You might also like
- DIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!From EverandDIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Rating: 4 out of 5 stars4/5 (4)
- Blowback Bolt WeightsDocument4 pagesBlowback Bolt Weightsorions_hammer100% (2)
- Practical Guide to the Operational Use of the TT-33 Tokarev PistolFrom EverandPractical Guide to the Operational Use of the TT-33 Tokarev PistolRating: 5 out of 5 stars5/5 (2)
- Firearms - Blueprint - Sten MK III Sub Machine Gun Receiver BondDocument1 pageFirearms - Blueprint - Sten MK III Sub Machine Gun Receiver Bondanjan971% (14)
- Holmes 50Document65 pagesHolmes 50The_Desolator100% (15)
- 1911 Slide JigDocument1 page1911 Slide JigNester TovarNo ratings yet
- Shotgun Based Pistol BlueprintDocument6 pagesShotgun Based Pistol BlueprintGonzoGranello0% (1)
- 1F7BZ MR Singleshot's Book of Rifle Plans Part5Document12 pages1F7BZ MR Singleshot's Book of Rifle Plans Part5angelines123100% (6)
- Blueprint - Sten MK II, MP-40, Yugo 56, Submachine GunsDocument8 pagesBlueprint - Sten MK II, MP-40, Yugo 56, Submachine GunsNorm80% (10)
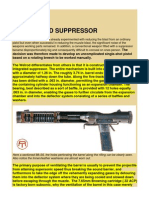
- The Welrod SuppressorDocument60 pagesThe Welrod Suppressorblowmeasshole1911100% (14)
- Honda Gx200 Engine ManualDocument2 pagesHonda Gx200 Engine Manualgomes_marina930% (1)
- Toyota GD Series Diesel Engines: Eugenio, 77Document16 pagesToyota GD Series Diesel Engines: Eugenio, 77Sutikno100% (4)
- Firing Mechanism For FirearmDocument33 pagesFiring Mechanism For FirearmNester Tovar100% (4)
- Thompson SMG PlansDocument52 pagesThompson SMG PlansNicholas Jumikis100% (22)
- Uzi Restrictor Ring and Barrel BushingDocument1 pageUzi Restrictor Ring and Barrel BushingNester Tovar100% (1)
- 1911 Frame TutorialDocument22 pages1911 Frame Tutorialblackta6100% (6)
- UZI Bolt InfoDocument6 pagesUZI Bolt InfoNester Tovar100% (12)
- High Volume Automatic and Semi ADocument15 pagesHigh Volume Automatic and Semi ANester TovarNo ratings yet
- High Volume Automatic and Semi ADocument15 pagesHigh Volume Automatic and Semi ANester TovarNo ratings yet
- Post 89 38751 Sten Construction ManualDocument49 pagesPost 89 38751 Sten Construction ManualDerrick Clark100% (4)
- 50 Cal PlansDocument24 pages50 Cal PlansClint Muldoon100% (10)
- Carl Gustav m45Document18 pagesCarl Gustav m45lobosolitariobe100% (2)
- United States Rifles and Machine GunsDocument346 pagesUnited States Rifles and Machine GunsLogicIndustriesLLC100% (2)
- SGN22 1 PDFDocument3 pagesSGN22 1 PDFgalak12001100% (4)
- BarrelDocument1 pageBarrelNO2NWO100% (1)
- Elementary Gunsmithing - A Manual of Instruction for Amateurs in the Alteration and Repair of FirearmsFrom EverandElementary Gunsmithing - A Manual of Instruction for Amateurs in the Alteration and Repair of FirearmsNo ratings yet
- Gun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsFrom EverandGun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsNo ratings yet
- AR 18 DrawingsDocument10 pagesAR 18 DrawingsNester Tovar100% (2)
- The Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsFrom EverandThe Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsRating: 5 out of 5 stars5/5 (3)
- The AK Short Throw TriggerDocument6 pagesThe AK Short Throw TriggerAdam Hemsley100% (1)
- Uzi Barrel TrunionsDocument4 pagesUzi Barrel TrunionsNester Tovar50% (2)
- Uzi Barrel TrunionsDocument4 pagesUzi Barrel TrunionsNester Tovar50% (2)
- Professor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor ParabellumDocument23 pagesProfessor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor Parabellumzaid hashem100% (2)
- FN ReceiverDocument1 pageFN ReceiverNester Tovar100% (1)
