You might also like
- Manual de treinamento em cronoanáliseDocument41 pagesManual de treinamento em cronoanáliseRicardoLopesNo ratings yet
- Perkins 23/25/2800 Series Diesel Engine TrainingDocument165 pagesPerkins 23/25/2800 Series Diesel Engine TrainingLudmila Leal86% (7)
- Manutenção Centrada em ConfiabilidadeDocument55 pagesManutenção Centrada em ConfiabilidadeNosgam SilvaNo ratings yet
- Manual de Boas Práticas VF - 15102018 - Final PDFDocument58 pagesManual de Boas Práticas VF - 15102018 - Final PDFMarlene FerreiraNo ratings yet
- Plant Controller E A Controladoria De FábricaFrom EverandPlant Controller E A Controladoria De FábricaRating: 5 out of 5 stars5/5 (1)
- Associação de resistores em série e paraleloDocument2 pagesAssociação de resistores em série e paralelomarialisa100% (1)
- Projeto Green BeltDocument70 pagesProjeto Green BeltGERALDO JOSENo ratings yet
- Gestão Da Produção e Das Operações LogísticasDocument78 pagesGestão Da Produção e Das Operações LogísticasOsvaldino NetoNo ratings yet
- Indicadores de manutenção e OEE relacionam eficiência de equipamentoDocument87 pagesIndicadores de manutenção e OEE relacionam eficiência de equipamentoRobsonstatisticsNo ratings yet
- As características fundamentais do plano-piloto de BrasíliaDocument7 pagesAs características fundamentais do plano-piloto de BrasíliaFilippo LambertiNo ratings yet
- ARDUINO - Cartilha para Programação em CDocument23 pagesARDUINO - Cartilha para Programação em CJoão Alexandre Silveira100% (3)
- ARDUINO - Cartilha para Programação em CDocument23 pagesARDUINO - Cartilha para Programação em CJoão Alexandre Silveira100% (3)
- Instrumentacao 12a PDFDocument301 pagesInstrumentacao 12a PDFRonaldo TourinhoNo ratings yet
- Apostila CronoanaliseDocument41 pagesApostila CronoanaliseMadknight GameplayNo ratings yet
- Trabalho CalandraDocument16 pagesTrabalho CalandraLeticia Lana100% (2)
- 397 TPM - Total Productive MaintenanceDocument37 pages397 TPM - Total Productive MaintenanceBreno LizardoNo ratings yet
- Spicer Catálogo Cruzetas e Componentes de Cardan 2012Document96 pagesSpicer Catálogo Cruzetas e Componentes de Cardan 2012LEODECIO BELO DE OLIVEIRANo ratings yet
- Implantação de programa de manutenção em empresa de usinagemDocument58 pagesImplantação de programa de manutenção em empresa de usinagemAlex Rougé100% (1)
- Technik Manuaisecatalogos 02 Senai SistemadesinalizacaoeiluminacaoautomotivoDocument128 pagesTechnik Manuaisecatalogos 02 Senai SistemadesinalizacaoeiluminacaoautomotivoPaulo JorgeNo ratings yet
- 12 05 02 Modelo de Laudo de PoeirasDocument5 pages12 05 02 Modelo de Laudo de PoeirasEOCG100% (1)
- DELPHI InjeçãoEletrônicaeIgnicao 2015-2016Document256 pagesDELPHI InjeçãoEletrônicaeIgnicao 2015-2016pecas100% (2)
- TCC - Gestão de EstoquesDocument58 pagesTCC - Gestão de EstoquesAdriana Moura100% (1)
- 2014 Programacao SaiaDocument79 pages2014 Programacao Saiaj_ccunhaNo ratings yet
- Prod 11Document82 pagesProd 11Onormandes FerreiraNo ratings yet
- Gestão de Manufatura: ferramentas e conceitosDocument7 pagesGestão de Manufatura: ferramentas e conceitos218982018 218982018No ratings yet
- PG Ceep 2014 1 23 230319 200403Document49 pagesPG Ceep 2014 1 23 230319 200403Patrícia AlvesNo ratings yet
- Trivellato Arthur AntunesDocument73 pagesTrivellato Arthur AntunesThiago KaiserNo ratings yet
- Otimização Da Produção Com o ANDON SYSTEMDocument55 pagesOtimização Da Produção Com o ANDON SYSTEMJaime De Castro CamposNo ratings yet
- Implementação de Produção Enxuta com DMAICDocument82 pagesImplementação de Produção Enxuta com DMAICneombaNo ratings yet
