You might also like
- Engineering Plasticity: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionFrom EverandEngineering Plasticity: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionNo ratings yet
- 3G Vs WifiDocument26 pages3G Vs WifiTulasinagababu LokamNo ratings yet
- MatlabDocument39 pagesMatlabDrSanjeev K Chaudhary100% (1)
- Fatigue Life of Rubber Components: Presented By: Abdul Hakim AbdullahDocument20 pagesFatigue Life of Rubber Components: Presented By: Abdul Hakim AbdullahSyah IlhamNo ratings yet
- Analysis of Air-Core Reactors From DC To Very High Frequencies Using PEEC ModelsDocument10 pagesAnalysis of Air-Core Reactors From DC To Very High Frequencies Using PEEC ModelsAnonymous zfmlsb2GjANo ratings yet
- NC Studio Gen6A Manual V8 R6 PDFDocument186 pagesNC Studio Gen6A Manual V8 R6 PDFNure KhadijaNo ratings yet
- Modeling A Dome in AbaqusDocument10 pagesModeling A Dome in AbaqusAndrei Lucaciu100% (1)
- Web 1021Document136 pagesWeb 1021krishNo ratings yet
- Dynamic Increase Factor For Steel PDFDocument17 pagesDynamic Increase Factor For Steel PDFMamet EdvantNo ratings yet
- Design Optimization of Roller Straightening Process For Steel Cord Using Response Surface MethodologyDocument6 pagesDesign Optimization of Roller Straightening Process For Steel Cord Using Response Surface MethodologybulkformingNo ratings yet
- An Optimization of Rubber Bushing Material and Structural ParametersDocument5 pagesAn Optimization of Rubber Bushing Material and Structural ParametersRajaSekarsajjaNo ratings yet
- Solidworks Flow Simulation Instructor Guide: Presenter DateDocument19 pagesSolidworks Flow Simulation Instructor Guide: Presenter Datejasbir999No ratings yet
- 4 SnappyHexMeshDocument35 pages4 SnappyHexMeshJesthyn VCNo ratings yet
- CFD LectureDocument19 pagesCFD LectureRobi Afrizal100% (1)
- 1405 - Vallourec - Express - Brochure - V7LR - 2Document4 pages1405 - Vallourec - Express - Brochure - V7LR - 2sajithv78No ratings yet
- Me301 Heat & Flow 3 Tutorial Questions (7) : PistonDocument1 pageMe301 Heat & Flow 3 Tutorial Questions (7) : PistonJeswin MathewNo ratings yet
- MYSTRAN Demo Problem ManualDocument39 pagesMYSTRAN Demo Problem Manualja_mufc_scribd100% (1)
- Buckling, Postbuckling, and Collapse Analysis With Abaqus: About This CourseDocument11 pagesBuckling, Postbuckling, and Collapse Analysis With Abaqus: About This CourseEvgeny ShavelzonNo ratings yet
- Polyflow BMTF WS02 Axisymmetric Blow MoldingDocument30 pagesPolyflow BMTF WS02 Axisymmetric Blow Moldingwoongs73No ratings yet
- Compound CylinderDocument11 pagesCompound CylinderLiliana Ara GubanNo ratings yet
- SyllabusDocument4 pagesSyllabuskarthickmech19874601100% (1)
- Welding Simulation With Abaqus 2005Document1 pageWelding Simulation With Abaqus 2005SIMULIACorpNo ratings yet
- Simulia Established Products 2020: Installation GuideDocument51 pagesSimulia Established Products 2020: Installation GuidecblNo ratings yet
- Characterization of Waste - Methodology For The Determination of The Leaching Under Specified Behaviour of Waste ConditionsDocument16 pagesCharacterization of Waste - Methodology For The Determination of The Leaching Under Specified Behaviour of Waste ConditionsASESORIAS SOLDADURASNo ratings yet
- PiSo Vs Transient SimpleDocument33 pagesPiSo Vs Transient SimpleJaeHeung GillNo ratings yet
- ABS LRFD Buckling Guide eDocument77 pagesABS LRFD Buckling Guide eJACK100% (1)
- EDEM Tutorial Bonded Particles Model: May 2018 RevisionDocument18 pagesEDEM Tutorial Bonded Particles Model: May 2018 RevisionpeymanNo ratings yet
- Development of in Situ X-Ray Diffraction and Electrochemical Characterisation Method of LNMO CathodesDocument61 pagesDevelopment of in Situ X-Ray Diffraction and Electrochemical Characterisation Method of LNMO CathodesMalte Bjerg Petersen100% (1)
- Vibration Shaker ManualDocument3 pagesVibration Shaker Manualmuladi dwianggaNo ratings yet
