Professional Documents
Culture Documents
LB02
Uploaded by
Diego OspinaCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
LB02
Uploaded by
Diego OspinaCopyright:
Available Formats
CAPITULO 2
PRINCIPIOS DE LUBRICACION
2.1 FRICCION SOLIDA
Cuando dos cuerpos slidos se mantienen en contacto mediante una fuerza apreciable, todo esfuerzo que tienda a moverlos el uno con respecto al otro tropieza con una resistencia que acta en forma tangencial a la superficie de separacin de los dos. Esta fuerza opuesta se conoce como friccin y si los cuerpos son rgidos se llama friccin slida o de deslizamiento. Fricciones estticas y cinticas son aquellas impuestas, respectivamente por un cuerpo en reposo o en movimiento. La friccin deslizante tiene su origen ms importante en la aspereza de la superficie. Ninguna superficie de mquina, an pulida, es suficientemente lisa. Aunque la maquinaria moderna es capaz de producir acabados que se aproximan a la perfeccin, existen inevitablemente irregularidades microscpicas.
2.1.1 Superficies Metlicas. La fabricacin de piezas metlicas, como rganos constitutivos de mquinas y motores, puede ser realizada mediante dos procesos diferentes: por deformacin del metal sin arranque de partculas o mediante lo que denominamos mecanizado o fabricacin de piezas arrancando partculas metlicas pequeas en forma de finas virutas. El primer proceso, por deformacin, comprender por tanto, la forja, el embutido, el estirado, la laminacin en fro o en caliente, etc., y presenta una serie de ventajas, ya que permite orientar convenientemente las estructuras metlicas con la direccin de las cargas sin rotura de dichas estructuras, proporcionando un estado de superficie con su red cristalina prcticamente intacta, y por consiguiente, en las mejores condiciones para resistir a los esfuerzos, a la fatiga del metal y a los desgastes. Existe, sin embargo, en este proceso, el inconveniente que, dado el
12
LUBRICACION INDUSTRIAL : NESTOR GOODING GARAVITO
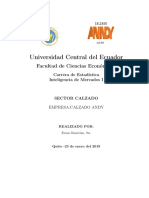
estado actual de la tcnica, al precisarse piezas con un perfecto acabado superficial y una alta precisin de dimensiones que slo pueden obtenerse directamente en casos muy especiales, necesitamos, luego del proceso de deformacin, un proceso de mecanizado, aunque mnimo, como lo es el rectificado. El segundo proceso de fabricacin de piezas, se obtiene por arranque de partculas o virutas, mediante una herramienta de corte o bien con muelas o granos abrasivos compactados, como en el caso del rectificado o del superacabado mecnico. En este proceso, la estructura cristalina del metal queda fuertemente modificada bajo la influencia de la presin, que puede alcanzar valores 2 de 500 a 600 kgf/mm en los filos de la herramienta. Otro factor es la temperatura que puede alcanzar ms de 1200 oC, aunque slo en puntos muy localizados. El calor desprendido no podr ser sino parcialmente absorbido por el aceite de corte y a travs de la viruta, de tal forma que los cristales afectados por la temperatura se alteran y se fragmentan o son destruidos; se produce as una capa superficial de carcter amorfo y bajo ella, en las capas subyacentes, una serie de desorientaciones y fisuras al formarse xidos y nitruros por calentamiento en contacto con el oxgeno del aire, con una destruccin cristalina ms o menos acentuada segn las caractersticas del metal y la forma en que se efecta el mecanizado, ms o menos violenta o profunda. Segn la importancia de los avances, profundidades de corte y velocidades de las pasadas, la superficie metlica quedar ms o menos dibujada por una serie de estras y rugosidades, unas en relacin con las dimensiones de la herramienta y otras con el proceso ms o menos intenso de descohesin. Al efectuar las fases de acabado, con pasadas de mayor finura, disminuyen las dimensiones de estas asperezas, pero no se mejoran las perturbaciones de la estructura metlica en las capas inferiores, siempre ligada a la composicin y caractersticas del metal que se trabaje. El mecanizado mediante muelas o compactos abrasivos, tiene igualmente dibujos y asperezas, que en lugar de estar relacionadas con las dimensiones del til lo estar con el dimetro de los granos de la muela, ya que estos realmente son como pequesimas y mltiples herramientas que penetran en el metal, produciendo su descohesin bajo presiones tambin muy fuertes y con temperaturas locales del mismo valor que las de las herramientas de corte, por lo cual los cambios y perturbaciones sern del mismo carcter, aunque el tamao de las partculas arrancadas sea menor. En la figura se muestra un esquema de una superficie metlica. La capa superficial amorfa, llamada tambin capa Beilby tiene espesores variables entre 10 y 500 , segn la clase de mecanizado.
