You might also like
- Ryobi RLT254CDSO User ManualDocument48 pagesRyobi RLT254CDSO User ManualPaul WilsonNo ratings yet
- Item 103 Structure ExcavationDocument3 pagesItem 103 Structure ExcavationGerry Velicaria100% (1)
- Refining CatalystsDocument91 pagesRefining CatalystsOstom Ray100% (1)
- IM KR180A E 4thDocument80 pagesIM KR180A E 4thbatizap batizapNo ratings yet
- Naptha Hydrotreating Catalysts PDFDocument2 pagesNaptha Hydrotreating Catalysts PDFElena Ricci100% (1)
- 90205-1031DEB F Series MaintenanceInspectionDocument31 pages90205-1031DEB F Series MaintenanceInspectionIsaac CarmonaNo ratings yet
- Asteion MultiDocument59 pagesAsteion MultiIng. Arturo PreciadoNo ratings yet
- Matrix APDDocument1 pageMatrix APDQHSE BTGNo ratings yet
- Aromatics Upgrading Technologies: Ihs ChemicalDocument9 pagesAromatics Upgrading Technologies: Ihs ChemicalLêĐứcTiếnNo ratings yet
- Advanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsDocument12 pagesAdvanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsmakhadermfNo ratings yet
- A Financial Analysis For The Production of HQ Propylene-MustangDocument19 pagesA Financial Analysis For The Production of HQ Propylene-Mustangandrei12320003181No ratings yet
- Bp-Uop Cyclar Process: Lubo ZhouDocument10 pagesBp-Uop Cyclar Process: Lubo ZhouBharavi K SNo ratings yet
- JM Methanol BrochureDocument24 pagesJM Methanol BrochureM Alim Ur RahmanNo ratings yet
- Hydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)Document18 pagesHydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)yliangcaNo ratings yet
- Achieve Success in Gasoline HydrotreatingDocument6 pagesAchieve Success in Gasoline Hydrotreatingdonald55555No ratings yet
- Troubleshoot in Heat Exchangers HP 1996Document5 pagesTroubleshoot in Heat Exchangers HP 1996piolinwalls100% (1)
- Debutaniser OptimisationDocument5 pagesDebutaniser OptimisationAntonNo ratings yet
- Dehydrogenation of Paraffins Synergies Between CatalystDocument7 pagesDehydrogenation of Paraffins Synergies Between Catalystdiego_daveNo ratings yet
- Making Premium Alky LateDocument25 pagesMaking Premium Alky LateChristianGuerreroNo ratings yet
- LC MAX and Other LC FINING Process Enhancements To Extend Conversion and OnstreamDocument16 pagesLC MAX and Other LC FINING Process Enhancements To Extend Conversion and OnstreamMarisol OjedaNo ratings yet
- 2009-03 CleanDieselHydroPTQ MustangDocument7 pages2009-03 CleanDieselHydroPTQ Mustanganhchangleloi100% (2)
- Gbhe Ammonia Co2 Removal Systems WSV PDFDocument20 pagesGbhe Ammonia Co2 Removal Systems WSV PDFAaserElkenanyNo ratings yet
- T Basak AromaticsDocument41 pagesT Basak AromaticsDP PurwadiNo ratings yet
- Co-Cracking of Mixed C4 S and LPG With N PDFDocument14 pagesCo-Cracking of Mixed C4 S and LPG With N PDFCindy GallosNo ratings yet
- UOP Alumina Refining BrochureDocument6 pagesUOP Alumina Refining BrochureTriono SyakbaniNo ratings yet
- Abelmarle Referencia KF-868 PDFDocument24 pagesAbelmarle Referencia KF-868 PDFEdgar Hector GarciaNo ratings yet
- SQAP For Pumps 2017Document79 pagesSQAP For Pumps 2017MukeshNo ratings yet
- 12 PDH - Process Vora UOP PDFDocument12 pages12 PDH - Process Vora UOP PDFstxordNo ratings yet