- Practical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRFrom EverandPractical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRNo ratings yet
- Blueprints PPSH41 Yugo49-57 American180 Browning1919Document7 pagesBlueprints PPSH41 Yugo49-57 American180 Browning1919Mika100% (2)
- Sten mk2 Complete Machine Instructions PDFDocument24 pagesSten mk2 Complete Machine Instructions PDFTristan Jones100% (2)
- SKS PrintssksDocument6 pagesSKS PrintssksNester Tovar95% (19)
- The New SW 76 Submachine Gun (Small Arms Review)Document3 pagesThe New SW 76 Submachine Gun (Small Arms Review)antermv86% (7)
- AK47 Variation ChartDocument50 pagesAK47 Variation ChartNester Tovar100% (3)
- Bolt Mechanism For Fire ArmDocument35 pagesBolt Mechanism For Fire ArmNester TovarNo ratings yet
- 20v4000enDocument266 pages20v4000enMario MartinezNo ratings yet
- Practical Guide to the Operational Use of the PPS-43 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunNo ratings yet
- Ruger Mark IDocument7 pagesRuger Mark IAdam OrionNo ratings yet
- Ruger MkII Ejector Dimension Ed FlatDocument1 pageRuger MkII Ejector Dimension Ed FlatMike NichlosNo ratings yet
- How I Make A Chamber ReamerDocument17 pagesHow I Make A Chamber ReamerGhazali Zuberi100% (30)
- Suomi ReceiverDocument2 pagesSuomi ReceiverNester Tovar100% (2)
- Suomi ReceiverDocument2 pagesSuomi ReceiverNester Tovar100% (2)
- Post-3-52119-Post 3 96644 1885 HighwallDocument6 pagesPost-3-52119-Post 3 96644 1885 HighwallNester Tovar100% (2)
- ZipGun PDFDocument6 pagesZipGun PDFferqrNo ratings yet
- US660725 Hamilton Rifling MachineDocument3 pagesUS660725 Hamilton Rifling MachineDavid Corbett100% (1)
- The English Sten Sub Machine Gun ExplainedDocument11 pagesThe English Sten Sub Machine Gun Explainedknockelflies100% (3)
- M1 and M9 LinksDocument0 pagesM1 and M9 LinksNester TovarNo ratings yet
- MAX1045 ManualDocument13 pagesMAX1045 Manualbrowar444100% (1)
- Grasshopper Ak-47 Jig GuncoDocument5 pagesGrasshopper Ak-47 Jig Guncoterrencebelles100% (2)
- SuppressorsFrom EverandSuppressorsEditors of RECOIL MagazineNo ratings yet
- Practical Guide to the Operational Use of the UZI Submachine GunFrom EverandPractical Guide to the Operational Use of the UZI Submachine GunNo ratings yet
- Cetme FlatDocument15 pagesCetme Flatjohnoneal0% (1)
- Ammo TM ExtractDocument6 pagesAmmo TM ExtractNester TovarNo ratings yet
- 7CBCE Full Auto Vol 3 MAC-10 Single PagesDocument58 pages7CBCE Full Auto Vol 3 MAC-10 Single Pagesangelines123100% (4)
- Uzi B Band For Mini BarrelDocument1 pageUzi B Band For Mini BarrelNester TovarNo ratings yet
- Practical Guide to the Operational Use of the PPSh-41 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPSh-41 Submachine GunRating: 5 out of 5 stars5/5 (2)
- Make Your Own Chamber ReamersDocument9 pagesMake Your Own Chamber ReamersMarky Maypo100% (1)
- Sten TemplateDocument1 pageSten TemplateNester TovarNo ratings yet
- Sten TemplateDocument1 pageSten TemplateNester TovarNo ratings yet
- Ganesh Balasubramanian (Eds.) - Advances in Nanomaterials - Fundamentals, Properties and Applications-Springer International Publishing (2018)Document181 pagesGanesh Balasubramanian (Eds.) - Advances in Nanomaterials - Fundamentals, Properties and Applications-Springer International Publishing (2018)Jesus Moreno Castillo100% (1)
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationFrom EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNo ratings yet
- AK47 ServiceDocument85 pagesAK47 ServiceNester TovarNo ratings yet
- 2XTM Magwell InstallationDocument15 pages2XTM Magwell InstallationjumikuulaNo ratings yet
- SKSManualDocument49 pagesSKSManualsolid_alpha_1984No ratings yet