CAPITULO 2 : PRINCIPIOS DE LUBRICACION
13
La capa desorientada contiene cristales deformados o rotos, rodeados por una serie de carburos complejos. Bajo la accin de las cargas y temperaturas elevadas, la pieza mecanizada deja libre, al entrar en servicio, parte de esos cristales fragmentados, los cuales se convierten en partculas abrasivas. Debe intentarse de todos modos que esta capa se mantenga dentro de los espesores mnimos de 1.5 y 100 micras.
Figura 2.1
La siguiente tabla da una idea de la superficie metlica producida por ciertos tipos de mecanizado. (Los valores estn dados en micras, 1 micra = 10 -6 m). El aspecto que ofrece una pieza por superacabado mecnico o pulido electroltico se denomina pulido espejo.
14
LUBRICACION INDUSTRIAL : NESTOR GOODING GARAVITO
MECANIZADO Mecanizado Corriente Torneado Preciso Torneado Fino Rectificado Superacabado Mecnico Pulido Electroltico
RUGOSIDAD 25 -40 10 -15 5 -10 2-5 0.02-0.2 0.01-0.2
CAPA BEILBY 0.05 0.01-0.02 0.005-0.01 0.003-0.008 0.001-0.002 0
CAPA PERTURBADA 50-80 15-20 12-20 4-9 1-2 0
2.1.2 Friccin por Deslizamiento. Su principal causa es la interferencia entre asperezas opuestas y la tendencia de las reas ms planas de superficies opuestas, a soldarse bajo severas condiciones deslizantes. La rotura de los pequeos enlaces as creados, es responsable de una gran parte de la friccin que puede ocurrir entre las piezas de las mquinas. Es ms, en superficies finamente pulidas stas minsculas soldaduras constituyen una fuente mayor de resistencia potencial friccional. Las siguientes relaciones pueden considerarse como las leyes del rozamiento: I) La fuerza de friccin es proporcional a la fuerza normal. Esta relacin nos sirve para definir el coeficiente de friccin f como la relacin (F/w).
F=f W W
Figura 2.2 Esquema de fuerzas
CAPITULO 2 : PRINCIPIOS DE LUBRICACION
15
Alternativamente podemos expresar esta ley en trminos de un ngulo constante de reposo, o ngulo friccional, cuando el objeto es colocado sobre un plano inclinado.
W
Figura 2.3 Esquema de fuerzas
F = W sen f = F/N = tang N = W cos
II) La fuerza de friccin es independiente del rea aparente de contacto. Por lo tanto, objetos grandes o pequeos tendrn la misma fuerza de friccin. III) La fuerza de friccin es independiente de la velocidad de deslizamiento. Esto implica que la fuerza requerida para iniciar el deslizamiento ser la misma fuerza para mantener el deslizamiento a una velocidad especfica (velocidades pequeas). Existen algunos casos en que la primera de las leyes no se cumple exactamente como en el caso de materiales muy duros como el diamante o muy blandos como el politetrafluoroetileno o PTFE ( tpico: tefln). En el caso de la tercera relacin, es bien conocido que la fuerza requerida para mantener el deslizamiento es mucho menor que la requerida para iniciar el deslizamiento. Lo anterior da lugar a que se utilicen dos coeficientes, uno esttico y otro dinmico.
16
LUBRICACION INDUSTRIAL : NESTOR GOODING GARAVITO
Recientes trabajos han demostrado sin embargo que los coeficientes de friccin estticos son una funcin del tiempo de contacto, mientras que los coeficientes de friccin cinticos son una funcin de la velocidad de deslizamiento. fs
tiempo de contacto fs = coeficiente de friccin esttico
fk
velocidad de deslizamiento fk = coeficiente de friccin cintico
Figura 2.4 Coeficientes de friccin
En la siguiente tabla se dan algunos valores de estos coeficientes.
CAPITULO 2 : PRINCIPIOS DE LUBRICACION
17
COEFICIENTES DE ROZAMIENTO PARA SUPERFICIES SECAS
MATERIALES Madera sobre madera Madera sobre metal Cuero sobre metal Cuero sobre madera Metal sobre metal Fundicin sobre acero Fundicin sobre acero Fundicin sobre acero VELOCIDAD Reposo Reposo Reposo Reposo Reposo 134 m/mi 805 m/mi 1609 m/mi COEFICIENTE 0.3 - 0.5 0.2 - 0.6 0.3 - 0.6 0.3 - 0.5 0.3 0.32 0.20 0.06
2.1.3 Friccin por Rodamiento. La friccin por rodamiento es la resistencia al movimiento que ocurre cuando un objeto rueda sobre una superficie. Pueden distinguirse dos casos: el primero cuando el cuerpo es irregular y el segundo cuando el cuerpo es geomtricamente perfecto. En el primer caso la fuerza para iniciar el rodamiento Fr es igual a w Tang donde w es la carga y es el ngulo entre la vertical y la lnea que une el centro de gravedad del cuerpo y la saliente alrededor de la cual el cuerpo rueda.