- Gustavo Teixeira Pereira Jacson Ferraz PoloDocument112 pagesGustavo Teixeira Pereira Jacson Ferraz PoloMarcos Vinícius GraeberNo ratings yet
- Gerenciando gargalos de produçãoDocument41 pagesGerenciando gargalos de produçãomarceloprNo ratings yet
- Melhoria da produtividade em indústria gráficaDocument92 pagesMelhoria da produtividade em indústria gráficaEmerson ClementeNo ratings yet
- TP02 2003 1ivanrballockvfDocument62 pagesTP02 2003 1ivanrballockvfapiai74No ratings yet
- DM JoseSantos 2012 MEMDocument124 pagesDM JoseSantos 2012 MEMSamuel ShimadaNo ratings yet
- TCC 2 - Evelyn Cantini DiasDocument52 pagesTCC 2 - Evelyn Cantini DiasLauritachavarriaNo ratings yet
- 2007 3 Luís-OctávioDocument68 pages2007 3 Luís-OctávioSu OlivNo ratings yet
- Estudo da Fiabilidade, Disponibilidade e Manutibilidade em Equipamentos IndustriaisDocument41 pagesEstudo da Fiabilidade, Disponibilidade e Manutibilidade em Equipamentos IndustriaisTiago FernandesNo ratings yet
- TCC - Logística Enxuta Aplicada A Um Centro de DistribuiçãoDocument96 pagesTCC - Logística Enxuta Aplicada A Um Centro de DistribuiçãoRimberg TavaresNo ratings yet
- Estudo Sobre Sistema de Medição de Desempenho Baseado Nas Ferramentas Da Produção EnxutaDocument64 pagesEstudo Sobre Sistema de Medição de Desempenho Baseado Nas Ferramentas Da Produção EnxutaRonian GrossiNo ratings yet
- Cronoanálise para melhoria do suprimento da linha de montagem de empresa agrícolaDocument55 pagesCronoanálise para melhoria do suprimento da linha de montagem de empresa agrícolahigormeNo ratings yet
- TCC-Transportador de CorreiasDocument139 pagesTCC-Transportador de CorreiasSebastião CorrêaNo ratings yet
- Sistema de Supervisão Industrial CLPDocument62 pagesSistema de Supervisão Industrial CLPAnderson Ricardo PradoNo ratings yet
- Portfólio Engenharia de Métodos - Flávio Rodrigo GloriaDocument10 pagesPortfólio Engenharia de Métodos - Flávio Rodrigo GloriaFlávio Rodrigo GloriaNo ratings yet
- TCCDocument87 pagesTCCcaue gomesNo ratings yet
- Automatização de testes e integração com MESDocument40 pagesAutomatização de testes e integração com MESAnonymous 687oIjLSTNNo ratings yet
- Processo produção papel toalhaDocument20 pagesProcesso produção papel toalhaGreiko SouzaNo ratings yet
- Previsão de Demanda em Engenharia de ProduçãoDocument53 pagesPrevisão de Demanda em Engenharia de ProduçãoPolyana AraujoNo ratings yet
- S - P99 - 41000062 - TF - Jose RodolfoDocument99 pagesS - P99 - 41000062 - TF - Jose Rodolfoprocwork44No ratings yet
- Teoria do Produtor e Análise de Custos na ProduçãoDocument13 pagesTeoria do Produtor e Análise de Custos na ProduçãoLuis PondjaNo ratings yet
- HP 49 GDocument88 pagesHP 49 GFelipe Acquati100% (1)
- Reengenharia de Sistemas com RUP - Estudo de Caso: APUFSCDocument92 pagesReengenharia de Sistemas com RUP - Estudo de Caso: APUFSCMrBig07No ratings yet
- TCC Carlos Ferreira - Versão FinalDocument127 pagesTCC Carlos Ferreira - Versão FinalCarlos Volnei FerreiraNo ratings yet
- Retrofitting da Alimentação de PapelDocument71 pagesRetrofitting da Alimentação de PapelBruno OliveiraNo ratings yet
- Trabalho TCC PoDocument10 pagesTrabalho TCC PoAcquaNo ratings yet
- Gestão da Melhoria Contínua na Impressão FlexográficaDocument62 pagesGestão da Melhoria Contínua na Impressão FlexográficaJadson RobertoNo ratings yet
- ModuloPlanejamentoControleDocument53 pagesModuloPlanejamentoControlegrupoconfido007No ratings yet