- Activity9 PDFDocument5 pagesActivity9 PDFSmitNo ratings yet
- Catalytic Isomerization of Light Alkanes - T.loftenDocument133 pagesCatalytic Isomerization of Light Alkanes - T.loftenIrina Ammosova100% (2)
- New Olefin Production Technologies in SINOPECDocument10 pagesNew Olefin Production Technologies in SINOPECTrevor J. HutleyNo ratings yet
- IsomerizationDocument10 pagesIsomerizationRizwan Shehzad100% (2)
- 2020-Catalysis PDFDocument72 pages2020-Catalysis PDFNelly Quintana ZapataNo ratings yet
- 6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonDocument17 pages6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonCamilo inversionesNo ratings yet
- UOP LCO Upgrading For Added Value Improved Returns Tech PaperDocument15 pagesUOP LCO Upgrading For Added Value Improved Returns Tech Papertungksnb100% (1)
- Best Practices For Aromatics Extractive Distillation in Integrated ComplexesDocument8 pagesBest Practices For Aromatics Extractive Distillation in Integrated ComplexesNaiduJagarapuNo ratings yet
- 2013 CatalysisDocument68 pages2013 CatalysisRocio LiraNo ratings yet
- Conversion of Isobutylene To Propylene PDFDocument9 pagesConversion of Isobutylene To Propylene PDFtannytranNo ratings yet
- 300-430-ENWLSI Implementing Cisco Enterprise Wireless Networks PDFDocument3 pages300-430-ENWLSI Implementing Cisco Enterprise Wireless Networks PDFEdu100% (1)
- H OilRC ProcessDocument2 pagesH OilRC Processdiego.lopez1870No ratings yet
- UOP Olefin Production Solutions BrochureDocument2 pagesUOP Olefin Production Solutions BrochureJonas FloresNo ratings yet
- Safety in Operations - Human Aspect - DorcDocument119 pagesSafety in Operations - Human Aspect - DorcAdanenche Daniel Edoh100% (1)
- Orca Share Media1541759628568 PDFDocument12 pagesOrca Share Media1541759628568 PDFJuneNeilBalacuitNo ratings yet
- Uop Unisar Process For Saturation of Aromatics: H. W. GowdyDocument8 pagesUop Unisar Process For Saturation of Aromatics: H. W. GowdyBharavi K SNo ratings yet
- Ethylene Tech Sheet 30M092014Hv4 PDFDocument2 pagesEthylene Tech Sheet 30M092014Hv4 PDFsuhas pawarNo ratings yet
- 04 - Maximize Benefit From Your PRIME-G+ Proceedings PDFDocument40 pages04 - Maximize Benefit From Your PRIME-G+ Proceedings PDFmujeebtalibNo ratings yet
- Week 5 Hydrotreating PDFDocument30 pagesWeek 5 Hydrotreating PDFBeenxauzai LikegirlcuteNo ratings yet
- Lurgi MegamethanolDocument8 pagesLurgi MegamethanolAngeloNo ratings yet
- Catalytic Reforming: 2011 Refining Processes HandbookDocument3 pagesCatalytic Reforming: 2011 Refining Processes HandbookGaspar BlaserNo ratings yet
- Uop Benfield Datasheet PDFDocument2 pagesUop Benfield Datasheet PDFArya YudistiraNo ratings yet
- GTC Isomalk Technologies For Light Naphtha IsomerizationDocument29 pagesGTC Isomalk Technologies For Light Naphtha IsomerizationToni ĐạtNo ratings yet
- Isomerization: High Octane C /C Cuts Via Isomerization ProcessesDocument2 pagesIsomerization: High Octane C /C Cuts Via Isomerization Processesvu anh ducNo ratings yet
- Catalytic Reforming - 2Document30 pagesCatalytic Reforming - 2Alekhya Bandaru0% (1)
- RusBBTC2015 HALDOR TOPSOE ALEXANDRA KARYAGINA Eng PDFDocument28 pagesRusBBTC2015 HALDOR TOPSOE ALEXANDRA KARYAGINA Eng PDFlaquetengoNo ratings yet