W
Figura 2.5
18
LUBRICACION INDUSTRIAL : NESTOR GOODING GARAVITO
Puede definirse un coeficiente de friccin por rodamiento fr = Fr / w , el cual para un cuerpo irregular sera Tang . Para un rodamiento contnuo, cambia, tomando con frecuencia valores negativos, como se ve en la figura.
Fr
W
Figura 2.6
En promedio, la fuerza requerida para mantener el rodamiento ser mucho menor que la fuerza requerida para iniciar el rodamiento y el coeficiente de friccin por rodamiento ser mucho menor cuando el rodamiento ha comenzado. Sin embargo el trmino "friccin rodante" es generalmente utilizado para cuerpos geomtricamente perfectos y con muy pequeas superficies rugosas. Para tales cuerpos, la componente de rugosidad de la fuerza de friccin es muy baja. Si el contacto entre dos cuerpos tales como una esfera sobre una superficie plana, sin ninguna consideracin adicional, es un punto, la condicin de rodamiento prevalece. En la prctica sin embargo, la regin de contacto es deformada elsticamente de tal manera que el contacto se hace sobre una pequea superficie y los puntos de contacto se encuentran en diferente plano. Lo anterior indica que no es posible un rodamiento puro, sino que se sucede una combinacin de rodamiento con deformacin elstica y deslizamiento. Fr
W
Figura 2.7
CAPITULO 2 : PRINCIPIOS DE LUBRICACION
19
Sintetizando lo anterior podramos decir: I) La fuerza de friccin vara segn la magnitud de la carga. II) Para una carga dada, la fuerza de friccin rodante es inversamente proporcional al dimetro del elemento. III) La fuerza de friccin es ms baja para superficies lisas que para superficies rugosas. IV) La fuerza de friccin esttica es generalmente mucho ms grande que la cintica, pero depende de la velocidad de rodamiento.
2.2 DESGASTE
Se define como la remocin indeseable de material bajo una accin mecnica. Se pueden considerar los siguientes tipos de desgaste: atmico, adhesivo, abrasivo, corrosivo, picado (pitting), corrosin por vibracin (fretting corrosion), picado elctrico, erosin por cavitacin, erosin fluida y fatiga.
2.2.1 Desgaste atmico. Es la interaccin de fuerzas atmicas entre superficies opuestas que desprenden tomos individuales de sus superficies originales de tal forma que ms tarde quedan fuera de servicio. Este desgaste es extremadamente lento y las observaciones hechas sobre este tipo de desgaste evidencian que el material perdido constituye masas discretas de tamao mucho mayor que el de los tomos. Se utiliza el trmino granular para ajustarse ms y distinguirlo del desgaste atmico propiamente dicho.
2.2.2 Desgaste adhesivo. Es el dao resultante cuando dos cuerpos metlicos se frotan entre s sin la presencia deliberada de un agente abrasivo. En la prctica tales cuerpos estn rodeados por una atmsfera gaseosa con la cual pueden reaccionar inmediatamente de tal manera que el factor qumico es importante, y como el proceso de desgaste contina, las partculas se acomodan y oxidan actuando como un
20
LUBRICACION INDUSTRIAL : NESTOR GOODING GARAVITO
abrasivo, de tal forma que del desgaste adhesivo se puede pasar muy rpidamente al desgaste abrasivo. Este tipo de desgaste es mximo para metales iguales y mnimo para un metal frotando contra una superficie no metlica (madera o plstico). El perodo de rodaje "Break-in" o estreno de una mquina no es otra cosa que un desgaste adhesivo controlado, en el que, teniendo en cuenta las dimensiones, acabados superficiales y caractersticas de trabajo de cada rgano, se efecta un ajuste y puesta a punto, con eliminacin de las partculas metlicas desprendidas, mediante cambios frecuentes del lubricante que les ha servido de vehculo, lo que impide su accin abrasiva posterior. Toda mquina nueva o con piezas nuevas, debe ser operada por debajo de su capacidad, ya que bajo las condiciones de break-in lo que se hace generalmente es controlar la friccin por reduccin de la carga, mejor que mediante el uso de lubricantes fortalecidos con agentes soportadores de carga.
2.2.3 Desgaste abrasivo. Es el efecto de limado que desarrolla la superficie dura sobre otra ms blanda, o bien las partculas duras interpuestas entre estas superficies. Como en el primer caso, esto indica la existencia de rugosidades en el metal y aunque su importancia es mnima dados los acabados superficiales actuales y la realizacin de un perodo de rodaje, debemos considerar como agentes principales del desgaste por abrasin las partculas duras existentes entre ambas superficies, bien sean introducidas por el aire o producidas por el trabajo del mecanismo en s. Estas partculas al endurecerse an ms por aplastamiento, son capaces, incluso, de rayar el mismo metal al que pertenecan. El desgaste por abrasin es muy frecuente y ms intenso si las condiciones de la mquina lo agravan, como en el caso de la maquinaria en medios polvorientos con insuficiente filtrado de aire. El arma principal contra este tipo de desgaste es, no solo un fino acabado superficial, sino la eleccin de metales con una dureza superficial grande, obtenida por cementacin, nitruracin, cromado duro, o revestimientos superficiales de gran adherencia, mediante la formacin de carburos complejos de tugsteno, vanadio, cromo, etc., en la capa superficial.
