima de vibracin en el material
(m/s)
Z = Impedancia acstica (kg/m
2
s)
DMP
s m x V
m kg x
Ni
Ni
/ 10 63 , 5
/ 10 9 , 8
3
3 3
=
=
( )( ) s m kg x s m x m kg x V Z
2 6 3 3 3
/ 10 11 , 50 / 10 63 , 5 / 10 9 , 8 = = =
Ejemplo 2.1. Calcular la impedancia acstica del nquel.
De la Tabla 2.1 obtenemos los siguientes datos:
Luego operando tenemos:
DMP
Las ondas ms utilizadas en ultrasonido son:
a) Longitudinales o de compresin
b) Transversales o de corte
c) Superficiales o de Rayleigh
d) De placa o de Lamb.
v = f
donde:
V = Velocidad (m/s),
f = Frecuencia (hertz o ciclos/s)
= Longitud de onda (m/ciclo)
DMP
Algunas veces llamadas tambin ondas de
compresin, son el tipo de ondas ultrasnicas
mayormente usadas en la inspeccin de
materiales. Este tipo de ondas se caracterizan
porque los desplazamientos de las partculas son
en direccin paralela a la de propagacin.
DMP
b) Caractersticas de la onda longitudinal.
DMP
Las ondas longitudinales ultrasnicas se propagan
fcilmente en lquidos, gases, as como en slidos elsticos.
Las trayectorias medias de las molculas de los lquidos y
gases a presin de 1 atm son tan pequeas que las ondas
longitudinales pueden propasarse simplemente por la
colisin elstica de una molcula con la siguiente. La
velocidad de las ondas longitudinales es de
aproximadamente 5920 m/s en el acero, 1480 m/s en agua y
330 m/s en el aire.
DMP
En las ondas transversales el movimiento de las
partculas es perpendicular a la direccin de
propagacin.
Para la propagacin de las ondas transversales, es
necesario que cada partcula tenga una gran fuerza
de atraccin con las partculas vecinas.
La velocidad de las ondas transversales es de
aproximadamente el 50% de la velocidad de las
ondas longitudinales para el mismo material.
DMP
b) Caractersticas de la onda transversal.
DMP
Estas ondas viajan a lo largo de superficies planas o curvas
de partes slidas relativamente gruesas, penetran a una
profundidad mxima de una longitud de onda y su velocidad
es aproximadamente el 90% de la velocidad de las ondas
transversales. Las ondas superficiales siguen el contorno de
la superficie. En las ondas superficiales, la oscilacin de la
partcula generalmente sigue una rbita elptica
DMP
DMP
Tambin conocidas como ondas de placa, se propagan en
placas (hechas de metal o materiales compuestos) de
espesores de unas cuantas longitudes de onda. Una onda
Lamb consiste de una vibracin compleja que ocurre a
travs del espesor del material. Las caractersticas de
propagacin de las ondas Lamb dependen de la densidad,
propiedades elsticas y estructura del material as como del
espesor del objeto de prueba y la frecuencia.
DMP
Existen dos formas de ondas Lamb:
1) simtricas o dilatacionales
2) asimtricas o flexionantes.
DMP
Figura 2.16. Ondas Lamb.
DMP
La velocidad de propagacin de las ondas
longitudinales, transversales y superficiales es
un factor constante del material e independiente
de la frecuencia y de las dimensiones de la pieza
a ensayar.
Las velocidades del sonido, de acuerdo con el
tipo de onda, pueden ser calculadas con las
siguientes frmulas:
DMP
V
1
=(E/)([(1-)/((1+ )(1-2 ))])
V
t
= (E/)((1/(2(1+ ))))
V
t
0.5V
1
V
s
0.9V
t
DMP
Donde:
V
1,
V
t,
V
s
son las velocidades de las ondas
longitudinales, transversales y superficiales,
respectivamente. E es el mdulo de elasticidad, es
la densidad y es la constante de Poisson o factor de
contraccin transversal.
DMP
Para este tipo de incidencia, puede utilizarse la Ley de
Shell (ley de reflexin y refraccin) con la cual pueden
ser calculadas las direcciones de las ondas reflejadas y
transmitidas.
(sen/sen)=(V
1
/V
2
)
=Angulo de la onda incidente(ngulo de incidencia)
=Angulo de la onda refractada(ngulo de refraccin)
V
1
=Velocidad del sonido en el medio de incidencia
V
2
=Velocidad del sonido en el medio de transmisin
DMP
1
2
Figura 2.18. Reflexin de la onda incidente. Figura 2.19. Refraccin de la onda incidente.
DMP
La conversin de modo se lleva a efecto por: la geometra
de la pieza, por la divergencia del haz o cuando una onda
ultrasnica incide oblicuamente sobre la interfase entre dos
materiales que tengan una impedancia acstica diferente,
con lo cual pueden generarse cuatro ondas diferentes.
DMP
DMP
DMP
DMP
DMP
Es la condicin lmite para lograr la reflexin total de la
onda longitudinal refractada y se obtendr cuando:
L
=90
o
Es el ngulo de incidencia con el que se puede lograr
que la onda transversal emitida en el segundo medio
alcance el caso lmite de la reflexin total, es decir:
T
=90
o
DMP
2
1
V
sen V
sen
L
=
seg km
sen seg km
sen
/ 9 . 5
) 90 )( / 7 . 2 (
=
9 . 5
) 1 )( 7 . 2 (
= sen
457 . 0 = sen
457 . 0 Arcsen = 23 . 27 =
Ejemplo:
Para una interfase plexiglass-acero, en la cual incide una
onda longitudinal, el clculo del primer ngulo crtico se
hace de la siguiente manera:
Datos:
Velocidad longitudinal del plexiglass = 2.7 km/seg
Velocidad longitudinal del acero = 5.9 km/seg
Solucin:
DMP
2
1
V
sen V
sen
T
=
seg km
sen seg km
sen
/ 2 . 3
) 90 )( / 7 . 2 (
=
2 . 3
) 1 )( 7 . 2 (
= sen
843 . 0 = sen
843 . 0 Arcsen =
53 . 57 =
Continuando con el mismo ejemplo anterior, el dato adicional
que necesitamos es:
Velocidad transversal del acero = 3.2 km/seg
Solucin:
DMP
Existe una gran variedad de equipos ultrasnicos de
diferentes marcas, modelos, tamaos, forma,
presentacin de resultados, etc.
La seleccin deber ser de acuerdo a las necesidades
de inspeccin y al sistema de transmisin apropiado.
Sin embargo, el sistema de transmisin pulso-eco es
el ms utilizado en la actualidad.
DMP
Para llevar a cabo la transmisin del ultrasonido existen
tres mtodos bsicos:
Pulso-eco.
Onda continua (Transparencia).
Resonancia.
DMP
Consiste en hacer incidir impulsos cortos de vibraciones
ultrasnicas sobre un cuerpo, de tal forma que la energa
reflejada en las discontinuidades o en la pared posterior
proporcionen una buena base para poder valorar el tiempo
transcurrido en ida y vuelta del impulso y permita as
determinar la distancia a la cual se encuentran las
discontinuidades desde la superficie o pared posterior.
