You might also like
- Mobile App Survey ReportDocument18 pagesMobile App Survey ReportvictrrocksNo ratings yet
- CH 11-Process-Improvement-and-Patient-FlowDocument18 pagesCH 11-Process-Improvement-and-Patient-FlowCOVID RSHJNo ratings yet
- Reducing Patient Waiting Time in OPD Using LSS MethodologyDocument2 pagesReducing Patient Waiting Time in OPD Using LSS MethodologyjessicaNo ratings yet
- KPI-Surgical Cancellation RateDocument1 pageKPI-Surgical Cancellation Rateangeli punoNo ratings yet
- KPI-Surgery VolumeDocument1 pageKPI-Surgery Volumeangeli punoNo ratings yet
- Applying Value Stream Mapping in Hospital Outdoor DepartmentDocument23 pagesApplying Value Stream Mapping in Hospital Outdoor DepartmentAl-Muktadir100% (1)
- Parkland Strategic Plan 2017-2020Document28 pagesParkland Strategic Plan 2017-2020Naomi Martin100% (1)
- Which of The Following Is Muda?Document6 pagesWhich of The Following Is Muda?Media Team100% (1)
- Govindarajulu Computer ArchitectureDocument4 pagesGovindarajulu Computer ArchitectureLori0% (2)
- Uncompacted Void Content of Fine Aggregate (As Influenced by Particle Shape, Surface Texture, and Grading)Document5 pagesUncompacted Void Content of Fine Aggregate (As Influenced by Particle Shape, Surface Texture, and Grading)Oscar LopezNo ratings yet
- Revision: Change Description Person Responsible, Name, Signature, Date Remark Revision Index CR NumberDocument67 pagesRevision: Change Description Person Responsible, Name, Signature, Date Remark Revision Index CR NumberAung Min Htet100% (1)
- Supply - Chain - Master - Data - SAP IBPDocument12 pagesSupply - Chain - Master - Data - SAP IBPharry4sapNo ratings yet
- 2.power DiodesDocument15 pages2.power DiodesMuhammad Irfan100% (2)
- Quality - Indicator - JAN'19 To JUNE'19Document12 pagesQuality - Indicator - JAN'19 To JUNE'19bodelevNo ratings yet
- Hospital Ethics HandbookDocument47 pagesHospital Ethics HandbookZiaul Haque100% (1)
- Hospital Supply Chain ManagementDocument39 pagesHospital Supply Chain ManagementFatima Naz0% (1)
- IPSG PresentationDocument38 pagesIPSG Presentationmuhammed shamaa100% (1)
- Using Pdca Circulation To Improve Quality of DoctorsDocument17 pagesUsing Pdca Circulation To Improve Quality of DoctorsFikry Abdel WahabNo ratings yet
- SIX SIGMA in HealthcareDocument26 pagesSIX SIGMA in Healthcarejouhar21100% (1)
- Glossary Health TeccnologyDocument4 pagesGlossary Health TeccnologyreneportilloNo ratings yet
- JCI QUESTIONNAIRE-PCI Dept.Document6 pagesJCI QUESTIONNAIRE-PCI Dept.Rabiya Sajjad100% (2)
- Identifying Patient Safety PrioritiesDocument10 pagesIdentifying Patient Safety PrioritiesReybs -isabella CalubNo ratings yet
- Principles of Oncology and Outline of ManagementDocument78 pagesPrinciples of Oncology and Outline of ManagementPavan JonnadaNo ratings yet
- Feedback FormDocument1 pageFeedback Formsubhan takildarNo ratings yet
- Challenges For AccreditationDocument22 pagesChallenges For AccreditationMohammad Muntaz AliNo ratings yet
- Critical Analysis of Patient and Family Rights in Jci Accreditation and Cbahi Standards For HospitalsDocument10 pagesCritical Analysis of Patient and Family Rights in Jci Accreditation and Cbahi Standards For HospitalsImpact JournalsNo ratings yet
- Introduction in Healthcare QualityDocument19 pagesIntroduction in Healthcare QualityMazen Salama100% (1)
- Patient Safety and Quality PDFDocument1,403 pagesPatient Safety and Quality PDFfernlover3901100% (1)
- Epidemiology Based Market ForecastDocument7 pagesEpidemiology Based Market Forecastkarthi339No ratings yet
- Joint Commission Tracers 2011: What Hospitals Need To KnowDocument223 pagesJoint Commission Tracers 2011: What Hospitals Need To KnowAndreasAndokoNo ratings yet
- Patient Safety: What Should We Be Trying To Communicate?Document32 pagesPatient Safety: What Should We Be Trying To Communicate?cicaklomenNo ratings yet
- Konferensi PerawatDocument159 pagesKonferensi PerawatdroenNo ratings yet
- Healthcare KPIsDocument20 pagesHealthcare KPIssarahNo ratings yet
- MODULE 3 STUDENT National Patient Safety Goals 2013Document15 pagesMODULE 3 STUDENT National Patient Safety Goals 2013Dewi Ratna Sari100% (1)