2.2.4 Desgaste Corrosivo. Podemos definir este tipo de desgaste como el producido por elementos nocivos que, en combinacin con la superficie metlica, dan lugar a productos de reaccin que aunque son posteriormente eliminados por el frotamiento, ocasionan prdida de peso y de materiales.
CAPITULO 2 : PRINCIPIOS DE LUBRICACION
21
El oxgeno del aire, el agua, los cidos orgnicos formados por alteracin de los aceites, los ambientes cidos, los humos industriales, la presencia de azufre en los combustibles, los etilos de plomo en las gasolinas; son agentes indirectos o directos de este tipo de corrrosin en las superficies metlicas. Contra este tipo de desgaste se lucha por medio de los lubricantes, reforzando en estos su accin anticorrosiva mediante la adicin de productos qumicos denominados aditivos. Estos productos qumicos tienen al mismo tiempo una misin desactivante para neutralizar la accin cataltica de los metales nuevos o de los que se encuentran en suspensin coloidal en los aceites usados.
2.2.5 Picado (pitting). Consiste en la formacin de numerosos hoyos relativamente profundos debido a la remocin del material a velocidad uniforme sobre su superficie. Esta forma de desintegracin superficial se debe a varias causas, incluyendo la corrosin, y con frecuencia es de diagnstico difcil. Sin embargo, las formas ms comunes ocurren cuando superficies duras son engranadas entre s como en bolas y rodillos de cojinetes, caras en dientes de engranajes, etc. El picado puede tomar lugar cuando no existe deslizamiento, sino condicin de puro rodamiento.
2.2.6 Corrosin por vibracin (fretting corrosin). Es el tipo de desgaste que resulta a partir de pequeos deslizamientos recprocos entre partes adyacentes de mquinas. Generalmente se acompaa de oxidacin rpida de la superficie en la interfase y de ah el trmino utilizado de corrosin. Este fenmeno ocurre cuando dos superficies metlicas se mantienen en contacto muy intenso y son sometidas a vibraciones de dbil amplitud. Se crea entre ellas un xido rojo en forma de polvo muy fino y abundante, que altera las capas superficiales, produce prdidas de material, alteracin de ajustes, etc. La aparicin del "fretting corrosin", es bastante corriente y muchas veces se disfraza con otros tipos de desgaste posterior. El que sufre, por ejemplo, la maquinaria pesada almacenada por algn tiempo y sometida a ligeras vibraciones del suelo o transportada en largos viajes por carretera, ferrocarril o barco.
2.2.7 Picado elctrico. El paso de una corriente elctrica a travs de cojinetes puede producir desgaste de ste por picado elctrico. Este picado es el resultado de chispas entre cojinetes y ejes o entre bolas y pistas, dependiendo del tipo de cojinete, y puede ocurrir con potenciales por debajo de 1 voltio. La rugosidad de la superficie puede causar tambin chispas y estas a su vez un desgaste por medio mecnico.
22
LUBRICACION INDUSTRIAL : NESTOR GOODING GARAVITO
2.2.8 Erosin por cavitacin. La formacin de agujeros seguida de una gruesa remocin de material se encuentra frecuentemente en propulsores de barcos y en turbinas hidrulicas. Una forma muy similar de falla se encuentra en turbinas de vapor bajo circunstancias en que el vapor es hmedo y muy raramente en cojinetes lubricados con aceite. La teora se fundamenta sobre situaciones de lubricacin hidrodinmica, caracterizada por violentos cambios en la presin y dando como resultado la formacin de burbujas y posteriores choques entre ellas.
2.2.9 Erosin fluida. Es difcil distinguirla de la erosin por cavitacin y algunas veces las dos se mezclan. En el caso de cojinetes, las partculas slidas son llevadas en la corriente de aceite y por choque continuado sobre las superficies, generalmente en las cercanas de lumbreras de entrada, causan desintegracin de la superficie. El tamao, densidad y forma de las partculas que chocan, afectan la severidad del ataque y se hace necesario que el material tenga cualidades para resistir este tipo de desgaste. Las cualidades son similares para resistir la abrasin.
2.2.10 Fatiga. Los efectos continuados de friccin de rodadura y deslizamiento bajo fuertes cargas y con deformaciones mas o menos reversibles, provocan la creacin y propagacin de fisuras microscpicas, que dan lugar al picado de los rodamientos y dientes de engranajes. La unin de las fisuras microscpicas, causa la rotura total y generalmente se revela brutalmente sin sntomas previos. Este fenmeno est ntimamente ligado a los acabados de mecanizacin, a la falta de una igualdad de dureza entre todos los puntos de la superficie metlica, lo cual motiva desigualdad en la reparticin de las cargas y contracciones exageradas en puntos localizados del metal, repetidas en cada giro y que sobrepasan los lmites de elasticidad de ste.