DMP
DMP
En este mtodo se emplean dos palpadores, uno
que emite y otro que recibe. El mtodo se
fundamenta en las variaciones que se producen en
la transmisin de la energa ultrasnica como
consecuencia de la presencia de discontinuidades o
cambios de micro estructura, variaciones que
quedan registradas en la pantalla del equipo.
DMP
DMP
La mayora de los sistemas de inspeccin ultrasnica
incluye el siguiente equipo bsico:
Un generador electrnico de seales que produce pulsos
elctricos.
Un palpador (transductor) que emite el haz de ondas
ultrasnicas cuando recibe los pulsos elctricos.
Un acoplante que transfiere las ondas del haz ultrasnico a
la pieza de prueba.
Un palpador (que puede ser el mismo que se utiliz para
emitir las ondas de ultrasonido) para aceptar y convertir
las ondas de ultrasonido de la pieza de prueba a pulsos
elctricos.
DMP
Un dispositivo electrnico para amplificar y si es
necesario, desmodular o de otra manera modificar las
seales del transductor.
Un dispositivo de despliegue para indicar las
caractersticas o marcas de salida de la pieza de prueba,
el dispositivo puede ser un tubo de rayos catdicos
(TRC).
Un reloj electrnico o contador (timer) para controlar la
operacin de los componentes del sistema, para servir
como punto de referencia primario, y para proporcionar
coordinacin del sistema completo.
DMP
DMP
DMP
DMP
El espesor del cristal usado en funcin de su
velocidad de propagacin del sonido determinan
la frecuencia del impulso generado y para ello se
utiliza la siguiente frmula:
d=v/2f
d=espesor del cristal
v=velocidad del sonido en el cristal
f=frecuencia nominal a ser generada
DMP
La calidad de un palpador es determinada por sus
caractersticas especficas tales como:
a) Frecuencia.
b) Campo cercano y campo lejano.
c) Divergencia del haz.
d) Forma e intensidad de la presin sonora.
e) Capacidad de amortiguacin y de resolucin.
DMP
DMP
La cara de un cristal en un transductor ultrasnico no
vibra uniformemente bajo la influencia del pulso
elctrico; esto es, vibra en forma compleja describiendo
un mosaico formado por cristales individuales en donde
cada uno vibra en la misma direccin pero ligeramente
fuera de fase con sus vecinos. Cada elemento en el
mosaico acta como una fuente puntual y emite una onda
esfrica hacia afuera desde el plano de la cara del cristal,
ver figura 4.3.
DMP
DMP
Para calcular la longitud del campo cercano se utiliza la
siguiente expresin:
N=(d2)/4V o bien N=d2/4
Donde N es la longitud del campo cercano, d es el dimetro del
elemento (cristal) del transductor, f es la frecuencia central del
transductor y, v es la velocidad acstica en el material de
prueba.
DMP
DMP
En el campo cercano el haz ultrasnico se propaga en lnea
recta y en el campo lejano la onda acstica se expande al
aumentar la distancia desde el emisor.
Para una frecuencia dada, a mayor dimetro del cristal de
un transductor, el haz presenta una menor divergencia; a
menor dimetro del cristal, la divergencia del haz se
incremento. Adicionalmente el ngulo de divergencia
disminuye al aumentar la frecuencia manteniendo
constante el dimetro del cristal.
DMP
La mitad del ngulo de la divergencia del haz de
un emisor circular se determina con:
sen=1.22/d
Cuando el emisor no es circular, el ngulo de divergencia
no se puede evaluar exactamente aplicando la ecuacin
anterior.
DMP
Los palpadores pueden ser clasificados en los
siguientes grupos de acuerdo a:
1) Forma de propagar el haz ultrasnico.
2) Tcnica de inspeccin,
3) Nmero de cristales.
4) Grado de amortiguamiento.
5) Aplicaciones especiales
DMP
DMP
DMP
Los palpadores pueden ser clasificados de acuerdo
a la tcnica de inspeccin que se utilice en:
a) Contacto
b) Inmersin
DMP
Palpadores de contacto
Estos palpadores son colocados directamente sobre la
superficie de inspeccin utilizando un medio de acople y
presionando el palpador sobre la misma para que puedan
ser transmitidas las ondas ultrasnicas.
Palpadores de inmersin
La transmisin del ultrasonido desde el palpador a la pieza
en inspeccin se efecta a travs de una columna de
lquido, es decir, sin que exista contacto directo, presin
o rozamiento entre el palpador y la pieza.
DMP
Figura 4.7. Palpadores de inmersin.
DMP
Figura 4.8. Palpadores de inmersin (cncavos).
DMP
De acuerdo con el nmero de cristales piezoelctricos
que contiene el palpador pueden ser clasificados como:
a) De un solo cristal (emisor y receptor)
b) De doble cristal o dual (uno emisor y el otro receptor)
c) De cristales mltiples
DMP
Palpador normal de un solo cristal
(emisor y receptor)
Este tipo de palpadores contiene un solo cristal
piezoelctrico que realiza las funciones de emisor y
receptor y cuyas caractersticas fueron descritas
anteriormente en los palpadores de haz recto.
Palpador dual o de doble cristal
Un palpador dual est compuesto en s por dos cristales
completamente independientes, incorporados en una misma
carcaza. Uno trabaja como emisor y el otro como receptor.
DMP
DMP
De cristales mltiples
Est compuesto por tres o ms cristales y diseado para
aplicaciones especiales tales como:
a) Medida simultnea de varios espesores.
b) Inspeccin de superficies curvas.
c) Inspeccin de muestras grandes.
En el primer caso, est formado por varios transductores
duplex (emisor-receptor), con diferentes inclinaciones y
frecuencias.
DMP
DMP
Palpadores periscpicos
Estos palpadores se utilizan en lugares de poco acceso
como puede ser en el interior de barrenos.
Palpador con lnea de retardo
Es un palpador de haz longitudinal que va montado sobre
una cua llamada "lnea de retardo" hecha de lucita o de
plexigls, y cuyo propsito es incrementar la resolucin
cerca de la superficie frontal, asimismo reduce hasta una
tercera parte el campo muerto (figura 4. 1 ).
DMP
DMP
Palpadores para alta temperatura
Son palpadores que se utilizan sobre piezas muy calientes,
por ejemplo inmediatamente despus de forja, rolado, etc.
Usando ste tipo de palpadores, la inspeccin puede
hacerse de dos formas:
a) Usando el palpador directamente, se utiliza un acoplante
especial llamado "Pyrogel" hasta una temperatura de
260
o
C (500
o
F)-, el contacto del palpador con la pieza es
intermitente.
b) Otra forma es utilizando una lnea de retardo de un
material llamado "Vespel", el cual es muy difcil de
maquinar- se puede emplear entre 427 y 538
o
C (800-
1000
o
F), figura 4.12.
DMP
Figura 4.12. Palpadores para alta temperatura.