- Increasing Semi-Regenerative Reformer Performance-EnglishDocument11 pagesIncreasing Semi-Regenerative Reformer Performance-EnglishAltif AboodNo ratings yet
- Selective - Hydrogenation Description (UOP)Document1 pageSelective - Hydrogenation Description (UOP)Wong Yee Sun100% (1)
- TSPenex ProcessDocument2 pagesTSPenex Processstavros7100% (1)
- Predictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyDocument57 pagesPredictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyGhazanfer AliNo ratings yet
- UOP ParaxyleneDocument2 pagesUOP ParaxyleneAiza CabolesNo ratings yet
- Uop Parex Process: Scott E. CommissarisDocument8 pagesUop Parex Process: Scott E. CommissarisBharavi K SNo ratings yet
- Documents - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront EndDocument28 pagesDocuments - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront Endnafees ahmadNo ratings yet
- Advances in The OCC Process For Propylene ProductionDocument6 pagesAdvances in The OCC Process For Propylene ProductionAngel Richard MamaniNo ratings yet
- Axen ExxonDocument8 pagesAxen ExxonAkshata DalviNo ratings yet
- Catalytic IsomerizationDocument7 pagesCatalytic Isomerizationanasaie20% (1)
- Maximise Ethylene Gain PDFDocument4 pagesMaximise Ethylene Gain PDFRaj KumarNo ratings yet
- KBR Catalytic Olefins Technology (K PDFDocument2 pagesKBR Catalytic Olefins Technology (K PDFAMANo ratings yet
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsFrom EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo ratings yet
- Experimental Methods in Catalytic Research: Physical Chemistry: A Series of MonographsFrom EverandExperimental Methods in Catalytic Research: Physical Chemistry: A Series of MonographsRobert B. AndersonNo ratings yet
- 04 ReboilersDocument11 pages04 Reboilersmurugan1984No ratings yet
- NPSM064 07 05 PDFDocument4 pagesNPSM064 07 05 PDFtungksnbNo ratings yet
- Pumps TypesDocument6 pagesPumps TypesYo MegalómanoNo ratings yet
- Scripts - Cam 7 - Test 2 Sec 1Document2 pagesScripts - Cam 7 - Test 2 Sec 1tungksnbNo ratings yet
- Quy Trinh Service Nha MayDocument6 pagesQuy Trinh Service Nha MaytungksnbNo ratings yet
- 1000476Document4 pages1000476tungksnbNo ratings yet
- De 3 PDFDocument14 pagesDe 3 PDFtungksnbNo ratings yet
- Development of New Isomerization Process For Petrochemical By-ProductsDocument9 pagesDevelopment of New Isomerization Process For Petrochemical By-ProductsTung NguyenNo ratings yet
- 171-180 Ing3Document10 pages171-180 Ing3tungksnbNo ratings yet
- UOP Aromatics Complex .Document9 pagesUOP Aromatics Complex .tungksnbNo ratings yet
- Applications of Zeolites in Petroleum RefiningDocument5 pagesApplications of Zeolites in Petroleum RefiningtungksnbNo ratings yet
- 9 Refining Processes HandbookDocument5 pages9 Refining Processes HandbooktungksnbNo ratings yet
- 171-180 Ing3Document10 pages171-180 Ing3tungksnbNo ratings yet
- 09 Gasoline UpgradingDocument62 pages09 Gasoline UpgradingpiovioNo ratings yet
- 1 s2.0 S0360544208000042 MainDocument17 pages1 s2.0 S0360544208000042 Maintungksnb100% (1)
- Gas Conditioning Processing Vol 1Document367 pagesGas Conditioning Processing Vol 1Hiep DuongcongNo ratings yet