- Surface Roughness PDFDocument20 pagesSurface Roughness PDFThirumangaiAlwar SeenivasanNo ratings yet
- LIGGGHTS (R) - PUBLIC Users Manual (Autoguardado)Document137 pagesLIGGGHTS (R) - PUBLIC Users Manual (Autoguardado)Javier OyarceNo ratings yet
- PP FG LotDocument33 pagesPP FG LotPipinRioSianturi100% (1)
- Introduction of SuperpaveDocument11 pagesIntroduction of SuperpaveCivilEngClubNo ratings yet
- Dratt, Katterfeld - 2017 - Coupling of FEM and DEM Simulations To Consider Dynamic Deformations Under Particle Load PDFDocument15 pagesDratt, Katterfeld - 2017 - Coupling of FEM and DEM Simulations To Consider Dynamic Deformations Under Particle Load PDFFrancisco Loyola CarrascoNo ratings yet
- Introduction To Finite Element Method University of Colorado at Boulder PDFDocument513 pagesIntroduction To Finite Element Method University of Colorado at Boulder PDFSudip ShresthaNo ratings yet
- LatexDocument11 pagesLatexShanka UdugampolaNo ratings yet
- 2015 GEO Depth 80 ProblemsDocument89 pages2015 GEO Depth 80 Problems주주람No ratings yet
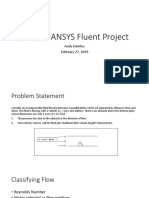
- Ansys Fluent Project in Advanced Fluid MechanicsDocument42 pagesAnsys Fluent Project in Advanced Fluid Mechanicsالسيد الميالي النجفيNo ratings yet
- Thesis Lid DrivenDocument145 pagesThesis Lid DrivenEddieq100% (1)
- Structural Optimization Assignment Final PrintDocument31 pagesStructural Optimization Assignment Final PrintmulualemNo ratings yet
- 4 - Soil Mechanics 3 SeepageDocument3 pages4 - Soil Mechanics 3 SeepageRaj Kc100% (1)
- Python Client For EAPI DocumentationDocument115 pagesPython Client For EAPI DocumentationAnonymous G1iPoNOKNo ratings yet
- COMSOL ApplicationLibraryManualDocument390 pagesCOMSOL ApplicationLibraryManualJessicaTorresRedondoNo ratings yet
- Automation Principles and StrategiesDocument25 pagesAutomation Principles and StrategiessrikanthNo ratings yet
- Virtual Testing of A Composite Cylindrical Lattice StructureDocument1 pageVirtual Testing of A Composite Cylindrical Lattice StructureSiva BhaskarNo ratings yet
- Computer Controlled Heat Exchanger Service UnitDocument72 pagesComputer Controlled Heat Exchanger Service Unitliam098100% (2)
- M Tech ProjectDocument98 pagesM Tech Projectmanoj phadtareNo ratings yet
- Two Dimensional CFD Analysis of A Hydraulic Gear PumpDocument18 pagesTwo Dimensional CFD Analysis of A Hydraulic Gear PumpsaravanaNo ratings yet
- Composites Modeler For AbaqusDocument10 pagesComposites Modeler For AbaqusrrjnrNo ratings yet
- Heat Transfer Design ProjectDocument11 pagesHeat Transfer Design ProjectKris Thomas100% (1)
- APM PapersDocument49 pagesAPM Papershosseinidokht86No ratings yet
- Blastcad - Noranda's Three-Dimensional Underground Blast DesignDocument7 pagesBlastcad - Noranda's Three-Dimensional Underground Blast Designsuigeneris11No ratings yet
- Modeling Sediment Erosion and Deposition With The FLOW-3D Sedimentation & Scour ModelDocument22 pagesModeling Sediment Erosion and Deposition With The FLOW-3D Sedimentation & Scour Modelozzy22No ratings yet
- MSC Patran Gap ElementsDocument22 pagesMSC Patran Gap ElementsAdhithya Bhat100% (1)
- Advanced Geotechnical Engineering PDFDocument4 pagesAdvanced Geotechnical Engineering PDFAnil MarsaniNo ratings yet
- Batch MeshDocument23 pagesBatch MeshjibharatNo ratings yet
- Amine Sweetening With MDEA+DGA+Piperazine: 13-Acid GasDocument1 pageAmine Sweetening With MDEA+DGA+Piperazine: 13-Acid Gasvid_kiranNo ratings yet
- l05 Blanking and Fine BlankingDocument41 pagesl05 Blanking and Fine BlankingBulent TopalNo ratings yet
- Metal Forming TechnologyDocument42 pagesMetal Forming TechnologydedybarokahNo ratings yet
- Abaqus Tutorial 28 Disk Brake Friction SimuleonDocument10 pagesAbaqus Tutorial 28 Disk Brake Friction SimuleonKarim N. SalloomiNo ratings yet
- Franc3d v7 Ansys TutorialDocument200 pagesFranc3d v7 Ansys TutorialKarim N. Salloomi100% (1)
- Steps in Performing A Finite Element Analysis: Pre-ProcessingDocument5 pagesSteps in Performing A Finite Element Analysis: Pre-ProcessingKarim N. SalloomiNo ratings yet