CAPITULO 2 : PRINCIPIOS DE LUBRICACION
23
2.3 LUBRICACION
Se conoce como lubricacin el principio de soportar una carga deslizante sobre una pelcula de friccin reducida. La sustancia de la que la pelcula est compuesta, es un lubricante y aplicarlo es lubricar.
2.3.1 Elementos que se lubrican. Por complicada que parezca una mquina, nicamente se necesita lubricar tres elementos y estos son: COJINETES. Pueden ser cojinetes lisos o sencillos, rodamientos, guas, levas, correderas, etc. ENGRANAJES. Pueden ser de diferentes tipos como rectos, helicoidales, sin fin, etc., y los hay descubiertos o encerrados en cajas hermticas. CILINDROS. Forman parte de motores, compresores, bombas, etc. Se lubrican estos elementos para evitar el excesivo desgaste y el sobrecalentamiento que produce la friccin metlica y por consiguiente se reducen los gastos por reparaciones, los paros innecesarios y se aumenta la produccin. As mismo la accin de corte entre las pelculas lubricantes o friccin fluida, requiere un mnimo de fuerza lo que permite un considerable ahorro de energa.
Figura 2.8
24
LUBRICACION INDUSTRIAL : NESTOR GOODING GARAVITO
Esto se demuestra fcilmente moviendo o deslizando entre s superficies secas y poniendo entre ellas luego un lubricante. Los lubricantes permiten adems conservar las mquinas trabajando suave y silenciosamente, evitando movimientos bruscos de sus elementos y reduciendo en forma considerable el ruido.
Figura 2.9
2.3.2 Lubricantes. Todos los lquidos en cierto modo, facilitan la lubricacin pero algunos lo hacen mucho mejor que otros. La diferencia entre un material lubricante y otro es, con frecuencia, el xito con que opera una mquina o su fracaso. El mercurio, por ejemplo, carece de adhesin o de las propiedades de mojar el metal, propiedades estas que son deseables para conservar un lubricante en contacto ntimo con la superficie del metal que ste debe proteger. El alcohol, por otra parte, a pesar de que moja la superficie del metal rpidamente, es demasiado delgado para mantener una pelcula lubricante de adecuado espesor, en aplicaciones convencionales. El gas, otro fluido, ofrece posibilidades lubricantes si se aplica a presin para fines muy especiales. Pero ninguno de estos fluidos pueden ser considerados lubricantes prcticos para la multitud de requerimientos que ordinariamente se solicitan. En casi todos los casos, se ha encontrado que los productos del petrleo sobresalen como lubricantes. Los lubricantes derivados del petrleo poseen, en al-
CAPITULO 2 : PRINCIPIOS DE LUBRICACION
25
to grado, la facultad de mojar los metales y poseen el cuerpo que una fuerte pelcula requiere. Estos lubricantes tienen adems otras propiedades esenciales en la lubricacin moderna que sern tratadas en el siguiente captulo. Es ms, casi todas estas propiedades pueden ser modificadas durante su fabricacin, para producir el lubricante adecuado para cada aplicacin. El desarrollo de los lubricantes del petrleo va paralelo con el desarrollo de la maquinaria actual, el transporte, la existencia de la industria moderna y la misma economa de un pas dependen tanto de los lubricantes del petrleo como de los combustibles. Para comprender en qu forma el aceite penetra en un cojinete y recoge y soporta la carga del cojinete, se requiere una explicacin sobre lo que es la viscosidad. Cuando se trata de aceites lubricantes, la viscosidad es una propiedad tan importante, que gran parte de la historia de la lubricacin est basada en ella. La viscosidad de un lquido es su resistencia a fluir. Los lquidos espesos como las melazas tienen relativamente alta viscosidad y no fluyen fcilmente. Los lquidos ms delgados, como el agua, fluyen muy fcilmente y tienen viscosidades ms bajas. Los aceites lubricantes estn disponibles en una amplia variedad de viscosidades. La viscosidad de un lquido determinado no es constante, pues vara con la temperatura. A medida que un aceite se calienta, su viscosidad desciende y se vuelve ms delgado. Contrariamente, un aceite se vuelve ms espeso si su temperatura se reduce y fluir ms lentamente.
2.3.3 Tipos de lubricacin. En general, la lubricacin de cualquier elemento de mquina puede clasificarse dentro de dos grupos principales segn el tipo de pelcula que se forme: lubricacin fluida o hidrodinmica y lubricacin a pelcula delgada.