DMP
Uno de los accesorios del sistema de ultrasonido es el
cable coaxial, el cual en sus extremos posee conectores
los cuales unen al instrumento y palpador.
Un accesorio del sistema de ultrasonido es el cable
coaxial, el cual en sus extremos posee conectores los
cuales unen al instrumento y palpador. Los tipos de
conectores ms comunes son:
Microdot: para palpadores muy pequeos (con rosca).
BNC: de medio giro.
UHF: para muy alta frecuencia (con rosca), usado en
inmersin.
Lemo de media presin: como el utilizado en el
palpador de rueda.
Tuchel: en la actualidad fuera de uso.
Los acoplantes normalmente usados para la
inspeccin por contacto son agua, aceites,
glicerina, grasas de petrleo, grasa de silicn,
pasta de tapiz y varias sustancias comerciales tipo
pasta. Pueden usarse algunos plsticos suaves que
transmiten las ondas de sonido donde puede
lograrse un buen acoplamiento aplicando presin
de la mano a la unidad de rastreo.
Debe considerarse lo siguiente para la
seleccin de un acoplante:
1) Acabado superficial de la pieza,
2) Temperatura de la superficie de prueba.
3) Posibilidad de reacciones qumicas entre la
superficie de prueba y el acoplante.
4)Requerimientos de limpieza (algunos
acoplantes son difciles de remover).
Seleccin y uso de los medios acoplantes
La tcnica ultrasnica necesita de un acoplante adecuado
para transmitir el ultrasonido entre el palpador y la pieza
de prueba. El acoplante puede ser lquido, semilquido o
pastoso que sigue las caractersticas siguientes:
1) Proporciona un acoplamiento acstico positivo para una
prueba confiable (amplitudes de ecos de pared posterior
consistentes).
2) Moja la superficie de la pieza de prueba y la cara del
palpador, excluyendo el aire entre ellas.
3) Puede ser fcilmente aplicado.
4) No se escurre de la superficie fcilmente.
5) Proporciona una lubricacin adecuada para fcil
movimiento del palpador sobre la superficie de prueba.
6) Es homogneo y libre de partculas slidas o burbujas.
7) Est libre de contaminantes (como plomo o azufre).
8) No se congela o evapora bajo las condiciones de prueba
9) Es removido fcilmente o se evapora despus de que el
ensayo se ha completado.
Es de importancia crtica la seleccin del acoplante
adecuado para aplicaciones especficas del ensayo
ultrasnico.
Agua como acoplante
El agua es utilizada ampliamente como acoplante para
ensayos ultrasnicos. Algunas veces se le agregan
agentes humedecedores o detergentes para asegurar un
buen humedecimiento de la superficie y eliminar las
pelculas de aire.
Sin embargo, la viscosidad del agua es tan baja que no
permanece en las superficies de prueba el tiempo
suficiente para completar los procedimientos del ensayo
ultrasnico. Por ejemplo, el agua no puede ser utilizada
en superficies verticales o angulares a menos que sea
suministrada continuamente mediante una bomba y
tampoco es til para pruebas en materiales absorbentes o
en aquellos que reaccionan adversamente.
Gelatinas basadas en agua como acoplantes
Se utilizan ampliamente en objetos de prueba hechos con
materiales compuestos avanzados. Tales materiales
absorben agua y como resultado experimentan
degradaciones crticas en sus propiedades. Debido a su
alta viscosidad, el gel puede servir como relleno en
superficies de materiales compuestos rugosos. Los geles
son solubles en agua y pueden limpiarse fcilmente
cuando la prueba es terminada.
Aceite y grasa como acoplantes
Varios grados de aceite son utilizados ms
frecuentemente que el agua para ensayos
ultrasnicos por contacto, principalmente porque
permanecen en la superficie de prueba por ms
tiempo. Los aceites que contienen agentes
humectantes, como los que se utilizan en
muchos aceites comerciales para motores, son
los ms deseables para estas aplicaciones.
Para superficies calientes se utilizan aceites ms pesados
o grasas, en superficies verticales y para rellenar
irregularidades en superficies extremadamente rugosas.
Estos aceites pesados se retienen en la superficie por ms
tiempo que los grados mas ligeros.
Acoplantes basados en glicerina
La glicerina se utiliza comnmente como acoplante ya
que se adhiere a la superficie ms efectivamente que el
agua o aceites de grado ligero y porque es un mejor
igualador de impedancia acstica para los palpadores y
los objetos de ensayo.
En superficies de componentes forjados, se obtienen
amplitudes de seales de eco ms altas con glicerina que
con agua. En muchas situaciones experimentales, el
propilen glicol sirve como un acoplante lquido
conveniente. En algunos casos una pequea cantidad de
agentes humectantes ayuda a la glicerina a adherirse a la
superficie.
El ensayo ultrasnico es un mtodo de inspeccin por
comparacin, es decir, las indicaciones de las
discontinuidades son comparadas con las indicaciones
artificiales en los patrones de referencia. Los bloques
patrones son usados para estandarizar la calibracin del
equipo y evaluar en forma comparativa las indicaciones
obtenidas de la pieza de ensayo. Los patrones de
referencia hechos de materiales debidamente
seleccionados para garantizar su sanidad interna y que
satisfagan los requisitos de atenuacin, tamao de grano y
tratamiento trmico.
DMP
Las discontinuidades artificiales son maquinadas muy
cuidadosamente para cumplir con tolerancias muy
cerradas, entre las ms comunes se encuentran: agujeros
de fondo plano, agujeros laterales y muescas. Las normas
y especificaciones requieren del uso de patrones de
referencia fabricados de varias aleaciones, tamaos y
formas conteniendo agujeros o muescas de tamaos
diversos. Los bloques de calibracin ms familiares son
descritos a continuacin:
(Nota: Dependiendo del fabricante, algunos bloques de calibracin
estn dimensionados en milmetros y otros en pulgadas)
DMP
Los bloques de referencia Area/Amplitud dan la posibilidad
de verificar la linealidad vertical del sistema de ensayo. La
amplitud de la indicacin debe aumentar a medida que
aumenta el tamao de la discontinuidad. Existen bloques
similares redondos de 2 plg de dimetro.
BLOQUES DE REFERENCIA DISTANCIA/AMPLITUD
Esta serie est formada por 19 bloques cilndricos de 2 plg de
dimetro, todos tienen un agujero plano de igual dimetro en
el centro de la cara de fondo con una profundidad de 3/4 de
plg. Estos son diez bloques de 2 plg de dimetro con un
agujero plano al fondo con una profundidad de 3/4 plg.
DMP
DMP
DMP
Nota: A 0.005 plg; el agujero debe ser recto y perpendicular a la superficie de entrada ( 0 30 min), con un
desplazamiento 0.10 plg del eje longitudinal.
