You might also like
- Air Cond Load EstDocument28 pagesAir Cond Load EstNurul AdawiyahNo ratings yet
- Air Flow in Ducts: Now That You Can Size Equipment, The Next Task Would Be To Design The Air Distribution SystemDocument22 pagesAir Flow in Ducts: Now That You Can Size Equipment, The Next Task Would Be To Design The Air Distribution SystemMukti WibowoNo ratings yet
- 13 PPT Fan SelectionDocument30 pages13 PPT Fan SelectionAli ZaibNo ratings yet
- Heat Tracing Basics - SLIDES-HRM-300410Document31 pagesHeat Tracing Basics - SLIDES-HRM-300410Chirag ShahNo ratings yet
- LEC 31 CH-18 Shafts and AxlesDocument34 pagesLEC 31 CH-18 Shafts and AxlesJoe Hosny100% (1)
- Design, Installation and Maintenance Manual: Industrial Electric Heat Tracing SystemsDocument24 pagesDesign, Installation and Maintenance Manual: Industrial Electric Heat Tracing SystemsJohn BeaconNo ratings yet
- Table 5 - Service Factor, A.C. Induction Motors: Part 8. Auxiliary Equipment - Chapter 2. Motors and Motor ControlsDocument1 pageTable 5 - Service Factor, A.C. Induction Motors: Part 8. Auxiliary Equipment - Chapter 2. Motors and Motor ControlsKarthikeyan SankarrajanNo ratings yet
- Basic Chiller System Design Part2Document48 pagesBasic Chiller System Design Part2Sivakumar NadarajaNo ratings yet
- Hvacr: Wholesale CatalogDocument104 pagesHvacr: Wholesale CatalognazeefNo ratings yet
- Mep Hvac 3Document133 pagesMep Hvac 3Muhammad Musa100% (1)
- Knife Gate Valve Selection Guide 10.00 15Document6 pagesKnife Gate Valve Selection Guide 10.00 15dsyashankaNo ratings yet
- Clion-Marine Chiller Specs 2017Document1 pageClion-Marine Chiller Specs 2017Sandy NugrahaNo ratings yet
- Data Sheet 30HP MVN-90 03TR, TCV 1 PUMPSETDocument3 pagesData Sheet 30HP MVN-90 03TR, TCV 1 PUMPSETAnggara PangestuNo ratings yet
- Fan Curves 2 PDFDocument5 pagesFan Curves 2 PDFdasmechNo ratings yet
- HVAC at TorqueDocument3 pagesHVAC at TorqueFarzanaShaikNo ratings yet
- Basics of Duct DesignDocument2 pagesBasics of Duct DesignApurv Goyal100% (1)
- Cooling Tower: Refrigeration and Air Conditioning LabDocument40 pagesCooling Tower: Refrigeration and Air Conditioning LabEngr Saad Bin SarfrazNo ratings yet
- Fume Exhaust Duct Catalog 10 12 8 PDFDocument86 pagesFume Exhaust Duct Catalog 10 12 8 PDFJonathan Arboleda GenesNo ratings yet
- Cooling Tower Efficiency CalculationsDocument3 pagesCooling Tower Efficiency CalculationsPramod SharmaNo ratings yet
- Project Name: Doc No: Air System Name: Rev: Equipment Type: Date: Space Used For: Sheet No: Floor: Reference: ClientDocument10 pagesProject Name: Doc No: Air System Name: Rev: Equipment Type: Date: Space Used For: Sheet No: Floor: Reference: ClientMukti WibowoNo ratings yet
- Psychrometrics PDFDocument17 pagesPsychrometrics PDFcrisalevNo ratings yet
- ControTrace Benefits SummaryDocument2 pagesControTrace Benefits SummaryJoeNo ratings yet
- EAF BasicsDocument29 pagesEAF BasicsAndavilli Srihari KumarNo ratings yet
- CWLPCH2Document36 pagesCWLPCH2adesa2014No ratings yet
- E2S N.V. Technologiepark, 5 B9051 Zwijnaarde Belgium Www.e2s.beDocument42 pagesE2S N.V. Technologiepark, 5 B9051 Zwijnaarde Belgium Www.e2s.beRAMSER ESLOQUIR0% (1)
- Lokring I Single Ring 01.07.2013Document58 pagesLokring I Single Ring 01.07.2013Sandra Mabel Leguizamon100% (1)
- Acph 2022Document15 pagesAcph 2022VENKAT100% (1)