2.3.3.1 Lubricacin fluida. En este tipo de lubricacin se requiere una alimentacin contnua de lubricante con el fin de mantener separadas las superficies y evitar as el contacto metlico. Esto se logra segn el caso, mediante cualquiera de las dos formas siguientes: 2.3.3.1.1 Cua de aceite. Lubricacin Hidrodinmica. Si se considera un bloque deslizndose continuamente sobre una superficie plana, para efectuar la lubricacin hidrodinmica, un aceite de viscosidad adecuada debe ser aplicado al borde de ataque o borde de entrada del bloque y los siguientes factores de diseo deben tenerse en cuenta:
26
LUBRICACION INDUSTRIAL : NESTOR GOODING GARAVITO
El borde de ataque del bloque no debe ser afilado, sino debe ser biselado o redondeado, para evitar que el aceite sea raspado fuera de la superficie fija. El bloque debe tener un pequeo ngulo de movimiento libre, para permitirle inclinarse y elevarse ligeramente de la superficie de soporte. El fondo o parte inferior del bloque debe tener suficiente rea y anchura para "flotar" sobre aceite.
CARGA
SUPERFICIE MOVIL
ACEITE PRESION HIDRODINAMICA SUPERFICIE FIJA
Figura 2.10
Antes de ser puesto en movimiento, el bloque est en contacto directo con la superficie de soporte. La friccin inicial es grande puesto que no hay pelcula lquida entre las piezas o partes en movimiento. Sin embargo, tan pronto el bloque empieza a deslizarse, el borde de ataque encuentra un suministro de aceite y es ste el momento donde la viscosidad es importante. Como el aceite ofrece resistencia a fluir, no es completamente desplazado por el bloque, sino que una delgada capa de aceite, permanece sobre la superficie de deslizamiento, bajo el bloque y ste, a causa de su borde redondeado flota sobre ella. A medida que el bloque se levanta de la superficie de deslizamiento, ms aceite se va acumulando debajo de l, hasta que la pelcula de aceite alcanza el equilibrio de espesor. En este punto, el aceite que estaba debajo del bloque es expulsado por la presin del peso de ste, tan rpidamente como entra. Nuevamente es la viscosidad del aceite, la que evita la prdida excesiva, debido a la accin aplastante del peso del bloque. Con las dos superficies completamente separadas, se ha establecido una completa pelcula de lquido lubricante y la friccin ha sido disminuida a un mnimo
CAPITULO 2 : PRINCIPIOS DE LUBRICACION
27
valor. Bajo estas condiciones el bloque asume de por s una posicin inclinada, con el borde delantero ligeramente ms alto que el borde trasero. Esta situacin afortunada permite la formacin de una pelcula en forma de cua, condicin esencial para la lubricacin de pelcula fluida. El flujo convergente bajo el bloque, desarrolla una presin hidrodinmica que soporta el bloque. Puede decirse que la lubricacin de pelcula fluida, comprende la "flotacin" de una carga deslizante en un cuerpo de aceite creado por la accin de bombeo del movimiento deslizante. El principio hidrodinmico es correctamente aplicable a la lubricacin de las chumaceras. Aqu la carga es radial y debe dejarse un pequeo espacio entre las chumaceras y sus cojinetes para permitir la formacin de una pelcula en forma de cua. Supongamos por ejemplo, que una chumacera soporta su cojinete como lo hace en el caso de un carro de ferrocarril, de los que tienen cojinetes sencillos. La chumacera es una extensin del eje y por medio del cojinete ella lleva su porcin de carga representada por el carro. Toda la fuerza ejercida por el cojinete, contra la chumacera, es aplicada en la parte superior de la chumacera y no contra el fondo. Cuando el carro est en reposo, la pelcula de aceite entre el cojinete y la parte superior de la chumacera, ha sido aplastada hacia afuera, dejando una fina capa de residuo que no es suficiente para evitar el contacto metlico.
CARGA
COJINETE
ACEITE
CHUMACERA
Figura 2.11
28
LUBRICACION INDUSTRIAL : NESTOR GOODING GARAVITO
Como en el caso del bloque deslizante, la carencia de una pelcula de lubricacin adecuada produce una alta friccin inicial. Tan pronto la chumacera empieza a dar vueltas, el aceite se desliza en el cojinete por el fondo, donde la ausencia de carga favorece una mayor separacin. Algo de aceite se adhiere a la chumacera y es llevado dando la vuelta hasta el lado superior, arrastrando cantidades adicionales de aceite con l. De esta forma, el aceite se bombea hacia el estrecho espacio en lo alto de la chumacera, donde ms se necesita. El consecuente flujo de aceite de un rea de baja presin, a travs de un canal convergente hacia un rea de alta presin, produce una cua de lquido que levanta el cojinete de la parte superior de la chumacera, eliminando el contacto metlico. Cuando se logra un estado de equilibrio, la magnitud del flujo de entrada desplaza el cojinete hacia un lado, mientras la carga sobre los cojinetes reduce el grosor de la pelcula en la parte superior. Si la carga fuera invertida, esto es, el cojinete soportado por la chumacera, como sucede en la mayora de los casos, la relativa posicin de la chumacera debe invertirse. La regin de baja presin estar en la parte superior de la chumacera y la pelcula protectora estar en el fondo.