- APS - Sistema Toyota de Produção - 7 Semestre-11Document38 pagesAPS - Sistema Toyota de Produção - 7 Semestre-11Jefferson Nascimento100% (1)
- 2019 Lucas Maciel SchneiderDocument95 pages2019 Lucas Maciel SchneiderEduardo DinizNo ratings yet
- Relatorio Final - Projeto Integrador PEP007 5N2 - SP - Pera Marmelo ConcluídoDocument34 pagesRelatorio Final - Projeto Integrador PEP007 5N2 - SP - Pera Marmelo ConcluídoGislaine Franca Cordeiro de SouzaNo ratings yet
- 259177935-PIM-IV-Unip-pim-4º-semestre-20142Document44 pages259177935-PIM-IV-Unip-pim-4º-semestre-20142Wellington de MattosNo ratings yet
- ProEng - Excel Integral - ApostilaDocument68 pagesProEng - Excel Integral - ApostilacardosoguilhermeNo ratings yet
- Balanceamento de Linhas de ProduçãoDocument53 pagesBalanceamento de Linhas de ProduçãoRenato Ramos de AndradeNo ratings yet
- Uma Análise de Técnicas Do Planejamento e Controle Da Produção e Da Filosofia LeanDocument59 pagesUma Análise de Técnicas Do Planejamento e Controle Da Produção e Da Filosofia LeanKenia ArrudaNo ratings yet
- Monografia Eduardo Batista PDFDocument176 pagesMonografia Eduardo Batista PDFFabrício DiasNo ratings yet
- Estudo Layout CelularDocument68 pagesEstudo Layout CelularJRS_EscontNo ratings yet
- Sistemas de Produção: Origem, Classificação e Sistema ToyotaDocument63 pagesSistemas de Produção: Origem, Classificação e Sistema ToyotacrmouraNo ratings yet
- Sobre o autor Maykon Silva SouzaDocument204 pagesSobre o autor Maykon Silva SouzaNathalya TorquatoNo ratings yet
- ApqpDocument131 pagesApqpjc_barbosaNo ratings yet
- Gemba - Local onde os problemas são visíveisDocument2 pagesGemba - Local onde os problemas são visíveisa_v_e_i_aNo ratings yet
- Manutenção Preventiva Perde Espaço para Manutenção Preditiva em Busca de ConfiabilidadeDocument3 pagesManutenção Preventiva Perde Espaço para Manutenção Preditiva em Busca de Confiabilidadea_v_e_i_aNo ratings yet
- 7 Passos Essenciais para Você Cumprir Todas Suas Promessas de Início de AnoDocument4 pages7 Passos Essenciais para Você Cumprir Todas Suas Promessas de Início de Anoa_v_e_i_aNo ratings yet
- Confiabilidade e Disponibilidade de Máquinas - Um Exemplo PráticoDocument17 pagesConfiabilidade e Disponibilidade de Máquinas - Um Exemplo Práticoa_v_e_i_aNo ratings yet
- Aquisiçao de Dados Placa de SomDocument136 pagesAquisiçao de Dados Placa de SomJose Joventino de OliveiraNo ratings yet
- Artigo Sobre LabViewDocument63 pagesArtigo Sobre LabViewa_v_e_i_aNo ratings yet
- Cba2010 CLPDocument8 pagesCba2010 CLPDenise PereiraNo ratings yet
- Lista 09 - Campo Magnetico Produzido Por CorrentesDocument3 pagesLista 09 - Campo Magnetico Produzido Por Correntesa_v_e_i_aNo ratings yet
- Lean - A Metodologia Kaizen Na Condução de Processos de Mudança em Sistemas de Produção EnxutaDocument10 pagesLean - A Metodologia Kaizen Na Condução de Processos de Mudança em Sistemas de Produção Enxutanatmayumi1594No ratings yet
- Cba2010 CLPDocument8 pagesCba2010 CLPDenise PereiraNo ratings yet
- Escopo Da SeçãoDocument2 pagesEscopo Da Seçãoa_v_e_i_aNo ratings yet
- Cba2010 CLPDocument8 pagesCba2010 CLPDenise PereiraNo ratings yet
- A Confiabilidade e A Manutenção Dos Ativos IndustriaisDocument3 pagesA Confiabilidade e A Manutenção Dos Ativos Industriaisa_v_e_i_aNo ratings yet
- 5S e KaizenDocument42 pages5S e KaizenJuliana SousaNo ratings yet
- Estoque - Como Elaborar Pooliticas de Gestao de EstoqueDocument37 pagesEstoque - Como Elaborar Pooliticas de Gestao de Estoquea_v_e_i_aNo ratings yet
- Modulo Qual 10Document33 pagesModulo Qual 10Eduardo RamosNo ratings yet