- Hemodialysis Central Venous Catheter STH ProtocolDocument2 pagesHemodialysis Central Venous Catheter STH ProtocolNor HilaliahNo ratings yet
- Joint Commission International (JCI) Requirements Related To Safe SurgeryDocument16 pagesJoint Commission International (JCI) Requirements Related To Safe Surgeryngurah_wardanaNo ratings yet
- Sentinel Events: Vidya PrasadDocument21 pagesSentinel Events: Vidya PrasadTOUSHIFAHEMEDNo ratings yet
- Six Sigma - A Case Study - Express Healthcare PDFDocument5 pagesSix Sigma - A Case Study - Express Healthcare PDFmsulgadleNo ratings yet
- Quality AssuranceDocument43 pagesQuality Assurancekanika100% (1)
- Incident Reporting and AnalysisDocument14 pagesIncident Reporting and AnalysisAbdiNo ratings yet
- 1.medication ErrorsDocument25 pages1.medication ErrorshussainNo ratings yet
- Improve Care.: Empower ChangeDocument13 pagesImprove Care.: Empower Changekukun67% (3)
- Public Private Partnership in Health Care: Shiv Chandra MathurDocument14 pagesPublic Private Partnership in Health Care: Shiv Chandra MathurUtpal DekaNo ratings yet
- ISO 9001 Applied As A Healthcare Quality Management ToolDocument1 pageISO 9001 Applied As A Healthcare Quality Management ToolonatbrossNo ratings yet
- 2007 International Patient Safety GoalsDocument1 page2007 International Patient Safety GoalsElias Baraket FreijyNo ratings yet
- Basic Statistics (BST) Session1-2Document93 pagesBasic Statistics (BST) Session1-2APARNA SINGHNo ratings yet
- Clinical AuditDocument5 pagesClinical AuditdrskumarNo ratings yet
- Ways To Improve The Health SystemDocument18 pagesWays To Improve The Health SystemB I N SNo ratings yet
- Quality Management SystemDocument19 pagesQuality Management SystemSaqibKhanNo ratings yet
- Microsoft Balanced Scorecard Framework5Document33 pagesMicrosoft Balanced Scorecard Framework5abcdeNo ratings yet
- CBAhi-Quality Management & Patient SafetyDocument14 pagesCBAhi-Quality Management & Patient SafetyJery JsNo ratings yet
- Policies & Procedures For Assessment, Surveillance and Re-Assessment of HcoDocument16 pagesPolicies & Procedures For Assessment, Surveillance and Re-Assessment of HcoSubiVictorNo ratings yet
- Quality Improvement Using Focus Pdca ModelDocument21 pagesQuality Improvement Using Focus Pdca ModelKyte100% (2)
- MED. Dental Services (Infection Control 2) .002docDocument8 pagesMED. Dental Services (Infection Control 2) .002docKenny JosefNo ratings yet
- JC 2011 TRACERS Final PDFDocument38 pagesJC 2011 TRACERS Final PDFpathoslmc globalNo ratings yet
- Safety Issues: in Health Care SystemDocument31 pagesSafety Issues: in Health Care SystemHaifa Mohammadsali AndilingNo ratings yet
- Timely Simple DischargeDocument52 pagesTimely Simple DischargeDesti Setyaningrum100% (1)
- Value Based Healthcare Further Together PerspectiveDocument5 pagesValue Based Healthcare Further Together PerspectiveCYNTHIA SILITONGA100% (1)
- Brenda Creaney PresentationDocument21 pagesBrenda Creaney Presentationmonir61No ratings yet
- Using Data For ImprovmentDocument52 pagesUsing Data For ImprovmentasperijonNo ratings yet
- Nursing AuditDocument26 pagesNursing AuditpkvNo ratings yet
- Patient Tracer Methodology - RadiologyDocument5 pagesPatient Tracer Methodology - RadiologyRicardo Espinoza LipaNo ratings yet
- Healthcare Environmental Services A Complete Guide - 2020 EditionFrom EverandHealthcare Environmental Services A Complete Guide - 2020 EditionNo ratings yet
- Patient Throughput And Capacity Management A Complete Guide - 2020 EditionFrom EverandPatient Throughput And Capacity Management A Complete Guide - 2020 EditionNo ratings yet
- Top Questions Asked About SAFe ExamsDocument2 pagesTop Questions Asked About SAFe ExamsdrustagiNo ratings yet
- Storyboard 0Document1 pageStoryboard 0drustagiNo ratings yet
- SDC Course OutlineDocument3 pagesSDC Course OutlinedrustagiNo ratings yet
- Change Log TemplateDocument3 pagesChange Log TemplatedrustagiNo ratings yet
- Agile Scrum at Glance BaselineDocument1 pageAgile Scrum at Glance BaselinedrustagiNo ratings yet
- Describe and Compare Below The Changes Requested To Current Product Features/requirementsDocument1 pageDescribe and Compare Below The Changes Requested To Current Product Features/requirementsdrustagiNo ratings yet