2.3.3.1.2 A presin. Lubricacin Hidrosttica. En muchos casos el movimiento relativo de las superficies es tan lento, que no existe la posibilidad de formacin de cua de aceite, siendo necesario entonces suministrar aceite a presin mediante una bomba, para mantener la pelcula fluida y evitar el contacto metlico.
Figura 2.12
CAPITULO 2 : PRINCIPIOS DE LUBRICACION
29
Un caso muy comn es la lubricacin de los pernos que unen la biela con el mbolo de todas las mquinas de movimiento alternativo en las que su movimiento es reversible en carga y en direccin de rotacin. En estos casos es necesario alimentar lubricante a presin, precisamente por la zona en donde la presin es mnima para que el lubricante no sea expulsado por el rpido cambio de direccin de la carga. Otra aplicacin muy comn es la de soportar grandes cargas separando las superficies mediante una pelcula de aceite a presin. Los casos descritos se ilustran en los siguientes diagramas.
Figura 2.13
2.3.3.2 Lubricacin a pelcula delgada. En este tipo de lubricacin, la pelcula formada sobre la superficie tiene un espesor muy delgado, entre 0.0002 y 0.0005 mm, siendo suficiente para proteger las superficies que cubre. En la lubricacin a pelcula delgada existe siempre algo de rozamiento y en consecuencia desgaste, sin embargo su uso es muy extendido por razones de diseo, carga, velocidad, etc. Las pelculas pueden estar formadas por aceite, grasa, o algn lubricante slido como el grafito o el bisulfuro de molibdeno. Los costos de operacin e instalacin en este tipo de lubricacin son bajos. Como ejemplos podemos mencionar la copa gotera, copa grasera, por mecha, lubricador
30
LUBRICACION INDUSTRIAL : NESTOR GOODING GARAVITO
mecnico, etc. Este tipo de lubricacin suele denominarse a toda prdida, ya que el lubricante utilizado no se realimenta.
2.3.4 Factores que afectan la seleccin de la viscosidad del lubricante Los factores velocidad, carga y temperatura deben balancearse cuando la viscosidad del lubricante se selecciona. 2.3.4.1 Velocidad. Como se dijo anteriormente, la velocidad tiende a producir la cua de aceite que protege los mecanismos, tambin existe la friccin fluida que es tanto mayor cuanto mayor es la viscosidad o cuerpo del lubricante; por consiguiente, siempre que la velocidad relativa de las superficies en movimiento sea elevada, habr una mayor facilidad para formarse la cua de aceite y por lo tanto, un aceite ligero ser suficiente, adems de que habr menor friccin fluida y menor prdida de potencia. Por otra parte, cuando la velocidad es muy baja, la deficiencia en la formacin de la cua de aceite deber ser suplida mediante un aceite muy viscoso, o dicho en otras palabras, de cuerpo pesado el cual si bien no alcanza a formar cua de aceite, su misma viscosidad dificulta el ser exprimido y protege mejor las superficies. Generalmente, cuando un sistema trabaja con altas velocidades, los cojinetes vienen diseados con juegos o claros muy pequeos, pero suficientes para que el aceite que va a trabajar en ellos, alcance a formar una pelcula resistente; si estos juegos o claros fueran excesivos, no alcanzara a formarse la cua de aceite, pues no obstante la velocidad de las superficies, habra una prdida excesiva de lubricante debido a que los fluidos tienden a seguir la trayectoria que menos resistencia ofrece, trayendo como consecuencia la friccin y el desgaste. Por el contrario, un huelgo demasiado pequeo no solamente no permite la formacin de la cua de aceite, sino que adems impide la circulacin de lubricante en cantidad suficiente para verificar su efecto refrigerante, trayendo como consecuencia el sobrecalentamiento de las partes lubricadas y la falla consiguiente de las mismas.
2.3..4.2 Carga. Resulta lgico que cuando existe una carga pesada que tiende a juntar dos superficies en movimiento, una mayor viscosidad del lubricante soportar mejor la accin de exprimido que esa carga pesada ejerce. Por el contrario, si se trata de un cojinete muy pequeo que lleva una carga muy pequea ser indispensable un aceite de muy baja viscosidad para permitir el libre movimiento de las partes y menor prdida de potencia por friccin fluida.
CAPITULO 2 : PRINCIPIOS DE LUBRICACION
31
2.3..4.3 Temperatura. Al seleccionar un lubricante deber tenerse en cuenta la temperatura ambiente o de operacin del lugar en que va a trabajar y as, si el ambiente es caliente se deber emplear un aceite muy viscoso, no obstante que la velocidad sea alta y la carga ligera, pues la temperatura se encargar de dar al aceite la fluidez necesaria. Inversamente, en el caso de una parte que va a trabajar en fros excesivos deber lubricarse con aceites de muy baja viscosidad no obstante que la velocidad sea relativamente baja y la carga algo pesada, pues la temperatura se encargar de aumentar la viscosidad del lubricante y hacerlo capaz de soportar las otras condiciones de trabajo.