3.750 plg
0.875 plg
1.000 plg
1.250 plg
1.500 plg
2.250 plg
3.750 plg
6.750 plg
3.750 plg
6.750 plg
3.000 plg
0.125 plg
0.250 plg
0.500 plg
0.750 plg
1.500 plg
3.000 plg
6.000 plg
3.000 plg
6.000 plg
3/64 plg
5/64 plg
5/64 plg
5/64 plg
5/64 plg
5/64 plg
5/64 plg
5/64 plg
8/64 plg
8/64 plg
3-0300
5-0012
5-0025
5-0050
5-0075
5-0150
5-0300
5-0600
8-0300
8-0600
LARGO
TOTAL
RECORRIDO DE
METAL BASE (B)
BARRENO PLANO
DIAMETRO (A)*
IDENTIFICACION
DEL BLOQUE
Tabla 5.1. Dimensiones e identificacin de los patrones de
referencia-juego bsico ASTM.
DMP
BLOQUE ESCALONADO
El bloque de escalones sirve para efectuar calibraciones
cuando se requiere un alto grado de exactitud en la
determinacin de espesores de pared: para la verificacin del
desgaste que se ha tenido, por ejemplo, una tubera en
servicio. El nmero de escalones as como el intervalo de sus
incrementos respectivos estar en funcin del lmite de
calibracin deseado. El transductor de doble cristal o duplex
y este tipo de bloque es la clsica combinacin, usando un
equipo ultrasnico tipo pulso-eco con barrido tipo "A". La
figura 5.4 ilustra este tipo de bloque.
DMP
DMP
El Cdigo ASME Secc. V especifica una serie de
bloques especialmente diseados para un determinado
caso de ensayo. Estos bloques sern nicamente
enumerados a manera informativa y de orientacin,
solamente el bloque bsico de acuerdo con el artculo 5
para la calibracin de ensayos a soldaduras de fabricacin
ser introducido un poco ms detalladamente.
DMP
Bloque bsico para inspeccin de soldaduras en servicio
especificado en el artculo T-441.1.1
Boques para calibracin de piezas fundidas
Bloque de calibracin para transductores angulares
(soldaduras de tubos) segn T-542.8.1.1
Bloque de calibracin para inspeccin de soldaduras de
fabricacin
El material a usar para maquinar el bloque estndar debe
ser el mismo nmero P que la pieza a fabricar (los nmeros
P 1, 3, 4 y 5 se consideran equivalentes). El proceso de
fabricacin y el tratamiento trmico del bloque debe ser
igual al del material a ensayar.
DMP
Las condiciones superficiales de bloque deben ser
representativas del acabado superficial de los
componentes a ensayar. Antes de maquinar el bloque, este
debe ser ensayado minuciosamente usando un traductor
normal. Indicaciones menores deben ser excluidas de las
sendas del sonido para detectar los diferentes reflectores.
DMP
DMP
El Cdigo AWS DI. 1 especifica el uso de los patrones IIW
(Internacional Institute of Welding) tipo 1 2, los cuales
estn estandarizados en medidas de pulgadas o en
milmetros (figura 5.7).
La mayor diferencia entre ambos tipos es que las superficies
reflectores estn localizados a 4 y 9 pulgadas (100 y 225
mm) para el tipo 1 y a 4 y 8 pulgadas (100 y 200 mm) para
el tipo 2. En ambos tipos las calibraciones y controles se
realizan de forma similar.
El material de los bloques es de A36 pero se puede utilizar
otro material equivalente acsticamente.
DMP
DMP
DMP
La inspeccin ultrasnica de los materiales puede
realizarse por varias tcnicas. En la aplicacin prctica
del ensayo ultrasnico existen dos tcnicas bsicas: de
contacto y de inmersin.
TECNICA DE CONTACTO
En la tcnica de contacto el palpador se coloca
directamente sobre la pieza usando un medio de acople
para transmitir el sonido a travs de la pieza en
inspeccin.
DMP
DMP
El primer diagnstico a realizar es determinar si el
primer eco en la pantalla es un eco real de una
discontinuidad, un eco geomtrico o un eco de
interferencia. A pesar de que hay especificaciones que
requieren una evaluacin del eco para determinar la
clase de falla que lo genera se considera que es muy
inseguro dar un dictamen sobre un tipo de falla
basndose nicamente en su comportamiento acstico
DMP
DMP
DMP
DMP
DMP
DMP
DMP
DMP
DMP
DMP
DMP
DMP
DMP
DMP
DMP
DMP
DMP
DMP
DMP
DMP
En la inspeccin no destructiva es importante definir
algunos trminos necesarios para poner en claro algunos
conceptos.
Sensibilidad
Se traduce como la capacidad del sistema de prueba de
convertir la energa reflejada por la discontinuidad en
seal de respuesta. Entre ms capacidad tenga el sistema
de prueba de captar seales dbiles provenientes de
reflectores pequeos o lejanos y amplificarlos para
producir una seal de respuesta, se dice que la
sensibilidad es mejor.
DMP
La sensibilidad es afectada directamente por las
caractersticas y eficiencia del transductor. Por ejemplo,
un transductor de mayor frecuencia es ms sensible
porque puede detectar discontinuidades ms pequeas, si
el transductor es amortiguado mecnicamente se mejora
la deteccin de discontinuidades finas.
DMP
Poder de penetracin
Se traduce como la capacidad de las ondas para poder vencer
la prdida de energa por la atenuacin acstica, es decir, de
poder recorrer mayor distancia en la materia y est en
funcin de la presin acstica con que son generadas dichas
ondas, as como la impedancia acstica del material.
La presin acstica puede aumentar si se concentra el haz
ultrasnico, es decir, si se reproduce el ngulo de
divergencia de dicho haz, lo que se logra al incrementar el
dimetro del transductor o su frecuencia de acuerdo a la
ecuacin de la divergencia del haz ultrasnico.
DMP
Sin embargo, debido a que el coeficiente de absorcin de
los materiales es directamente proporcional al cuadrado
de la frecuencia, al aumentar la frecuencia disminuye
ligeramente la penetracin del haz, por lo que para
inspeccionar materiales de grueso espesor se prefiere
hacer uso de bajas frecuencias y dimetros grandes del
transductor.
Al incrementar el poder de penetracin del haz ultrasnico
se mejora la sensibilidad para detectar discontinuidades
pequeas localizadas a distancias profundas en el
material.
DMP
Resolucin
Se traduce como la capacidad del sistema de prueba de
poder detectar discontinuidades muy cercanas entre s o
que se encuentren muy cercanas a la superficie del
material a inspeccionar.
La resolucin en el campo cercano depende tambin del
tiempo muerto requerido en la respuesta del transductor,
que se origina cuando el cristal piezoelctrico est
oscilando y el amplificado.
DMP
Indicacin
El trmino indicacin , relacionado con las pruebas no
destructivas, se refiere a la respuesta que se obtiene al
aplicar algn mtodo de inspeccin de END, ya sea la
concentracin de partculas, el sangrado de penetrante,
una seal ultrasnica, el cambio de densidad en una
radiografa, etc., y que requiere ser interpretada para
determinar su significado.
DMP
Discontinuidad
Es una interrupcin en la estructura o configuracin fsica
normal de un material.