- Kaizen - Proposta de Uma Metodologia para Gestão Do Conhecimento No Chao de FabricaDocument8 pagesKaizen - Proposta de Uma Metodologia para Gestão Do Conhecimento No Chao de Fabricaa_v_e_i_aNo ratings yet
- SOLVENTES CLORADOS PARA LIMPEZA DE METAISDocument124 pagesSOLVENTES CLORADOS PARA LIMPEZA DE METAISa_v_e_i_aNo ratings yet
- Manual To Ao InoxDocument51 pagesManual To Ao Inoxamigoalaercio3439No ratings yet
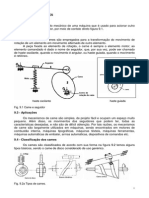
- Cames e seguidores: definição e aplicaçõesDocument32 pagesCames e seguidores: definição e aplicaçõesLuis Fernando ColleNo ratings yet
- Cames e seguidores: definição e aplicaçõesDocument32 pagesCames e seguidores: definição e aplicaçõesLuis Fernando ColleNo ratings yet
- Como evitar erros na construção de concreto armadoDocument6 pagesComo evitar erros na construção de concreto armadoBruno UtzigNo ratings yet
- Folheto c200 c400 e c600Document2 pagesFolheto c200 c400 e c600Hugo KLG killingNo ratings yet
- Análise do impacto econômico da exigência do Dispositivo de Seccionamento Visível (DSV) para sistemas fotovoltaicos de até 30 kWp no BrasilDocument34 pagesAnálise do impacto econômico da exigência do Dispositivo de Seccionamento Visível (DSV) para sistemas fotovoltaicos de até 30 kWp no BrasilRoger RogerNo ratings yet
- 11 Monroe - Dicas Troca de AmortecedorDocument3 pages11 Monroe - Dicas Troca de AmortecedorAlessandro MaiaNo ratings yet
- Curriculum Vitae HelderDocument3 pagesCurriculum Vitae Helderhelder_santos2No ratings yet
- 1.A Importância Da Gestão Por ProcessosDocument11 pages1.A Importância Da Gestão Por ProcessosWellington Tiago RafaelNo ratings yet
- VR01.01-00.12-Conexao de Microgeradores Ao Sistema de Distribuicao Da Cosern 2 EdicaoDocument26 pagesVR01.01-00.12-Conexao de Microgeradores Ao Sistema de Distribuicao Da Cosern 2 EdicaoAndré Gustavo BarrosNo ratings yet
- Rotaer 030512Document836 pagesRotaer 030512Walkir RibeiroNo ratings yet
- Resultado Do Concurso AntigoDocument10 pagesResultado Do Concurso AntigoDoney Corteletti StinguelNo ratings yet
- NashDocument2 pagesNashCarlos GomesNo ratings yet
- Protheus 12-Visão Gerancial FinanceiraDocument8 pagesProtheus 12-Visão Gerancial FinanceiraBruno CamposNo ratings yet
- X4 - PretoDocument3 pagesX4 - Pretodyego oliveira torresNo ratings yet
- Relatório UsinagemDocument12 pagesRelatório UsinagemIsabela RodriguesNo ratings yet
- Acabamentos Soprano 2021Document80 pagesAcabamentos Soprano 2021Fernanda LagoNo ratings yet
- Vidro temperado AltinópolisDocument3 pagesVidro temperado AltinópolisGUTECNo ratings yet
- Manual Sentra - 2019Document388 pagesManual Sentra - 2019William ChagasNo ratings yet
- GARRA 300 aroado escarificador desarme automáticoDocument24 pagesGARRA 300 aroado escarificador desarme automáticoWesley Moraes GarciaNo ratings yet
- Chave Implante - Pesquisa GoogleDocument1 pageChave Implante - Pesquisa GoogleDi Produções ...No ratings yet
- Certificado Motorista Caminhão Munck - Jean Costa Lima 2022Document2 pagesCertificado Motorista Caminhão Munck - Jean Costa Lima 2022Leonardo ManerichNo ratings yet
- Gestão Da Manutenção de Uma Unidade de Estampagem de Componentes para A Indústria Automóvel Na Inapal Metal S.A., Empresa Cliente Da Iberogestão LdaDocument84 pagesGestão Da Manutenção de Uma Unidade de Estampagem de Componentes para A Indústria Automóvel Na Inapal Metal S.A., Empresa Cliente Da Iberogestão LdaVanessa Alves MoreiraNo ratings yet
- Medir o Sucesso Logístico com KPIsDocument22 pagesMedir o Sucesso Logístico com KPIsBruna Niccoli RamirezNo ratings yet