- Motor Engineering FormulasDocument1 pageMotor Engineering FormulasRezaahParkerNo ratings yet
- SRL Diagnostics: Types of Cooling Tower - Cooling Tower Basic CalculationsDocument13 pagesSRL Diagnostics: Types of Cooling Tower - Cooling Tower Basic CalculationssumitNo ratings yet
- Ducting VelocitiesDocument2 pagesDucting Velocitiesanwar2masNo ratings yet
- Proportional Balancing CPDDocument37 pagesProportional Balancing CPDAhmed MostafaNo ratings yet
- COP Measurements of RefrigeratorDocument9 pagesCOP Measurements of RefrigeratorGanesh JagatapNo ratings yet
- Valves & Fittings Equivalent LengthsDocument5 pagesValves & Fittings Equivalent LengthsCzarSASNo ratings yet
- AHU Replacement DR ESDocument1 pageAHU Replacement DR ESsajuhereNo ratings yet
- Plenum Box Sizing For Air Handling UnitDocument2 pagesPlenum Box Sizing For Air Handling UnitMohanad SulimanNo ratings yet
- Systems Design ReportDocument24 pagesSystems Design ReportOmaru NimagaNo ratings yet
- Blue StarDocument2 pagesBlue StarRaja KrsNo ratings yet
- Power Ex Scrolls e Brochure 011110Document4 pagesPower Ex Scrolls e Brochure 011110Saravanakumar ChinnasamyNo ratings yet
- AHU Heat Gain Due To Supply Fan Motor - HVAC - R Engineering - Eng-TipsDocument8 pagesAHU Heat Gain Due To Supply Fan Motor - HVAC - R Engineering - Eng-TipsNatarajNo ratings yet
- Fise Tehnice Ue VRF FujitsuDocument10 pagesFise Tehnice Ue VRF FujitsuMihaela CimpeanuNo ratings yet
- Basics of Refrigeration - EvaporatorsDocument32 pagesBasics of Refrigeration - Evaporatorsfarazgazanfar-1No ratings yet
- CT PresentationDocument22 pagesCT PresentationJithin DasNo ratings yet
- Motor Engineering FormulasDocument1 pageMotor Engineering FormulasDede SadiNo ratings yet
- Apresentação Caldeiras de Recuperação KvaernerDocument13 pagesApresentação Caldeiras de Recuperação KvaernerJosi Alvarenga100% (1)
- Cooling Tower 1Document16 pagesCooling Tower 1Prasanna kumar subudhi100% (1)
- Air Master Linear Bar Grille With Air Flow DataDocument0 pagesAir Master Linear Bar Grille With Air Flow Datamykel_dpNo ratings yet
- Psychrometrics 2017030200Document3 pagesPsychrometrics 2017030200Jawoto Nur RafifNo ratings yet
- Actuators Cat Andco f10 08Document52 pagesActuators Cat Andco f10 08Thalavai Balamurugan100% (1)
- Building HVAC RequirementsDocument111 pagesBuilding HVAC RequirementsNagarathna ShivaramNo ratings yet
- 130403-23 73 10-Air Handling Unit DX Coil Rev-01Document4 pages130403-23 73 10-Air Handling Unit DX Coil Rev-01Adil ShahNo ratings yet
- Chilled BeamsDocument1 pageChilled BeamsrkibNo ratings yet
- Carriage Bolts and Nuts DIN 603 (Bolt) DIN 934 (Nut)Document1 pageCarriage Bolts and Nuts DIN 603 (Bolt) DIN 934 (Nut)Srinivasa TemkarNo ratings yet
- Lecture 1-2 Vacuum SystemDocument113 pagesLecture 1-2 Vacuum SystemMehreen AkmalNo ratings yet
- Cooling Load ConvertingDocument3 pagesCooling Load ConvertingAgus Cahyono100% (1)
- (Ice Machines Home & Index) (Web Home & Index) (Contact) : Ice Bag Machines From 1 To 5 Tonnes Per 24 HoursDocument3 pages(Ice Machines Home & Index) (Web Home & Index) (Contact) : Ice Bag Machines From 1 To 5 Tonnes Per 24 HoursAnonymous 1P2S4tbMNo ratings yet
- Droplet Evaporation With Reference To The Effectiveness of Water Mist CoolingDocument9 pagesDroplet Evaporation With Reference To The Effectiveness of Water Mist CoolingWhidas PrihantoroNo ratings yet