Defecto
Es una discontinuidad, la cual har inaceptable la pieza o
material para su uso, y que podr causar falla de la pieza
cuando sea puesta en servicio,
DMP
Tipos de indicaciones
No todas las indicaciones son causadas por
discontinuidades, existen tres tipos generales de
indicaciones que son:
Indicacin falsa.
Indicacin no relevante.
Indicacin verdadera.
DMP
Existen diferencias especficas entre las tres, y el tcnico
debe ser capaz de:
Determinar en que tipo est clasificada una indicacin.
Interpretar una indicacin especficamente y determinar
qu la causa.
Requiere experiencia y habilidad para evaluar una
indicacin apropiadamente,
Utilizar el mtodo de inspeccin apropiado.
Seguir procedimientos escritos.
DMP
Indicacin falsa
Es aquella producida u obtenida por una mala aplicacin
del mtodo de inspeccin o una limpieza inadecuada.
Indicacin no relevante
Es una indicacin producida por la configuracin
geomtrica de la pieza.
DMP
Indicacin verdadera
Es aqulla que proviene de una discontinuidad.
Para poder determinar si una indicacin es verdadera, se
requiere de un conocimiento previo del proceso empleado
para la fabricacin del artculo, el conocimiento de su
funcionamiento y los esfuerzos a los que ha estado
sometido.
Una indicacin verdadera puede o no ser aceptable,
dependiendo de los requerimientos de la especificacin
del producto.
DMP
Es posible que una discontinuidad aceptable pueda
incrementarse en tamao a causa de los esfuerzos a que se
somete una pieza durante su servicio.
Las indicaciones de discontinuidades superficiales
aparecen como imgenes agudas, bien definidas y claras.
Las indicaciones de discontinuidades sub- superficiales
aparecen como imgenes menos definidas, anchas,
irregulares y difusas.
DMP
Interpretacin y evaluacin
Los trminos interpretacin y evaluacin se refieren a dos
pasos completamente diferentes del proceso de prueba.
- Interpretar: Significa decidir que condiciones
caus una indicacin; si es una grieta, una
porosidad, un traslape o alguna otra discontinuidad.
- Evaluar: Es la accin de determinar si una
indicacin cumple con un criterio de aceptacin
especificado.
DMP
USO DEL PALPADOR ANGULAR
TIPOS DE PALPADORES
ANGULARES
Existen varios modos para hacer una clasificacin de los palpadores angulares
desde el punto de vista de las siguientes caractersticas: tamao, frecuencia,
forma, tipo de zapata, (intercambiable o fija), temperatura de las piezas en
inspeccin, etc.
DMP
TIPOS DE PALPADORES
DMP
TIPOS DE PALPADORES
ANGULARES
La zapata est hecha de plexiglass y el transductor est colocado en ngulo; en
la parte superior delantera de la zapata tiene unas ranuras que ayudan a atenuar
la onda ultrasnica que viene de regreso al transductor para que no cause
ninguna interferencia que pueda influir en el resultado de una inspeccin. Los
palpadores angulares traen marcado en la zapata el ngulo de refraccin del
sonido dentro del material de prueba, los ngulos comerciales son: 45, 60, 70
y 90.
DMP
PASOS PRELIMINARES A LA
INSPECCION CON HAZ ANGULAR
Antes del inicio de cualquier inspeccin, usando un palpador
angular, es necesario efectuar cuatro pasos preliminares:
- Determinacin del punto ndice de emisin del haz (punto
real de salida del haz).
- Verificacin del ngulo refractado.
- Calibracin de distancia.
- Ajuste de la sensibilidad de prueba.
DMP
DETERMINACION DEL PUNTO
INDICE DE EMISION DEL HAZ
El punto ndice de emisin del haz de un palpador angular no siempre coincide
con el sealado en la zapata por el fabricante. Evidentemente, al irse
desgastando la zapata, el punto de salida del haz va desplazndose generalmente
hacia adelante.
DMP
DESPLAZAMIENTO DEL PUNTO
INDICE DE EMISION DEL HAZ
DMP
PUNTO INDICE DE EMISION
El conocimiento del punto exacto de la salida del haz es muy importante cuando el
equipo se ajusta en recorrido del haz, por lo cual, es necesario conocer cmo se
determina:
1.- Colocar el palpador sobre el patrn de referencia IIW, como se muestra en la
figura 2.3
DMP
VERIFICACION DEL PUNTO
INDICE DE EMISION DEL HAZ
DMP
VERIFICACION DEL PUNTO INDICE
DE EMISION DEL HAZ
2.- A continuacin se desplaza el palpador hacia adelante y
hacia atrs hasta conseguir la mxima amplitud de la primera
reflexin de pared posterior, lo cual se conseguir cuando el
punto ndice de emisin se encuentre situado, justamente,
sobre el centro de la seccin del arco de 4 pulg. (101.6 mm.)
de radio del patrn de referencia el cual se halla situado en la
ranura bilateral. Mantener en esa posicin el palpador y
marcar la zapata directamente en la lnea que relaciona el
cero del bloque de referencia.
DMP
VERIFICACION DEL ANGULO
REFRACTADO
Aunque los palpadores angulares tienen marcado el ngulo
de refraccin en la zapata, en muchas ocasiones el verdadero
ngulo de salida del palpador no coincide con el sealado
por el fabricante debido, en la mayora de los casos, a un
desgaste irregular.
DMP
MODIFICACION DEL ANGULO DE
INCIDENCIA DEBIDO AL DESGASTE
DE LA ZAPATA
1
2
DMP
VERIFICACION DEL ANGULO
REFRACTADO
En efecto, si la zapata se desgasta ms por su parte trasera, el
ngulo de entrada ser ligeramente mayor.
Si por el contrario, la zapata est ms desgastada por su parte
delantera el ngulo de entrada ser menor.
Se apoya el palpador sobre el bloque de referencia, en el lado
donde se encuentre marcado el ngulo refractado esperado,
se busca la mxima amplitud de la reflexin de pared
posterior procedente de la interface formada por el material
del patrn y el inserto de plstico (perplex).
DMP
VERIFICACION DEL ANGULO
REFRACTADO
DMP
VERIFICACION DEL ANGULO
REFRACTADO
La mxima amplitud se lograr cuando la trayectoria terica
del eje central del haz pase por el centro del inserto de
plstico. A continuacin y sin mover ya el palpador, se
observa en el bloque que valor angular est coincidiendo con
la marca hecha anteriormente en la zapata y ese valor ser el
ngulo refractado.
DMP
CALIBRACION DE DISTANCIA
Para efectuar la calibracin de distancia, se pueden usar varios patrones de
calibracin como por ejemplo el bloque IIW Tipo I II. En las figuras 2.6 y 2.7
se muestra la posicin del palpador y la ubicacin de las reflexiones
correspondientes para cada caso.
