You might also like
- Ahp Retest 2Document2 pagesAhp Retest 2majesticdharma1985No ratings yet
- Robotics PDFDocument27 pagesRobotics PDFmajesticdharma1985No ratings yet
- Ahp Revision TestDocument2 pagesAhp Revision Testmajesticdharma1985No ratings yet
- Unit I Theory of Plasticity 9Document7 pagesUnit I Theory of Plasticity 9majesticdharma1985No ratings yet
- Part B - (Answer All Questions)Document2 pagesPart B - (Answer All Questions)majesticdharma1985No ratings yet
- Part B - (Answer All Questions)Document2 pagesPart B - (Answer All Questions)majesticdharma1985No ratings yet
- Lecture1 PDFDocument37 pagesLecture1 PDFmajesticdharma1985No ratings yet
- Industrial RoboticsDocument30 pagesIndustrial RoboticssoniyagoyalNo ratings yet
- 6 Polymzn Process (251050) PDFDocument0 pages6 Polymzn Process (251050) PDFmajesticdharma1985No ratings yet
- Polymer Manufacturing PDFDocument8 pagesPolymer Manufacturing PDFmajesticdharma1985No ratings yet
- New Type of Reversible, Invertible, Variable Hydraulic Pump/MotorDocument13 pagesNew Type of Reversible, Invertible, Variable Hydraulic Pump/Motormajesticdharma1985No ratings yet
- Fluid Mechanics Ans Machinery - Lab ManualDocument76 pagesFluid Mechanics Ans Machinery - Lab ManualVikram Puttenahalli Nagesh GowdaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Products and Services For The Tufting IndustryDocument24 pagesProducts and Services For The Tufting IndustryOnnoSaikatNo ratings yet
- 1,1,6 Precalciner KilnsDocument39 pages1,1,6 Precalciner KilnsMohamed Saad100% (1)
- Positive Displacement PumpsDocument48 pagesPositive Displacement PumpsSteve Carwell100% (6)
- Safety Procedures For Vertical Formwork PDFDocument17 pagesSafety Procedures For Vertical Formwork PDFbalya7No ratings yet
- CEFIC Guidelines Transport Equipment Packed Cargo (2010)Document7 pagesCEFIC Guidelines Transport Equipment Packed Cargo (2010)sl1828No ratings yet
- General Catalogue GFL - EDocument88 pagesGeneral Catalogue GFL - EMadalina CNo ratings yet
- SS Stub End Thickness CalculationDocument1 pageSS Stub End Thickness CalculationSrinivas KadivetiNo ratings yet
- Bca 2Document7 pagesBca 2andy3262No ratings yet
- BMS WiringDocument2 pagesBMS WiringJaved BhattiNo ratings yet
- Laying Out ToolsDocument9 pagesLaying Out ToolscaliNo ratings yet
- Product Datasheet - Avikote WB 1200GDocument2 pagesProduct Datasheet - Avikote WB 1200GEngTamerNo ratings yet
- Anti Crak Brochure ScreenDocument7 pagesAnti Crak Brochure ScreenPablo Quinteros PizarroNo ratings yet
- Airflow Pattern StudiesDocument18 pagesAirflow Pattern Studiessainath_84100% (1)
- Annex 1 - ITG039 Operator ManualDocument78 pagesAnnex 1 - ITG039 Operator ManualGeorge Jhonson100% (1)
- High Performance Concrete With Partial Replacement of Cement by ALCCOFINE & Fly AshDocument6 pagesHigh Performance Concrete With Partial Replacement of Cement by ALCCOFINE & Fly AshvitusstructuresNo ratings yet
- Grand VivaDocument12 pagesGrand VivaAbhishek PadmasaleNo ratings yet
- ThesisDocument1 pageThesisJustine Lorenz Planas BalbinNo ratings yet
- Coolant DatasheetDocument2 pagesCoolant DatasheetTerminal TruckNo ratings yet
- Batch-7 Phase - LI FinalDocument45 pagesBatch-7 Phase - LI Final19TUCV038 SHUHAIL AKTHAR.ANo ratings yet
- NDT Product ListDocument24 pagesNDT Product ListdarouichNo ratings yet
- Safety Data Sheet: Product Name: NUTO H 68Document10 pagesSafety Data Sheet: Product Name: NUTO H 68anibal_rios_rivasNo ratings yet
- So Lubi LizerDocument3 pagesSo Lubi LizerfushiersNo ratings yet
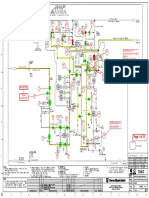
- Sample of P&ID Marked Up DrawingDocument11 pagesSample of P&ID Marked Up DrawingToniNo ratings yet
- 345 Prakash2014Document17 pages345 Prakash2014xDiego MNo ratings yet
- Plasterboard ImpactchekDocument3 pagesPlasterboard ImpactchekEdwardLuNo ratings yet
- Brij - CrodaDocument4 pagesBrij - Crodafgsdfgsdfg50% (2)
- CD150MV Wellpoint Pump: FeaturesDocument2 pagesCD150MV Wellpoint Pump: FeaturesAbcehmu EgiNo ratings yet
- Ms Ramya Swetha Paper For OUDocument7 pagesMs Ramya Swetha Paper For OUvempadareddyNo ratings yet
- Mollier Diagram The Condensing Temperature at ADocument6 pagesMollier Diagram The Condensing Temperature at AAshley ØxøxNo ratings yet
- FM9, VT2206PTDocument6 pagesFM9, VT2206PTSherzad Chem67% (3)