You might also like
- Welding Automation and Coating ServicesDocument2 pagesWelding Automation and Coating Servicespavi32No ratings yet
- PTA - AccessoriesDocument1 pagePTA - Accessoriespavi32No ratings yet
- PTA WeldingDocument11 pagesPTA Weldingpavi32No ratings yet
- PTA WeldingDocument11 pagesPTA Weldingpavi32No ratings yet
- Arcraft Plasma Equipments (I) Pvt. LTD.: Plasma Transferred Arc - PtaDocument4 pagesArcraft Plasma Equipments (I) Pvt. LTD.: Plasma Transferred Arc - Ptapavi32No ratings yet
- Welding AutomationDocument14 pagesWelding Automationpavi32No ratings yet
- Hard BanderDocument2 pagesHard Banderpavi32No ratings yet
- Tank Rotators - Lead Screw & Bolt TypeDocument1 pageTank Rotators - Lead Screw & Bolt Typepavi32No ratings yet
- Welding PositionersDocument1 pageWelding Positionerspavi32No ratings yet
- Column & BoomDocument1 pageColumn & Boompavi32No ratings yet
- PTA Torches 1Document1 pagePTA Torches 1pavi32No ratings yet
- Analyzing Competitive DynamicsDocument14 pagesAnalyzing Competitive Dynamicspavi32No ratings yet
- Tank Rotators - Self Aligning TypeDocument1 pageTank Rotators - Self Aligning Typepavi32No ratings yet
- Air Gas Plasma Cutting MachineDocument1 pageAir Gas Plasma Cutting Machinepavi32No ratings yet
- InTech-Hardfacing by Plasma Transferred Arc ProcessDocument18 pagesInTech-Hardfacing by Plasma Transferred Arc Processtgohiakri2006No ratings yet
- Hard BanderDocument1 pageHard Banderpavi32No ratings yet
- Air Plasma Cutting, Gas Plasma Cutting, Fabrication.Document4 pagesAir Plasma Cutting, Gas Plasma Cutting, Fabrication.pavi32No ratings yet
- InTech-The Influence of Dry Particle Coating Parameters On Thermal Coatings PropertiesDocument23 pagesInTech-The Influence of Dry Particle Coating Parameters On Thermal Coatings Propertiespavi32No ratings yet
- Shielding GasesDocument28 pagesShielding Gasespavi32No ratings yet
- Plasma CuttingDocument12 pagesPlasma Cuttingpavi32No ratings yet
- Welding, AutomationDocument2 pagesWelding, Automationpavi32No ratings yet
- Analyzing Industry StructureDocument26 pagesAnalyzing Industry StructureDebrina PuspitariniNo ratings yet
- Guidelines For Hard Facing Onto SteelsDocument7 pagesGuidelines For Hard Facing Onto SteelsmohamedfirozNo ratings yet
- PTA Torches 1Document1 pagePTA Torches 1pavi32No ratings yet
- Tack and Temporary WeldDocument5 pagesTack and Temporary WeldKamlesh DalavadiNo ratings yet
- Materials, Structures, and Defying GravityDocument27 pagesMaterials, Structures, and Defying Gravitypavi32No ratings yet
- TIGBook Chpt12Document8 pagesTIGBook Chpt12costea0028No ratings yet
- Kinematics in Two Dimensions: An: Openstax CollegeDocument5 pagesKinematics in Two Dimensions: An: Openstax Collegepavi32No ratings yet
- Introduction To One-Dimensional Kinematics: Openstax CollegeDocument2 pagesIntroduction To One-Dimensional Kinematics: Openstax Collegepavi32No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SB658Document3 pagesSB658ricardo novoa saraviaNo ratings yet
- Akta Satelit On Astra 4A at 4Document6 pagesAkta Satelit On Astra 4A at 4Amirul AsyrafNo ratings yet
- ASTM Pumping TestDocument125 pagesASTM Pumping TestErnesto Heinze100% (1)
- Profile Measurement Full ReportDocument16 pagesProfile Measurement Full ReportAman RedhaNo ratings yet
- Chapter 6 PDFDocument26 pagesChapter 6 PDFDayang Azraa AfeefaaNo ratings yet
- Characterization and Application of Cerium Fluoride Film in InfraredDocument4 pagesCharacterization and Application of Cerium Fluoride Film in InfrarednguyenthanhhopNo ratings yet
- Manual de Partes LDW1003 (6B01E0)Document54 pagesManual de Partes LDW1003 (6B01E0)Enrique AssmannNo ratings yet
- 2SK3377Document5 pages2SK3377Jheremy Sebastian TorresNo ratings yet
- E TDS ManualDocument30 pagesE TDS ManualJeetendra ShresthaNo ratings yet
- Founder-CEO Succession at Wily TechnologyDocument12 pagesFounder-CEO Succession at Wily TechnologyMayank Saini100% (1)
- Oracle Linux 6 InstallationDocument35 pagesOracle Linux 6 InstallationendaleNo ratings yet
- Baan ERP HistoryDocument18 pagesBaan ERP HistoryBalaji_SAPNo ratings yet
- Cansat2017 5235 CDR v02Document185 pagesCansat2017 5235 CDR v02tom2susanNo ratings yet
- Chapter 1 AnswersDocument3 pagesChapter 1 Answersdeerhntr22No ratings yet
- Colorado Brand GuidelinesDocument63 pagesColorado Brand GuidelineszpweeksNo ratings yet
- AMS BreakerDocument4 pagesAMS Breakerkuttu9703No ratings yet
- Trane VAV Equipment SpecificationsDocument52 pagesTrane VAV Equipment Specificationsyu4212No ratings yet
- Sabor CaseDocument3 pagesSabor CaseTushar LaroiyaNo ratings yet
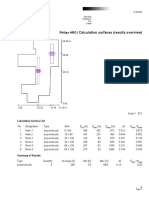
- Calculation Surfaces (Results Overview) : Philips HRODocument4 pagesCalculation Surfaces (Results Overview) : Philips HROsanaNo ratings yet
- Solaris 10 Boot ProcessDocument14 pagesSolaris 10 Boot Processtejasn1000No ratings yet
- DTC 5618Document20 pagesDTC 5618Gajaram SutharNo ratings yet
- Document R0908A - Complete Guide To Reach OnAir! V3.0Document33 pagesDocument R0908A - Complete Guide To Reach OnAir! V3.0scribdlertooNo ratings yet
- Hot Products 2014Document8 pagesHot Products 2014inclumarhNo ratings yet
- Electric Fan RepairDocument12 pagesElectric Fan RepairYsabelle Tagaruma33% (3)
- Noise Performance of A Matched Filter PN Code Synchroniser UDocument5 pagesNoise Performance of A Matched Filter PN Code Synchroniser UOmar HamdiNo ratings yet
- Tank Specification - Fiberglass Tanks 0408Document13 pagesTank Specification - Fiberglass Tanks 0408shankarkl100% (2)
- Section: Engine MechanicalDocument76 pagesSection: Engine MechanicalcesarNo ratings yet
- Fenelon - Dialogues With The DeadDocument279 pagesFenelon - Dialogues With The DeadjuanojedamenaNo ratings yet
- Android User GuideDocument15 pagesAndroid User GuideAnonymous 1Wb6JCkNo ratings yet
- Mach Oil BrochureDocument44 pagesMach Oil BrochureIntan DavidNo ratings yet