DMP
VERSIONES DIFERENTES DEL PATRON IIW Y
REFLEXIONES CORRESPONDIENTES OBTENIDAS
DMP
VERSIONES DIFERENTES DE PATRONES ANGULARES
MINIATURA Y LAS REFLEXIONES CORRESPONDIENTES
OBTENIDAS SEGN LA ORIENTACION DEL PALPADOR
DMP
AJUSTE DE LA SENSIBILIDAD
PARA LA INSPECCION
DMP
AJUSTE DE LA SENSIBILIDAD PARA
LA INSPECCION
El dimetro del agujero se toma como discontinuidad de
referencia. Al desplazar el palpador hacia adelante y hacia
atrs se obtiene la mxima amplitud de la reflexin del
agujero; tener cuidado en no confundir esta indicacin con la
de reflexin de la pared del patrn.
Usando el control de ganancia ajustar la amplitud de la seal
del reflector por ejemplo al 50% y as queda establecido el
nivel de referencia.
DMP
INSPECCION DE SOLDADURAS
El palpador angular se usa normalmente para la inspeccin
de soldaduras. Cuando en la trayectoria del haz ultrasnico
no encuentra alguna discontinuidad en donde reflejarse, ste
seguir viajando hasta encontrar algo que lo refleje o lo
disipe.
Las discontinuidades ms comunes en la inspeccin de
soldaduras son: falta de fusin, penetracin incompleta,
escoria, grietas, poros, etc.
Durante el barrido de inspeccin el palpador se debe mover
de tal manera que sea cubierto el volumen total de la
soldadura y de la zona afectada trmicamente.
DMP
DESPLAZAMIENTO DEL PALPADOR EN LA
INSPECCION DE UNA UNION SOLDADA
Para calibrar el equipo se debe determinar la distancia de la trayectoria del sonido,
conociendo el espesor de la pared y el ngulo de refraccin del palpador.
DMP
TERMINOS COMUNMENTE EMPLEADOS EN LA
INSPECCION CON TRANSDUCTOR ANGULAR
1.- Distancia Angular. Es la distancia del sonido a travs del material en inspeccin y el
valor de la distancia recorrida se puede observar en la pantalla.
2.- Distancia Superficial. Es la distancia desde el punto de emisin (marcado en la zapata)
hasta el punto en el cual se obtiene una reflexin. Esta distancia se mide horizontalmente
sobre la superficie del material inspeccionado, desde la marca del punto ndice de
emisin.
3.- Distancia de Brinco (Skip Distance). Es la distancia en lnea recta (sobre la superficie)
desde el punto de entrada del sonido hasta el punto de reflexin de la superficie de
contacto.
4.- Primera y Segunda Pierna (Senda). Se le llama primera pierna a la distancia diagonal de
la trayectoria del sonido, desde la superficie anterior (la que est en contacto con el
palpador) hasta la superficie posterior. La segunda pierna es la distancia entre la
superficie posterior y la anterior.
5.- La Trayectoria ST. Es la distancia de viaje del haz angular desde la interface entre el
material en inspeccin y el palpador, hasta la otra cara del material y regreso a la
superficie original. La trayectoria ST es igual a la primera pierna mas la segunda
pierna.
DMP
DETERMINACION DE LA POSICION DE UNA
DISCONTINUIDAD
Para la interpretacin y la evaluacin correcta, es muy importante conocer la
posicin de la discontinuidad en la seccin de la unin soldada. La posicin
de la discontinuidad se puede determinar por distintos procedimientos:
a) Trazando un croquis a escala, sobre el que se transportan las
correspondientes medidas y ngulos.
b) Mediante el empleo de reglas de clculo que resuelven las ecuaciones de
clculo directo.
c) Por clculo directo; conocida la distancia angular L (distancia recorrida
por el pulso), ngulo de refraccin del palpador , espesor del material y
si ha habido reflexin del haz.
d) En la actualidad los equipos ms recientes cuentan con la funcin de hacer
el clculo directo y presentar valores directos en la pantalla de: trayectoria
recorrida del haz, distancia superficial y profundidad.
DMP
DETERMINACION DE LA POSICION DE UNA
DISCONTINUIDAD POR CALCULO DIRECTO
Distancia superficial (A) = L Sen
Profundidad de la discontinuidad (P
1
)= L Cos
(cuando se encuentra en la prime-
ra pierna).
Profundidad de la discontinuidad
(cuando se encuentra en la segun- (P
2
) = 2t-L Cos
da pierna).
Profundidad de la discontinuidad
(cuando se encuentra en la terce- (P
3
) =L Cos -2t
ra pierna).
Profundidad de la discontinuidad
(cuando se encuentra en la cuar- (P
4
) = 4t - L Cos
ta pierna).
Profundidad de la discontinuidad
(cuando se encuentra en la quin- (P
5
) = L Cos -4t
ta pierna).
Distancia de brinco. (SD) = (2t) tan
DMP
LOCALIZACION DE UNA DISCONTINUIDAD
CON CALIBRACION EN RECORRIDO DEL HAZ
A
1 2
L
1er PIERNA
2da PIERNA
P
DMP
PUNTOS QUE DEBEN SER CONSIDERADOS ANTES
DE INICIAR UNA INSPECCION
Antes de iniciar la inspeccin de un determinado cordn de soldadura, todo
inspector debe informarse acerca de los siguientes puntos:
1. Tipo de material a inspeccionar.
2. Espesor del material base.
3. Tipo de preparacin en la unin.
4. Proceso de soldadura utilizado.
5. Tratamiento trmico.
6. Placas o anillos de respaldo (soporte).
DMP
TIPO DE MATERIAL A INSPECCIONAR
1. Tipo de material a inspeccionar. Conocer el tipo de material (acero
dulce, aleado, inoxidable, etc.) puede ayudarle a saber si en las zonas
adyacentes al cordn va a encontrar estructura de grano grueso o fino, lo
que determinar la frecuencia a emplear.
DMP
ESPESOR DEL MATERIAL BASE
2. Espesor del material base. Saber el espesor del material base es
siempre muy importante, ya que nos sirve para: realizar los clculos de
localizacin (profundidad y distancia superficial) de las discontinuidades,
ayudar en la eleccin del ngulo a emplear y servir para conocer la
distancia de brinco y medio brinco entre las cuales ha de desplazarse el
palpador durante la ejecucin de la inspeccin.
DMP
TIPO DE PREPARACION DE LA UNION
3. Tipo de preparacin de la unin. Conocer el tipo de preparacin de
la unin ayuda, de forma muy considerable, a la interpretacin de las
indicaciones. As, por ejemplo, si la preparacin de la unin es en
doble V la posible falta de penetracin que pudiera existir en esta
unin se encontrar en el centro del cordn, es decir, entre los
cordones de raz de uno y otro lado.
DMP
PROCESO DE SOLDADURA UTILIZADO
4. Proceso de soldadura utilizado. Del tipo de proceso de soldadura van a
depender las discontinuidades que se espera encontrar con mayor seguridad. As
por ejemplo, si se ha soldado con soldadura oxiacetilnica (OAW), el tcnico
sabe de antemano que no va a encontrar inclusiones de escoria; en cambio, se
debe tener en cuenta que en este tipo de soldadura las discontinuidades ms
frecuentes son: poros, falta de fusin, penetracin incompleta, etc.