- Wikipedia Article About BeltsDocument5 pagesWikipedia Article About BeltsalaatoughojNo ratings yet
- Types of BeltsDocument5 pagesTypes of BeltsMichael Huffman50% (2)
- Belt (Mechanical)Document54 pagesBelt (Mechanical)stallone21No ratings yet
- Belt DriveDocument16 pagesBelt DriveRuben Ruiperez Salas100% (1)
- Box DesignDocument1 pageBox DesignPrabir Kumar PatiNo ratings yet
- HJHDocument1 pageHJHPrabir Kumar PatiNo ratings yet
- Air BagDocument17 pagesAir BagPrabir Kumar PatiNo ratings yet
- Certificate: Department of Electronics and Instrumentation Engineering P.K.A.C.E, BargarhDocument1 pageCertificate: Department of Electronics and Instrumentation Engineering P.K.A.C.E, BargarhPrabir Kumar PatiNo ratings yet
- Submitted To: - Submitted ByDocument1 pageSubmitted To: - Submitted ByPrabir Kumar PatiNo ratings yet
- CouplingDocument9 pagesCouplingPrabir Kumar PatiNo ratings yet
- 2 Modern Periodic TableDocument30 pages2 Modern Periodic TablePrabir Kumar PatiNo ratings yet
- Rajesh Kumar Bagarti: BA (Education) Passed Out in 2008 With 48% From Jagannath Collage Sahaj Bahal, BalangirDocument1 pageRajesh Kumar Bagarti: BA (Education) Passed Out in 2008 With 48% From Jagannath Collage Sahaj Bahal, BalangirPrabir Kumar PatiNo ratings yet
- MCOM 1st Year English PDFDocument8 pagesMCOM 1st Year English PDFakshaykr1189No ratings yet
- Project Essay Writting: Submitted byDocument2 pagesProject Essay Writting: Submitted byPrabir Kumar PatiNo ratings yet
- Feed Back Report For R&D Center Bargarh OdishaDocument6 pagesFeed Back Report For R&D Center Bargarh OdishaPrabir Kumar PatiNo ratings yet
- Indian Army Soldiers Clerks Exam Questions I Am Giving HereDocument4 pagesIndian Army Soldiers Clerks Exam Questions I Am Giving HerePrabir Kumar PatiNo ratings yet
- Create A Table (MDB) Using MS-AccessDocument3 pagesCreate A Table (MDB) Using MS-AccessPrabir Kumar PatiNo ratings yet
- Smith Chart From Black Magic DesignDocument1 pageSmith Chart From Black Magic DesignkgrhoadsNo ratings yet
- Study XL Indian Bank, Bodi-FormatDocument34 pagesStudy XL Indian Bank, Bodi-FormatPrabir Kumar PatiNo ratings yet
- PrefaceDocument3 pagesPrefacePrabir Kumar PatiNo ratings yet
- Subham 1Document2 pagesSubham 1Prabir Kumar PatiNo ratings yet
- (DS) Swagatika and RuchiokDocument8 pages(DS) Swagatika and RuchiokPrabir Kumar PatiNo ratings yet
- (DS) ABHISHEK AND SOURAVokDocument8 pages(DS) ABHISHEK AND SOURAVokPrabir Kumar PatiNo ratings yet
- (DS) Sigma and SriastikaokDocument8 pages(DS) Sigma and SriastikaokPrabir Kumar PatiNo ratings yet
- Agri Study DO Annex3 FormatDocument1 pageAgri Study DO Annex3 FormatPrabir Kumar PatiNo ratings yet
- BordersDocument3 pagesBordersPrabir Kumar PatiNo ratings yet
- SKT Clerk Paper PatternDocument10 pagesSKT Clerk Paper PatternPrabir Kumar PatiNo ratings yet
- (DS) ABHISHEK AND SOURAVokDocument8 pages(DS) ABHISHEK AND SOURAVokPrabir Kumar PatiNo ratings yet
- Sneha and NamrataokDocument8 pagesSneha and NamrataokPrabir Kumar PatiNo ratings yet
- AntimatterDocument24 pagesAntimatterPrabir Kumar PatiNo ratings yet
- HumanoidsDocument20 pagesHumanoidsPrabir Kumar PatiNo ratings yet
- Automatic Gear Shift MechanismDocument14 pagesAutomatic Gear Shift MechanismPrabir Kumar PatiNo ratings yet
