You might also like
- APG Design and Development 2015Document7 pagesAPG Design and Development 2015John RajeshNo ratings yet
- Leanmap FREE Six Sigma Tool OverviewDocument2 pagesLeanmap FREE Six Sigma Tool OverviewdrustagiNo ratings yet
- SDC Course OutlineDocument3 pagesSDC Course OutlinedrustagiNo ratings yet
- New Blank TemplateDocument11 pagesNew Blank TemplateAmine MoutaqiNo ratings yet
- Lean Vs Six SigmaDocument23 pagesLean Vs Six SigmaSiddharth ChakkarwarNo ratings yet
- Scrum Master Certification (SMC™) Course OutlineDocument1 pageScrum Master Certification (SMC™) Course OutlinedrustagiNo ratings yet
- Appreciation Cards v.1.0Document2 pagesAppreciation Cards v.1.0drustagiNo ratings yet
- Top Questions Asked About SAFe ExamsDocument2 pagesTop Questions Asked About SAFe ExamsdrustagiNo ratings yet
- Create the future storyboardDocument1 pageCreate the future storyboarddrustagiNo ratings yet
- SMC Class ScheduleDocument1 pageSMC Class ScheduledrustagiNo ratings yet
- Agile Scrum at Glance BaselineDocument1 pageAgile Scrum at Glance BaselinedrustagiNo ratings yet
- Six Sigma Fact SheetDocument4 pagesSix Sigma Fact SheetMarcus Skookumchuck VanniniNo ratings yet
- Change Log TemplateDocument3 pagesChange Log TemplatedrustagiNo ratings yet
- Permanent Change and Temporary Deviation Request FormDocument1 pagePermanent Change and Temporary Deviation Request FormdrustagiNo ratings yet
- Set Project Priorities - ToCDocument4 pagesSet Project Priorities - ToCdrustagiNo ratings yet
- 6 Six Sigma Roadmap RevDocument20 pages6 Six Sigma Roadmap RevJuan PabloNo ratings yet
- Updated Agile - KanbanDocument25 pagesUpdated Agile - Kanbandrustagi100% (1)
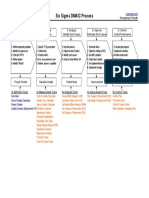
- Leanmap FREE Six Sigma DMAIC ProcessDocument1 pageLeanmap FREE Six Sigma DMAIC ProcessdrustagiNo ratings yet
- A Solution Template To Help in Hypothesis TestingDocument3 pagesA Solution Template To Help in Hypothesis TestingdrustagiNo ratings yet
- MAW KitDocument3 pagesMAW KitdrustagiNo ratings yet
- PDSA History Ron MoenDocument9 pagesPDSA History Ron MoenAli Shah100% (1)
- FBD, Fmea, ParetoDocument5 pagesFBD, Fmea, ParetodrustagiNo ratings yet
- Quality Management Gurus TheoriesDocument6 pagesQuality Management Gurus TheoriesSyafiqah RedzwanNo ratings yet
- A Solution Template To Help in Hypothesis TestingDocument3 pagesA Solution Template To Help in Hypothesis TestingdrustagiNo ratings yet
- PDSA History Ron MoenDocument9 pagesPDSA History Ron MoenAli Shah100% (1)
- The Benefits of PDCADocument2 pagesThe Benefits of PDCAdrustagiNo ratings yet
- Quality Management Gurus TheoriesDocument6 pagesQuality Management Gurus TheoriesSyafiqah RedzwanNo ratings yet
- Sample Chartered Accountant ResumeDocument5 pagesSample Chartered Accountant ResumedrustagiNo ratings yet
- Who Are The TOP Quality GurusDocument8 pagesWho Are The TOP Quality GurusdrustagiNo ratings yet
- Chartered Accountant Resume Sample - Best FormatDocument4 pagesChartered Accountant Resume Sample - Best FormatdrustagiNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Flare Finance Ecosystem MapDocument1 pageFlare Finance Ecosystem MapEssence of ChaNo ratings yet