DMP
TRATAMIENTO TERMICO
5. Tratamiento trmico. En ocasiones, en ciertos tipos de cordones, es
necesario realizar tratamientos trmicos posteriores a la soldadura.
Estos tratamientos pueden originar cambios en el tamao de grano del
cordn e influir sobre la eleccin de la frecuencia del palpador
DMP
INSPECCION DE SOLDADURAS
DMP
INSPECCION DE SOLDADURAS
Conviene combinar, el movimiento de vaivn entre d y d/2 con una
ligera rotacin del transductor a un lado y otro de su direccin y
perpendicular a la unin, con el objeto de detectar, con ngulos
favorables las discontinuidades inclinadas. Para detectar, grietas
transversales, el transductor es colocado como se indica en 1a figura
3.12b. La Superficie de las caras sobre las cuales se va a realizar el
rastreo deben estar limpias de xido, aceite, grasa, salpicado de
soldadura, etc.
DMP
INSPECCION DE SOLDADURAS
Las uniones en ngulo y en "T" sin preparacin de bordes suelen
presentar, falta de penetracin (figura 3.13a) y resulta ms difcil de
examinar que las uniones en "K" (figura 3.13b) ya que en stas la
unin queda completamente soldada. Se pueden examinar con cierta
facilidad mediante el uso de palpadores de incidencia norma1.
Mientras que las uniones en "K" son inspeccionadas tanto con haz
normal como con haz transversal. En las uniones en con incidencia
normal se pueden detectar fcilmente falta de fusin y falta de
penetracin en la raz, discontinuidades que suelen ser, las ms
crticas en este tipo de unin.
DMP
INSPECCION DE UNIONES SOLDADAS CON
INCIDENCIA NORMAL
DMP
INSPECCION DE SOLDADURAS
Mediante incidencia angular, se pueden detectar, en uniones "K",
discontinuidades como grietas e inclusiones de escoria en el cordn,
empleando ngulos de penetracin de 45 y 60 en placas menores a 30
mm. de espesor (figura 3.14 a).
La tcnica de incidencia angular se puede aplicar tambin a las uniones de
ngulo (figura 3.14 b), en donde el eco de la arista del vrtice "A", puede
servir de indicacin del eco de referencia. Estas uniones suelen presentar
falta de penetracin en una de las dos caras.
DMP
INSPECCION DE UNIONES SOLDADAS CON
INCIDENCIA ANGULAR
DMP
INSPECCION DE SOLDADURAS
Las uniones a traslape se inspeccionan preferentemente mediante el
uso de un palpador de haz angular, recomendndose un ngulo de
penetracin de 60 para espesores mayores de 10 mm.
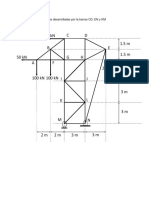
La inspeccin de uniones soldadas de estructuras tubulares son
generalmente ms dificiles y dependen adems de la forma especfica
de la unin. La inspeccin de las uniones tubulares se lleva a cabo
con un transductor angular y desde el tubo que va adosado o unido
como se muestra en la figura 3.15
DMP
INSPECCION DE SOLDADURA EN ESTRUCTURAS
TUBULARES CON HAZ ANGULAR
DMP
TECNICA DE TRAZO DE LA CURVA
DAC
Se tomar como referencia el artculo 5. de la Secc. V, ya que
ste es el ms usado como mtodo de inspeccin para materiales
y fabricacin de componentes de metal soldados.
EVALUACION DE SOLDADURAS SEGN EL ARTICULO
5, SECC. V DEL CODIGO ASME
DMP
BLOQUES DE CALIBRACION
Dependiendo del material a inspeccionar, el artculo 5 prescribe
diferentes tipos de bloques de calibracin, por ejemplo, para piezas
fundidas se deben usar los patrones de SA-609 para la inspeccin con
palpadores normales y el patrn de la figura 4.1 para la inspeccin con
palpadores angulares. El sistema de calibracin y ajuste es similar al que
describiremos usando el patrn bsico fabricado de acuerdo con T-
542.2.1 del artculo 5 (ver figura 4.2)
DMP
PATRON DE CALIBRACION PARA PALPADORES
ANGULARES
DMP
PATRON DE CALIBRACION PARA
PALPADORES ANGULARES
Nota (1): Mnimo
Nota General:
Holes: Drilled and reamed essentially parallel to the examination surface. The
tolerance on hole
Diameter shall be 1/32 in. The tolerance on location through the thickness shall be
1/8 in.
Material thickness T Diameter Holes required
in. Through 2 in in T/2
Greater than 2 in. 3/8 in. T/4, T/2 and 3T/4
DMP
BLOQUE DE CALIBRACION BASICO
DMP
PATRON BASICO DE CALIBRACION
DMP
CALIBRACION DE LA DISTANCIA
La distancia de calibracin puede ser ajustada en funcin de :
- Distancia superficial (A)
- Distancia recortada (A)
- Trayectoria del sonido (L)
- Profundidad de la falla (P)
En el Cdigo ASME (Secc. V, artculo 4, B-10) se d como ejemplo
de calibracin del rango usando la profundidad (P).
DMP
PARAMETROS PARA CALIBRACION DEL RANGO
DE INSPECCION
DMP
CURVA DAC
La curva DAC es un lnea de referencia que considera la prdida de amplitud en funcin de
la distancia recorrida.
D A C = Distancia - Amplitud - Correccin (de sus siglas en ingls).
En realidad es una curva corregida de referencia al utilizar reflectores cilndricos a diferentes
profundidades y se obtiene la misma sensibilidad de inspeccin a pesar de la atenuacin
sufrida.
DMP
CURVA DAC
Para obtener resultados de ensayo lo ms real posible se deben
cumplir con las siguientes condiciones:
a) Que el material del patrn bsico sea igual al de la pieza a
ensayar.
b) Que el espesor de la soldadura corresponda al espesor del
patrn bsico.
c) El acabado de la superficie del patrn bsico debe ser
representativo de los acabados superficiales de la pieza en
inspeccin (si no es as realizar correccin por transferencia).
DMP
TRAZO DE LA CURVA DAC
Para poder compensar la atenuacin y divergencia del sonido a
medida que la distancia recorrida por el ultrasonido aumenta, es
indispensable trazar una curva utilizando el patrn bsico
correspondiente al espesor a ensayar. Dicha curva debe ser trazada
sobre la pantalla del monitor, trazada electrnicamente o sobre una
pantalla de acrlico sobrepuesta.
DMP
TRAZO DE LA CURVA DAC
La curva DAC se obtiene de la siguiente manera:
1.- Posicione el palpador hasta obtener la amplitud mxima de aquel barreno que d la
mayor respuesta.
2.- Ajuste el control de la sensibilidad hasta obtener que el eco del barreno con mayor
respuesta alcance el 80% de la Altura Total de la Pantalla (ATP) 5%. Marque sobre la
pantalla el pico de la indicacin.