- 180 Misc .DXFDocument392 pages180 Misc .DXFNester Tovar0% (1)
- 555thjig PrintDocument1 page555thjig PrintNester TovarNo ratings yet
- SKSManualDocument49 pagesSKSManualsolid_alpha_1984No ratings yet
- 53 Bevel Gear Support DrawDocument1 page53 Bevel Gear Support DrawFelipe KnorstNo ratings yet
- 53 Bevel Gear Support DrawDocument1 page53 Bevel Gear Support DrawFelipe KnorstNo ratings yet
- AK47receiverplan Rev3Document1 pageAK47receiverplan Rev3Nester TovarNo ratings yet
- Ormin ElementaryDocument19 pagesOrmin ElementaryPRC Board100% (1)
- MSDS - Molecular Sieve 4ADocument4 pagesMSDS - Molecular Sieve 4AadeliaaaNo ratings yet
- s1fnmdl3sm PDFDocument26 pagess1fnmdl3sm PDFmn_aminNo ratings yet
- HandRail Specsgf For CfvdrfsDocument3 pagesHandRail Specsgf For CfvdrfsTarek TarekNo ratings yet
- Expdb DorkDocument3 pagesExpdb Dorkhdr kNo ratings yet
- Owatch VR Games Quotation - 2017!4!24Document3 pagesOwatch VR Games Quotation - 2017!4!24ali4957270No ratings yet
- Andreki, P. (2016) - Exploring Critical Success Factors of Construction Projects.Document12 pagesAndreki, P. (2016) - Exploring Critical Success Factors of Construction Projects.beast mickeyNo ratings yet
- RE14092021Document2 pagesRE14092021francis puthuserilNo ratings yet
- Paver BlockDocument16 pagesPaver BlockRavinder Singh100% (1)
- Spare Parts List: Riders R214 TC, 967325902, 2017-01Document49 pagesSpare Parts List: Riders R214 TC, 967325902, 2017-01aliuta aliutaNo ratings yet
- Need and Future of Electronics and Automation inDocument21 pagesNeed and Future of Electronics and Automation inAjay Kumar VermaNo ratings yet
- Behringer EPR900 Powered Speaker SchematicsDocument14 pagesBehringer EPR900 Powered Speaker SchematicsJimNo ratings yet
- AEC UPS Catalogue 2020Document46 pagesAEC UPS Catalogue 2020Алексей БабинNo ratings yet
- Base Plate and Anchor Rod DesignDocument2 pagesBase Plate and Anchor Rod DesignKannan MurugesanNo ratings yet
- Full Download Book Power Electronics Motor Drive Systems Fundamentals Experiments and Applications PDFDocument41 pagesFull Download Book Power Electronics Motor Drive Systems Fundamentals Experiments and Applications PDFrichard.desouza769100% (10)
- 3 3 3 Reverse Engineering Worksheet 1Document4 pages3 3 3 Reverse Engineering Worksheet 1api-275555576No ratings yet
- CPP Exceptions Handling PDFDocument4 pagesCPP Exceptions Handling PDFRakib Uddin ChowdhuryNo ratings yet
- Digital Joints Solutions - Sep-2016-CatalogueDocument102 pagesDigital Joints Solutions - Sep-2016-CatalogueiamlpNo ratings yet
- 3.re Situation in Suez Canal - M.V EVER GIVEN SUCCESSFULLY REFLOATEDDocument9 pages3.re Situation in Suez Canal - M.V EVER GIVEN SUCCESSFULLY REFLOATEDaungyinmoeNo ratings yet
- Alignment Test DrillingDocument4 pagesAlignment Test DrillingVivek Fegade33% (3)
- Under Slung Steel Truss Bridge With Composite RCC Deck BridgeDocument5 pagesUnder Slung Steel Truss Bridge With Composite RCC Deck BridgeShaileshRastogiNo ratings yet
- PPTDocument22 pagesPPTMuhamMad TaufikNo ratings yet
- Installation and Maintenance Information: Turbine Powered StartersDocument28 pagesInstallation and Maintenance Information: Turbine Powered StartersNajim Ahmed BulbulNo ratings yet
- Classification Matter Flow ChartDocument1 pageClassification Matter Flow ChartKiera CeelyNo ratings yet
- Ratings Remote-Mounted DFR: Powershift Transmissions Funk Drivetrain SpecificationsDocument2 pagesRatings Remote-Mounted DFR: Powershift Transmissions Funk Drivetrain SpecificationsJIM CAMPBELL100% (1)
- Technical Reference Options and Adapters Volume 1 Apr84Document501 pagesTechnical Reference Options and Adapters Volume 1 Apr84kgrhoadsNo ratings yet