- E-TON - Vector ST 250Document87 pagesE-TON - Vector ST 250mariusgrosyNo ratings yet
- Chapter 1 Qus OnlyDocument28 pagesChapter 1 Qus OnlySaksharNo ratings yet
- Case Study 2 F3005Document12 pagesCase Study 2 F3005Iqmal DaniealNo ratings yet
- Econometrics Chapter 1 7 2d AgEc 1Document89 pagesEconometrics Chapter 1 7 2d AgEc 1Neway AlemNo ratings yet
- Abra Valley College Vs AquinoDocument1 pageAbra Valley College Vs AquinoJoshua Cu SoonNo ratings yet
- Gps Anti Jammer Gpsdome - Effective Protection Against JammingDocument2 pagesGps Anti Jammer Gpsdome - Effective Protection Against JammingCarlos VillegasNo ratings yet
- Abb Drives: User'S Manual Flashdrop Mfdt-01Document62 pagesAbb Drives: User'S Manual Flashdrop Mfdt-01Сергей СалтыковNo ratings yet
- WELDING EQUIPMENT CALIBRATION STATUSDocument4 pagesWELDING EQUIPMENT CALIBRATION STATUSAMIT SHAHNo ratings yet
- Bill of ConveyanceDocument3 pagesBill of Conveyance:Lawiy-Zodok:Shamu:-El80% (5)
- C79 Service Kit and Parts List GuideDocument32 pagesC79 Service Kit and Parts List Guiderobert100% (2)
- Las Q1Document9 pagesLas Q1Gaux SkjsjaNo ratings yet
- Question Paper Code: 31364Document3 pagesQuestion Paper Code: 31364vinovictory8571No ratings yet
- Developing a Positive HR ClimateDocument15 pagesDeveloping a Positive HR ClimateDrPurnima SharmaNo ratings yet
- RAP Submission Form, OBIDocument3 pagesRAP Submission Form, OBIAhmed MustafaNo ratings yet
- AWC SDPWS2015 Commentary PrintableDocument52 pagesAWC SDPWS2015 Commentary PrintableTerry TriestNo ratings yet
- Journal Publication FormatDocument37 pagesJournal Publication FormatAbreo Dan Vincent AlmineNo ratings yet
- Top Brand Story Bar Supervisor Jobs Chennai Apply Now Latest Fresher Experienced Bar Supervisor Jobs in Various Location July 18 2021Document1 pageTop Brand Story Bar Supervisor Jobs Chennai Apply Now Latest Fresher Experienced Bar Supervisor Jobs in Various Location July 18 2021Surya JamesNo ratings yet
- SE Myth of SoftwareDocument3 pagesSE Myth of SoftwarePrakash PaudelNo ratings yet
- Impact of Coronavirus On Livelihoods of RMG Workers in Urban DhakaDocument11 pagesImpact of Coronavirus On Livelihoods of RMG Workers in Urban Dhakaanon_4822610110% (1)
- AHP for Car SelectionDocument41 pagesAHP for Car SelectionNguyên BùiNo ratings yet
- 9780702072987-Book ChapterDocument2 pages9780702072987-Book ChaptervisiniNo ratings yet
- MSBI Installation GuideDocument25 pagesMSBI Installation GuideAmit SharmaNo ratings yet
- Software EngineeringDocument3 pagesSoftware EngineeringImtiyaz BashaNo ratings yet
- 01-Azeotropic Distillation (IL Chien)Document35 pages01-Azeotropic Distillation (IL Chien)Shivam Vinoth100% (1)
- Sample Property Management AgreementDocument13 pagesSample Property Management AgreementSarah TNo ratings yet
- Chill - Lease NotesDocument19 pagesChill - Lease Notesbellinabarrow100% (4)
- (SIRI Assessor Training) AM Guide Book - v2Document19 pages(SIRI Assessor Training) AM Guide Book - v2hadeelNo ratings yet
- Insulators and Circuit BreakersDocument29 pagesInsulators and Circuit Breakersdilja aravindanNo ratings yet
- ADSLADSLADSLDocument83 pagesADSLADSLADSLKrishnan Unni GNo ratings yet