3.- Posicione el palpador para obtener la mxima respuesta de otra indicacin.
4.- Despus de obtener la mayor amplitud de este segundo barreno, marque tambin su pico
sobre la pantalla.
DMP
TRAZO DE LA CURVA DAC
5.- Coloque ahora el palpador de tal manera que pueda obtener la mxima amplitud del
tercer barreno y marque a su vez su pico sobre la pantalla.
6.- Maximize la indicacin del barreno a 3/4 de profundidad despus de que el sonido haya
rebotado en la pared opuesta del patrn. Marque tambin sobre la pantalla el pico de esta
indicacin.
7.- Por medio de una curva conecte los picos de las indicaciones de los barrenos laterales
para obtener la curva DAC.
8.- Para corregir la calibracin y poder as evaluar reflectores perpendiculares (indicaciones
superficiales y en la raz de soldaduras en V) va 4.5
DMP
AJUSTE DE LA SENSIBILIDAD Y TRAZO DE LA
CURVA DISTANCIA AMPLITUD CORRECCION (DAC)
DMP
LONGITUD DE REGISTRO DE LA
INDICACION
La evaluacin de la longitud de una falla se hace
por medio de la cada de 6 dB.
DMP
You might also like
- DS 040-2008-EmDocument98 pagesDS 040-2008-EmFreddy Rondonil SNo ratings yet
- ASME - IX - Ruben - 10.PDF Curso Asme Material de LecturaDocument180 pagesASME - IX - Ruben - 10.PDF Curso Asme Material de LecturaRonald Leyva Giraldo100% (2)
- GeneralidadesDocument9 pagesGeneralidadesRonald Leyva GiraldoNo ratings yet
- Cronograma Ac-13-261 Refuerzo Av. UniversitariaDocument1 pageCronograma Ac-13-261 Refuerzo Av. UniversitariaRonald Leyva GiraldoNo ratings yet
- 2 Mtto PreventivoDocument17 pages2 Mtto PreventivoRonald Leyva GiraldoNo ratings yet
- Tema 4.12 - Reparación Por SoldaduraDocument112 pagesTema 4.12 - Reparación Por SoldaduraRonald Leyva GiraldoNo ratings yet
- Tema 01 - Introduccion A Las Tecnologias de SoldaduraDocument37 pagesTema 01 - Introduccion A Las Tecnologias de SoldaduraRonald Leyva GiraldoNo ratings yet
- Tema 01 - Introduccion A Las Tecnologias de SoldaduraDocument37 pagesTema 01 - Introduccion A Las Tecnologias de SoldaduraRonald Leyva GiraldoNo ratings yet
- Guia 6 - Fis 10Document5 pagesGuia 6 - Fis 10Marco PinedoNo ratings yet
- Practica 6 Primera Ley de La TermodinamicaDocument15 pagesPractica 6 Primera Ley de La Termodinamicadricardocan0% (1)
- 1 .Geometria en R3.2021Document17 pages1 .Geometria en R3.2021gustavo valdiviesoNo ratings yet
- Sistemas de Proteccion Contra Sobre Corriente y CortocircuitoDocument19 pagesSistemas de Proteccion Contra Sobre Corriente y CortocircuitoWashington CastroNo ratings yet
- 1era LEY SC GAS IDEAL Ej 3Document6 pages1era LEY SC GAS IDEAL Ej 3Guillen Morales M.No ratings yet
- Factores de Rendimiento DeportivoDocument8 pagesFactores de Rendimiento DeportivorodrigoNo ratings yet
- SimetriasDocument5 pagesSimetriasAntonio Jesus Escalante DiazNo ratings yet
- Laboratorio 2 2021-1Document14 pagesLaboratorio 2 2021-1Johan Mauricio Infante MondragonNo ratings yet
- Fisica Cuantica Problemas ResueltosDocument17 pagesFisica Cuantica Problemas ResueltosMichael PomaNo ratings yet
- Luis Velasquez CONVECCION FORZADADocument7 pagesLuis Velasquez CONVECCION FORZADANex SaiferNo ratings yet
- La Energía en Las Reacciones QuímicasDocument4 pagesLa Energía en Las Reacciones QuímicasNatalia RenNo ratings yet
- Supletorio 1 Estatica 2-20172Document3 pagesSupletorio 1 Estatica 2-20172KarenNo ratings yet
- Informe de Fisicoquimica 1Document10 pagesInforme de Fisicoquimica 1Oscar Enrique Lopez MontañoNo ratings yet
- ProyectoDocument7 pagesProyectoABDIEL RODOLFO NUÑEZ ENRIQUEZNo ratings yet
- Diseño de Levas 2Document22 pagesDiseño de Levas 2Jesmil Antonio Dimas ZeñaNo ratings yet
- Resistencia Interna de Una PilaDocument6 pagesResistencia Interna de Una PilaAlexander ArdilaNo ratings yet
- Informe ResaltoDocument10 pagesInforme ResaltoMIKE JEFFERSON ALIAGA FERNANDEZNo ratings yet
- Cargas Térmicas Que Se Deben Calcular para Una Cava Cuarto o Cuarto Refrigerado (Herles Alvarez)Document9 pagesCargas Térmicas Que Se Deben Calcular para Una Cava Cuarto o Cuarto Refrigerado (Herles Alvarez)herlesNo ratings yet
- Archivo1135876 1614740422Document21 pagesArchivo1135876 1614740422HiCarlNo ratings yet
- Diferencia FinitaDocument4 pagesDiferencia FinitaLuigi Garcia CuevaNo ratings yet
- Ejercicios Resueltos Espacios VectorialesDocument11 pagesEjercicios Resueltos Espacios VectorialesJuanmanuel-1025100% (1)
- m3 Practico Cisneros Ricse LorenaDocument8 pagesm3 Practico Cisneros Ricse LorenaLudwig Limache MaytaNo ratings yet
- Informe Practica Integrada 1Document32 pagesInforme Practica Integrada 1StefaniaBlancoNo ratings yet
- Cuadros Comparativos Entre Compuestos Orgánicos e InorgánicosDocument6 pagesCuadros Comparativos Entre Compuestos Orgánicos e InorgánicosLizeth CáceresNo ratings yet
- I. Transferencia de CalorDocument57 pagesI. Transferencia de CalorMaria Gonzales100% (1)
- Temario QUIMICA I O-2023Document1 pageTemario QUIMICA I O-2023Jesse SeSeNo ratings yet
- PRACTICA 3 Parametros Del TransformadorDocument11 pagesPRACTICA 3 Parametros Del TransformadorGUSTAVO ANGELNo ratings yet
- PROBLEMAS PROPUESTOS N°02 - CalorDocument4 pagesPROBLEMAS PROPUESTOS N°02 - CalorJuan David Benites GarciaNo ratings yet
- Prevencion de Riesgos LaboralesDocument66 pagesPrevencion de Riesgos LaboralesMarlon AlarconNo ratings yet
- P.2.3Amplificador Emisor ComunDocument5 pagesP.2.3Amplificador Emisor Comunjcarloos lgNo ratings yet