- Heat TreatmentDocument16 pagesHeat TreatmentPrabir Kumar Pati100% (1)
- High Speed TrainsDocument17 pagesHigh Speed TrainsPrabir Kumar PatiNo ratings yet
- Case Study Analysis of Neptune ManufacturingDocument10 pagesCase Study Analysis of Neptune ManufacturingSuhas BhatNo ratings yet
- Suspension 101 by Steve LymanDocument66 pagesSuspension 101 by Steve Lymannitishghosal100% (1)
- Bringing Car SHaring To Your Community (CityCarShare 2004)Document66 pagesBringing Car SHaring To Your Community (CityCarShare 2004)Jake RattnerNo ratings yet
- Tools TF 80scDocument4 pagesTools TF 80scelnene1980No ratings yet
- Police Log April 10, 2016Document12 pagesPolice Log April 10, 2016MansfieldMAPoliceNo ratings yet
- Consumer Behavior Project ON Toyota: Submitted To: Submitted byDocument27 pagesConsumer Behavior Project ON Toyota: Submitted To: Submitted byChandan SrivastavaNo ratings yet
- Vehicle History ReportDocument10 pagesVehicle History Reportroberto maltesNo ratings yet
- Mindex Resources Development vs. Ephraim Morillo DigestDocument1 pageMindex Resources Development vs. Ephraim Morillo DigestlawNo ratings yet
- Ultra Thin: Hot DealDocument16 pagesUltra Thin: Hot DealJamie MiddletonNo ratings yet
- 8 Catanduanes Towns Under State of Calamity: 15 Bicol Martyrs RememberedDocument8 pages8 Catanduanes Towns Under State of Calamity: 15 Bicol Martyrs RememberedBikol ReporterNo ratings yet
- Comparative Analysis of Ford and ToyotaDocument26 pagesComparative Analysis of Ford and ToyotaShadman Tauheed100% (3)
- Fly Ash Brick Manufacturing PlantDocument5 pagesFly Ash Brick Manufacturing Plantkarthikraja21No ratings yet
- Delco 28MTDocument4 pagesDelco 28MTWilson BuenoNo ratings yet
- Ice Cream FreezersDocument21 pagesIce Cream Freezersgolden.days6467No ratings yet
- Mercedes Benz PDFDocument23 pagesMercedes Benz PDFManisha DeewanNo ratings yet
- 26 Bosch AA Training Programme Application FormDocument2 pages26 Bosch AA Training Programme Application FormManjeet SinghNo ratings yet
- Car Dealership BusinessDocument11 pagesCar Dealership BusinessMuhammad Omer100% (1)
- Automobile MuseumDocument3 pagesAutomobile Museumbazingaa a80% (5)
- Fiat's Strategic Alliance With Tata: CentreDocument30 pagesFiat's Strategic Alliance With Tata: CentreThe Panda EntertainerNo ratings yet
- Internship ReportDocument36 pagesInternship ReportAŋoop Krīşħŋặ50% (2)
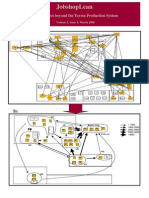
- Job Shop LeanDocument29 pagesJob Shop LeanSyuhadah Khusaini100% (1)
- Aiag-Vda Process FmeaDocument18 pagesAiag-Vda Process Fmeasagarpatil986No ratings yet
- Business Plan SampleDocument7 pagesBusiness Plan SampleyounoussouNo ratings yet
- CAP AS-RADIATOR 1531403 - CaterpillarDocument4 pagesCAP AS-RADIATOR 1531403 - CaterpillarMovimento RockNo ratings yet
- GPTA RESOLUTION NO VehicleDocument4 pagesGPTA RESOLUTION NO Vehiclevirgilio roxasNo ratings yet
- B15 20T CatalogueDocument4 pagesB15 20T CatalogueErna BogdanNo ratings yet
- ADMIN-F-011 Rev0 (Motor Vehicle Trip Ticket)Document2 pagesADMIN-F-011 Rev0 (Motor Vehicle Trip Ticket)Arlea AsenciNo ratings yet
- Massey Ferguson 9500 Series Combines BrochureDocument40 pagesMassey Ferguson 9500 Series Combines BrochureBurcea Daniel S100% (1)
- Xenon PDFDocument2 pagesXenon PDFHarshal DhanawadeNo ratings yet
- Fh84tr3ha GBR Eng PDFDocument7 pagesFh84tr3ha GBR Eng PDFEsmir ŠkreboNo ratings yet