- Scrum Master Certification (SMC™) Course OutlineDocument1 pageScrum Master Certification (SMC™) Course OutlinedrustagiNo ratings yet
- FBD, Fmea, ParetoDocument5 pagesFBD, Fmea, ParetodrustagiNo ratings yet
- SMC Class ScheduleDocument1 pageSMC Class ScheduledrustagiNo ratings yet
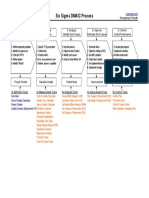
- Leanmap FREE Six Sigma DMAIC ProcessDocument1 pageLeanmap FREE Six Sigma DMAIC ProcessdrustagiNo ratings yet
- MAW KitDocument3 pagesMAW KitdrustagiNo ratings yet
- A Solution Template To Help in Hypothesis TestingDocument3 pagesA Solution Template To Help in Hypothesis TestingdrustagiNo ratings yet
- The Benefits of PDCADocument2 pagesThe Benefits of PDCAdrustagiNo ratings yet
- Choosing and Scoping ProjectsDocument22 pagesChoosing and Scoping ProjectsdrustagiNo ratings yet
- Case Study: TRAVELEX: A Proactive Approach To Managing A Growing Payment Processing EnvironmentDocument4 pagesCase Study: TRAVELEX: A Proactive Approach To Managing A Growing Payment Processing EnvironmentdrustagiNo ratings yet
- The Effects of Application of Lean Concept in Retail StoreDocument11 pagesThe Effects of Application of Lean Concept in Retail StoredrustagiNo ratings yet
- P 278 - GN 1007Document25 pagesP 278 - GN 1007Doben DalisayNo ratings yet
- Evaluacion Del Potencial de LicuefaccionDocument55 pagesEvaluacion Del Potencial de LicuefaccionCristian Danilo Avila AbrilNo ratings yet
- Zida Tomato EX98Document50 pagesZida Tomato EX98EstebanNo ratings yet
- Learning Camp RegistrationDocument1 pageLearning Camp RegistrationAaron James LicoNo ratings yet
- Influence of Botrytis Cinerea InfectionDocument11 pagesInfluence of Botrytis Cinerea InfectionEmmanuel BonninNo ratings yet
- The Key of It AllDocument91 pagesThe Key of It AllSimonida Mona VulićNo ratings yet
- Explosive Welding 1 WeldingDocument4 pagesExplosive Welding 1 WeldingRabindra DashNo ratings yet
- Ray Tracing Algorithms - Theory and Practice: 1 Photographic Realism in Computer GraphicsDocument29 pagesRay Tracing Algorithms - Theory and Practice: 1 Photographic Realism in Computer Graphicschuck212No ratings yet
- Geotechnical GEO5 Fem enDocument2 pagesGeotechnical GEO5 Fem encesmanroe231No ratings yet
- Salem Etal TLE 2007Document5 pagesSalem Etal TLE 2007BILLY CHAVEZ CHAMPINo ratings yet
- Elements of Mechanical Design - Mechanisms (2D Kinematic Analysis)Document27 pagesElements of Mechanical Design - Mechanisms (2D Kinematic Analysis)jotageaNo ratings yet
- Business Combinations : Ifrs 3Document45 pagesBusiness Combinations : Ifrs 3alemayehu100% (1)
- Conduction Convection RadiationDocument23 pagesConduction Convection Radiationsuhaila bakarNo ratings yet
- Valvoline HTO 32Document1 pageValvoline HTO 32octo widodoNo ratings yet
- Increasing The Efficiency of Electric Vehicle Drives With Supercapacitors in Power SupplyDocument4 pagesIncreasing The Efficiency of Electric Vehicle Drives With Supercapacitors in Power SupplyМикола ОстроверховNo ratings yet
- Manuel Guindeau X2Document53 pagesManuel Guindeau X2fr_emailleNo ratings yet
- ISEB CE CASE Mathematics 13 Specification 2020 11.22Document35 pagesISEB CE CASE Mathematics 13 Specification 2020 11.22agastyazadNo ratings yet
- Retrofitting of Reinforced Concrete SlabDocument11 pagesRetrofitting of Reinforced Concrete Slabramya100% (1)
- Galleon NTS-6002-GPS DatasheetDocument3 pagesGalleon NTS-6002-GPS DatasheetObdulio SantanaNo ratings yet
- The Low Potencies of HomeopathyDocument54 pagesThe Low Potencies of HomeopathySabitri GuptaNo ratings yet
- Internal and External Exposure: The Body Is Equally Exposed To Radiation in Both CasesDocument53 pagesInternal and External Exposure: The Body Is Equally Exposed To Radiation in Both CasesKross OgbeborNo ratings yet
- Case Study 1Document2 pagesCase Study 1Tushar NepaleNo ratings yet
- Humanities Ii (Operations Research)Document11 pagesHumanities Ii (Operations Research)Swapan DeyNo ratings yet
- Sap MRP Configuration PPDocument27 pagesSap MRP Configuration PPKidana TestNo ratings yet
- Oscillating Universe TheoryDocument1 pageOscillating Universe TheoryArabella BasilioNo ratings yet