You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- TRG TRC001 en PsychrometryDocument89 pagesTRG TRC001 en PsychrometryhonismeNo ratings yet
- RAMTHA-The Tragedy of Women's EnslavementDocument6 pagesRAMTHA-The Tragedy of Women's EnslavementPetrea Raul AndreiNo ratings yet
- Classical Electromagnetism 1st Edition Franklin Solutions ManualDocument21 pagesClassical Electromagnetism 1st Edition Franklin Solutions ManualBrianYorktnqsw100% (15)
- 3PM - Project Management Method - Sales MessagingDocument5 pages3PM - Project Management Method - Sales Messagingberuang kutubNo ratings yet
- Roman Helmet From SivacDocument33 pagesRoman Helmet From SivacArachne DreamweaverNo ratings yet
- TCL 1Document29 pagesTCL 1Nikita Mudras0% (2)
- LED Personal Portable Desk - Group 7-Imtiaz - 31072021Document8 pagesLED Personal Portable Desk - Group 7-Imtiaz - 31072021SYED AMIRUL NAZMI BIN SYED ANUARNo ratings yet
- Yuasa Technical Data Sheet: The World's Leading Battery ManufacturerDocument1 pageYuasa Technical Data Sheet: The World's Leading Battery ManufacturerAshraf Sayed ShabaanNo ratings yet
- An Introduction To Formal Language and Automata Solution Manual PDFDocument4 pagesAn Introduction To Formal Language and Automata Solution Manual PDFAsad IkramNo ratings yet
- De Thi Khao Sat HSG 12 Mon Tieng AnhDocument8 pagesDe Thi Khao Sat HSG 12 Mon Tieng AnhbuitinhNo ratings yet
- FWD Week 47 Learning Material For Alaric YeoDocument7 pagesFWD Week 47 Learning Material For Alaric YeoarielNo ratings yet
- Section 02870 Site FurnishingsDocument19 pagesSection 02870 Site FurnishingsMØhãmmed ØwięsNo ratings yet
- T. Murugan: Post Applied For Well Testing OperatorDocument5 pagesT. Murugan: Post Applied For Well Testing Operatorjohn MNo ratings yet
- Extenso MeterDocument8 pagesExtenso MeterVijayanandh Raja100% (1)
- Present Simple Present ContinuousDocument3 pagesPresent Simple Present ContinuousFernando SabinoNo ratings yet
- Overcoming Obstacles To Ethical BehaviourDocument4 pagesOvercoming Obstacles To Ethical BehaviourSimran SinghNo ratings yet
- Panasonic Sa Akx10ph PNDocument114 pagesPanasonic Sa Akx10ph PNimmortalwombatNo ratings yet
- SOM-based Generating of Association RulesDocument5 pagesSOM-based Generating of Association RulesKishor PeddiNo ratings yet
- Megger-Mjolner-600 Ds enDocument5 pagesMegger-Mjolner-600 Ds enAmit Kumar KandiNo ratings yet
- Digital Thermometer Using Arduino: Mini Project Report ONDocument5 pagesDigital Thermometer Using Arduino: Mini Project Report ONNeha PintoNo ratings yet
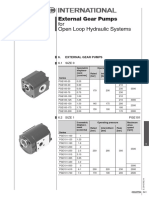
- External Gear Pumps For Open Loop Hydraulic SystemsDocument2 pagesExternal Gear Pumps For Open Loop Hydraulic SystemsBlashko GjorgjievNo ratings yet
- Chapter 10 - Process CostingDocument83 pagesChapter 10 - Process CostingXyne FernandezNo ratings yet
- Ipcrf Core Values 2019 - FinalDocument23 pagesIpcrf Core Values 2019 - FinalFrendelyn p. Gador100% (4)
- Huawei FusionServer RH2288 V3 Data Sheet PDFDocument2 pagesHuawei FusionServer RH2288 V3 Data Sheet PDFMartenMattisenNo ratings yet
- English 4 Q.2 Module 2Document6 pagesEnglish 4 Q.2 Module 2RjVValdezNo ratings yet
- Big Data Executive Survey 2019 Findings Updated 010219 1Document16 pagesBig Data Executive Survey 2019 Findings Updated 010219 1satmaniaNo ratings yet
- A Practical Guide To HL7 Interface DevelopmentDocument5 pagesA Practical Guide To HL7 Interface DevelopmentmjohnstnNo ratings yet
- PE1 Introduction To MovementsDocument4 pagesPE1 Introduction To MovementsDaniela AnsayNo ratings yet
- ISMR B-School BrochureDocument28 pagesISMR B-School Brochurerahul kantNo ratings yet
- 1 Ha Cabbages - May 2018 PDFDocument1 page1 Ha Cabbages - May 2018 PDFMwai EstherNo ratings yet