- Alkylation Options For Isobutylene & IsopentaneDocument10 pagesAlkylation Options For Isobutylene & IsopentanetungksnbNo ratings yet
- Methanol To Olefins Class Presentation v2Document31 pagesMethanol To Olefins Class Presentation v2tungksnbNo ratings yet
- MTO/OCP: A Strategic Research ProjectDocument8 pagesMTO/OCP: A Strategic Research ProjecttungksnbNo ratings yet
- 1 s2.0 S0306261912008999 MainDocument6 pages1 s2.0 S0306261912008999 MaintungksnbNo ratings yet
- 9 Refining Processes HandbookDocument5 pages9 Refining Processes HandbooktungksnbNo ratings yet
- UOP Aromatics Complex .Document9 pagesUOP Aromatics Complex .tungksnbNo ratings yet
- Intrinsic Kinetics of MTBE Synthesis From Methanol and Isobutene Using A Synthesised MFI Type ZeoliteDocument7 pagesIntrinsic Kinetics of MTBE Synthesis From Methanol and Isobutene Using A Synthesised MFI Type ZeolitetungksnbNo ratings yet
- Baur CatTod 2001Document8 pagesBaur CatTod 2001tungksnbNo ratings yet
- NylonDocument4 pagesNylonLuis RamírezNo ratings yet
- Pub 3231Document165 pagesPub 3231tungksnbNo ratings yet
- Netapp Cabling and Hardware BasicsDocument14 pagesNetapp Cabling and Hardware BasicsAnup AbhishekNo ratings yet
- DC Rectifier - OrionDocument12 pagesDC Rectifier - OrionLimbagaNo ratings yet
- Air PollutionDocument18 pagesAir PollutionKimjinNo ratings yet
- Senior Piping DesignerDocument2 pagesSenior Piping Designerapi-77709853No ratings yet
- 122Document10 pages122Bayangan HatiNo ratings yet
- ABB Brakers 1SDC210004D0204Document286 pagesABB Brakers 1SDC210004D0204radugorceaNo ratings yet
- Realistic Equations of StateDocument94 pagesRealistic Equations of Stateaman09752No ratings yet
- StoichiotryDocument57 pagesStoichiotryJezriel Theana SisonNo ratings yet
- Imeko TC5 2010 009Document4 pagesImeko TC5 2010 009FSNo ratings yet
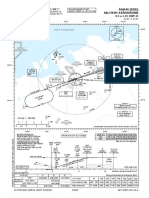
- I/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoDocument1 pageI/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoMIkołaj MorzeNo ratings yet
- FRA5310 TechDocument2 pagesFRA5310 TechBash MatNo ratings yet
- Control Lab ReportDocument11 pagesControl Lab ReportMariamMunirAhmad100% (1)
- Full Download Book Power Electronics Motor Drive Systems Fundamentals Experiments and Applications PDFDocument41 pagesFull Download Book Power Electronics Motor Drive Systems Fundamentals Experiments and Applications PDFrichard.desouza769100% (10)
- Specification: CL 21 B 105 K A F N N N EDocument3 pagesSpecification: CL 21 B 105 K A F N N N EcometNo ratings yet
- Baseline Processing ReportDocument17 pagesBaseline Processing ReportMAMAN MAMANNo ratings yet
- Artemis MK V PDFDocument2 pagesArtemis MK V PDFdeepsea74No ratings yet
- The Effects of Dissolved Sodium Chloride (Nacl) On Well Injectivity During Co2 Storage Into Saline AquifersDocument20 pagesThe Effects of Dissolved Sodium Chloride (Nacl) On Well Injectivity During Co2 Storage Into Saline AquifersMuhammad FatchurroziNo ratings yet
- Listprice 07 11Document1,797 pagesListprice 07 11Tejano RockNo ratings yet
- Schematic 1 - : CMDB-B01.00-9b-L9-1 NTS CMDB-B01.00-9a-L9-1Document1 pageSchematic 1 - : CMDB-B01.00-9b-L9-1 NTS CMDB-B01.00-9a-L9-1Michael Camit EsoNo ratings yet