You might also like
- Top Questions Asked About SAFe ExamsDocument2 pagesTop Questions Asked About SAFe ExamsdrustagiNo ratings yet
- Storyboard 0Document1 pageStoryboard 0drustagiNo ratings yet
- SDC Course OutlineDocument3 pagesSDC Course OutlinedrustagiNo ratings yet
- Change Log TemplateDocument3 pagesChange Log TemplatedrustagiNo ratings yet
- Agile Scrum at Glance BaselineDocument1 pageAgile Scrum at Glance BaselinedrustagiNo ratings yet
- Describe and Compare Below The Changes Requested To Current Product Features/requirementsDocument1 pageDescribe and Compare Below The Changes Requested To Current Product Features/requirementsdrustagiNo ratings yet
- Scrum Master Certification (SMC™) Course OutlineDocument1 pageScrum Master Certification (SMC™) Course OutlinedrustagiNo ratings yet
- FBD, Fmea, ParetoDocument5 pagesFBD, Fmea, ParetodrustagiNo ratings yet
- SMC Class ScheduleDocument1 pageSMC Class ScheduledrustagiNo ratings yet
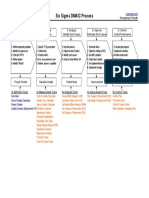
- Leanmap FREE Six Sigma DMAIC ProcessDocument1 pageLeanmap FREE Six Sigma DMAIC ProcessdrustagiNo ratings yet
- MAW KitDocument3 pagesMAW KitdrustagiNo ratings yet
- A Solution Template To Help in Hypothesis TestingDocument3 pagesA Solution Template To Help in Hypothesis TestingdrustagiNo ratings yet
- The Benefits of PDCADocument2 pagesThe Benefits of PDCAdrustagiNo ratings yet
- Choosing and Scoping ProjectsDocument22 pagesChoosing and Scoping ProjectsdrustagiNo ratings yet
- Case Study: TRAVELEX: A Proactive Approach To Managing A Growing Payment Processing EnvironmentDocument4 pagesCase Study: TRAVELEX: A Proactive Approach To Managing A Growing Payment Processing EnvironmentdrustagiNo ratings yet
- The Effects of Application of Lean Concept in Retail StoreDocument11 pagesThe Effects of Application of Lean Concept in Retail StoredrustagiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Chapter 5 - Launch Vehicle Guidance Present Scenario and Future TrendsDocument20 pagesChapter 5 - Launch Vehicle Guidance Present Scenario and Future TrendsAdrian ToaderNo ratings yet
- Perraillon Marginal Effects Lecture Lisbon 0Document65 pagesPerraillon Marginal Effects Lecture Lisbon 0Meseret ZerihunNo ratings yet
- DesignationDocument21 pagesDesignationGayl Ignacio TolentinoNo ratings yet
- Grade 6 Mathematics Week 12 Lesson 4 - 2021 - Term 2Document6 pagesGrade 6 Mathematics Week 12 Lesson 4 - 2021 - Term 2MARK DEFREITASNo ratings yet
- SOCIOLOGY STRATEGY - Rank 63, Tanai Sultania, CSE - 2016 - INSIGHTS PDFDocument4 pagesSOCIOLOGY STRATEGY - Rank 63, Tanai Sultania, CSE - 2016 - INSIGHTS PDFmaniNo ratings yet
- A Review of Medical Errors in Laboratory Diagnostics and Where We Are TodayDocument4 pagesA Review of Medical Errors in Laboratory Diagnostics and Where We Are TodaytaghamdNo ratings yet
- MM 321 Field ReportDocument15 pagesMM 321 Field ReportSiddhant Vishal Chand0% (1)
- SNC1D - ASSIGNMENT - Applications of Static Electricity - F2018Document2 pagesSNC1D - ASSIGNMENT - Applications of Static Electricity - F2018adsfasdf asdfsadfsdafNo ratings yet
- For Immediate ReleaseDocument3 pagesFor Immediate ReleaseLiberty Building Forensics GroupNo ratings yet
- Cal Fire Carr Fire ReportDocument18 pagesCal Fire Carr Fire ReportFOX40 NewsNo ratings yet
- Egg Osmosis LabDocument5 pagesEgg Osmosis Labapi-391626668No ratings yet
- TU1208 GPRforeducationaluse November2017 FerraraChizhPietrelliDocument93 pagesTU1208 GPRforeducationaluse November2017 FerraraChizhPietrelliRobel MTNo ratings yet
- Infinity Meta Weekly Ot - Ka & TN - Non MPC & Other Subjects - SyllabusDocument2 pagesInfinity Meta Weekly Ot - Ka & TN - Non MPC & Other Subjects - SyllabusR PranavNo ratings yet
- 01 IntroductionDocument26 pages01 IntroductionDaniel CrashOverride ShaferNo ratings yet
- Cambridge University Press Politics and The Life SciencesDocument5 pagesCambridge University Press Politics and The Life SciencesJohn Paul SuaberonNo ratings yet
- HD ROV Datasheet PDFDocument2 pagesHD ROV Datasheet PDFpepeNo ratings yet
- Signal System 50 Most Important MCQ With SolutionDocument14 pagesSignal System 50 Most Important MCQ With SolutionattiqueNo ratings yet
- CW1 Midterm Exam (VALE)Document2 pagesCW1 Midterm Exam (VALE)Nonito ValeNo ratings yet
- Number System ConversionDocument5 pagesNumber System Conversionrakotogogo1No ratings yet
- PFI ES-27-1994 - Visual Examination - The Purpose, Meaning and Limitation of The TermDocument4 pagesPFI ES-27-1994 - Visual Examination - The Purpose, Meaning and Limitation of The TermThao NguyenNo ratings yet
- Aiyaz Sayed Khaiyum ThesisDocument5 pagesAiyaz Sayed Khaiyum Thesisafbtbakvk100% (2)
- Admixtures For Concrete, Mortar and Grout Ð Test Methods: Part 6. Infrared AnalysisDocument10 pagesAdmixtures For Concrete, Mortar and Grout Ð Test Methods: Part 6. Infrared AnalysisWasimuddin SheikhNo ratings yet
- Advanced Quality ControlDocument38 pagesAdvanced Quality ControlSantosh VemulaNo ratings yet
- Cot Angel Eng 3Document3 pagesCot Angel Eng 3Arjay GarboNo ratings yet
- REGIONAL PHYSICAL FRAMEWORK PLAN 2004-2030 (Volume 2 - Physical and Socio-Economic Profile and Situational Analysis)Document163 pagesREGIONAL PHYSICAL FRAMEWORK PLAN 2004-2030 (Volume 2 - Physical and Socio-Economic Profile and Situational Analysis)YelNo ratings yet
- Measures of Central Tendency Ungrouped DataDocument4 pagesMeasures of Central Tendency Ungrouped DataLabLab ChattoNo ratings yet
- Lesson 3 Fold Mountains Task SheetDocument2 pagesLesson 3 Fold Mountains Task Sheetapi-354360237No ratings yet
- Specific Heat of GasesDocument22 pagesSpecific Heat of Gasesthinkiit0% (1)
- КТП 6-сынып 2022-23Document14 pagesКТП 6-сынып 2022-23AraikaNo ratings yet
- Acta Scientiarum. Biological Sciences 1679-9283: Issn: Eduem@Document12 pagesActa Scientiarum. Biological Sciences 1679-9283: Issn: Eduem@paco jonesNo ratings yet