- Abaqus Tensile TestDocument4 pagesAbaqus Tensile TestKarim N. SalloomiNo ratings yet
- HFSS Tutorial1Document6 pagesHFSS Tutorial1Karim N. SalloomiNo ratings yet
- Fortran Tutorial 6Document9 pagesFortran Tutorial 6Karim N. SalloomiNo ratings yet
- List of Some Common Surgical TermsDocument5 pagesList of Some Common Surgical TermsShakil MahmodNo ratings yet
- Cyclic MeditationDocument8 pagesCyclic MeditationSatadal GuptaNo ratings yet
- Civ Beyond Earth HotkeysDocument1 pageCiv Beyond Earth HotkeysExirtisNo ratings yet
- Aditya Birla GroupDocument21 pagesAditya Birla GroupNarendra ThummarNo ratings yet
- Kapinga Kamwalye Conservancy ReleaseDocument5 pagesKapinga Kamwalye Conservancy ReleaseRob ParkerNo ratings yet
- Kosher Leche Descremada Dairy America Usa Planta TiptonDocument2 pagesKosher Leche Descremada Dairy America Usa Planta Tiptontania SaezNo ratings yet
- Upes School of Law Lac & Adr Association: PresentsDocument7 pagesUpes School of Law Lac & Adr Association: PresentsSuvedhya ReddyNo ratings yet
- Current Concepts in Elbow Fracture Dislocation: Adam C Watts, Jagwant Singh, Michael Elvey and Zaid HamoodiDocument8 pagesCurrent Concepts in Elbow Fracture Dislocation: Adam C Watts, Jagwant Singh, Michael Elvey and Zaid HamoodiJoão Artur BonadimanNo ratings yet
- Introduction - Livspace - RenoDocument12 pagesIntroduction - Livspace - RenoMêghnâ BîswâsNo ratings yet
- Genomic Tools For Crop ImprovementDocument41 pagesGenomic Tools For Crop ImprovementNeeru RedhuNo ratings yet
- Ring and Johnson CounterDocument5 pagesRing and Johnson CounterkrsekarNo ratings yet
- Open Source NetworkingDocument226 pagesOpen Source NetworkingyemenlinuxNo ratings yet
- How To Launch Remix OS For PCDocument2 pagesHow To Launch Remix OS For PCfloapaaNo ratings yet
- Gracie Warhurst WarhurstDocument1 pageGracie Warhurst Warhurstapi-439916871No ratings yet
- Ci Thai RiceDocument4 pagesCi Thai RiceMakkah Madina riceNo ratings yet
- UM-140-D00221-07 SeaTrac Developer Guide (Firmware v2.4)Document154 pagesUM-140-D00221-07 SeaTrac Developer Guide (Firmware v2.4)Antony Jacob AshishNo ratings yet
- Formula:: High Low Method (High - Low) Break-Even PointDocument24 pagesFormula:: High Low Method (High - Low) Break-Even PointRedgie Mark UrsalNo ratings yet
- EAC Inquiry SDCDocument9 pagesEAC Inquiry SDCThe Sustainable Development Commission (UK, 2000-2011)No ratings yet
- Hand Out Fire SurpressDocument69 pagesHand Out Fire SurpressSeptiawanWandaNo ratings yet
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To InformationnmclaughNo ratings yet
- Curriculum Guide Ay 2021-2022: Dr. Gloria Lacson Foundation Colleges, IncDocument9 pagesCurriculum Guide Ay 2021-2022: Dr. Gloria Lacson Foundation Colleges, IncJean Marie Itang GarciaNo ratings yet
- Network Fundamentas ITEC90Document5 pagesNetwork Fundamentas ITEC90Psychopomp PomppompNo ratings yet
- 52 - JB CHP Trigen - V01Document33 pages52 - JB CHP Trigen - V01July E. Maldonado M.No ratings yet
- Antibiotic Zone Interpretation Guide PDFDocument2 pagesAntibiotic Zone Interpretation Guide PDFFarandy Insan Sejati100% (2)
- Mathematics BQP 2022Document43 pagesMathematics BQP 2022muhammadmansuri815No ratings yet
- Segregation in CastingDocument17 pagesSegregation in CastingAsmaa Smsm Abdallh78% (9)
- Amendments To The PPDA Law: Execution of Works by Force AccountDocument2 pagesAmendments To The PPDA Law: Execution of Works by Force AccountIsmail A Ismail100% (1)
- Module 1 Lesson 2Document31 pagesModule 1 Lesson 2Angela Rose BanastasNo ratings yet
- Resume 1Document2 pagesResume 1Aidie HerreraNo ratings yet
- Ritesh Agarwal: Presented By: Bhavik Patel (Iu1981810008) ABHISHEK SHARMA (IU1981810001) VISHAL RATHI (IU1981810064)Document19 pagesRitesh Agarwal: Presented By: Bhavik Patel (Iu1981810008) ABHISHEK SHARMA (IU1981810001) VISHAL RATHI (IU1981810064)Abhi SharmaNo ratings yet