NORMAS BASICAS PARA LA SELECCION DE LA VISCOSIDAD Alta velocidad Aceite ligero Baja velocidad Aceite pesado Carga ligera Aceite ligero Carga pesada Aceite pesado Baja temperatura Aceite ligero Alta temperatura Aceite pesado
2.3.5 Contaminantes que afectan el comportamiento del lubricante Si se pudiera conservar en excelentes condiciones de limpieza el lubricante, ste podra permanecer trabajando en los sistemas de lubricacin por circulacin, por mucho tiempo; sin embargo, debido a la contaminacin, es necesario desechar la carga de aceite por ser el medio ms sencillo y econmico de eliminar los contaminantes para que no ocasionen daos. Los contaminantes por lo general, se encuentran en el medio ambiente o son introducidos a los sistemas de varias formas, siendo sus efectos en todos los casos, sumamente dainos. Veamos cuales son los contaminantes ms comunes, su origen y la forma en que afectan.
32
LUBRICACION INDUSTRIAL : NESTOR GOODING GARAVITO
2.3.5.1 Polvo. Puede tener su origen en la bodega de lubricantes cuando las condiciones de limpieza no son adecuadas y se dejan los envases destapados. Cuando los recipientes utilizados para vaciar el lubricante no tienen tapas y se dejan en lugares poco limpios. Cuando hay capas de polvo y suciedad sobre las partes de la mquina. En los sistemas y dispositivos de lubricacin cuando no se limpian correctamente y con relativa frecuencia. En ambientes de alta contaminacin con polvo como en plantas de cemento, etc.
2.3.5.2 Agua. El agua proviene principalmente de la condensacin y se forma cuando las mquinas se enfran al terminar su trabajo, o puede provenir de fugas de los serpentines de enfriamiento o de las camisas de agua. Algunas veces desde luego penetra a los tambores de aceite almacenados a la intemperie y en forma incorrecta. Su efecto sobre el desempeo de los lubricantes resulta igualmente perjudicial ya que se forman emulsiones que junto con la suciedades forman depsitos lodosos que interfieren con la distribucin correcta y, principalmente con la lubricacin. Adems ocasiona herrumbre y corrosin. 2.3.5.3 Solventes. Durante la limpieza de las partes y de las mquinas mismas, resulta frecuente que queden ciertos residuos de solventes que adelgazan las pelculas de aceite a tal grado que puede ocurrir desgaste. Por otra parte, tambin suele ocurrir contaminacin o dilucin cuando se usan los mismos recipientes para vaciar el lubricante, que los que se emplean para manejar solventes, combustibles, etc.
You might also like
- TPM Sam LeemeDocument17 pagesTPM Sam LeemeMauricio RoldánNo ratings yet
- Manual Presion Baja PDFDocument22 pagesManual Presion Baja PDFalejamaldonadobNo ratings yet
- Guia de Simulink para IoiDocument12 pagesGuia de Simulink para IoiLuis RamirezNo ratings yet
- Preparacion MetalograficaDocument13 pagesPreparacion MetalograficaAaron JuarezNo ratings yet
- PlanosDocument16 pagesPlanosDiego OspinaNo ratings yet
- @@agility Rs Naked-Digital Septiembre 2014Document67 pages@@agility Rs Naked-Digital Septiembre 2014Diego OspinaNo ratings yet
- LB11Document14 pagesLB11Diego OspinaNo ratings yet
- LB Ii 2013Document1 pageLB Ii 2013Diego OspinaNo ratings yet
- Lubricacion en Una PlantaDocument5 pagesLubricacion en Una PlantaDiego OspinaNo ratings yet
- LB13Document6 pagesLB13Diego OspinaNo ratings yet
- LB14Document10 pagesLB14Diego OspinaNo ratings yet
- Aspectos A Tener en Cuenta en La Lubricación de Una PlantaDocument8 pagesAspectos A Tener en Cuenta en La Lubricación de Una PlantaDiego OspinaNo ratings yet
- Manual SKF GrasaDocument30 pagesManual SKF Grasampariaton5498No ratings yet
- LB12Document18 pagesLB12Diego OspinaNo ratings yet
- LB03Document18 pagesLB03Diego OspinaNo ratings yet
- LB09Document12 pagesLB09Diego OspinaNo ratings yet
- LB10Document12 pagesLB10Diego OspinaNo ratings yet
- LB05Document10 pagesLB05Diego OspinaNo ratings yet
- LB06Document10 pagesLB06Diego OspinaNo ratings yet
- LB07Document12 pagesLB07Diego OspinaNo ratings yet
- LB01Document10 pagesLB01Diego OspinaNo ratings yet
- CP 09 - LUBRICACIÓN DE COJINETES LISOS (Recuperado)Document42 pagesCP 09 - LUBRICACIÓN DE COJINETES LISOS (Recuperado)Diego OspinaNo ratings yet
- LB04Document8 pagesLB04Diego OspinaNo ratings yet
- LB08Document30 pagesLB08Diego OspinaNo ratings yet
- Expo LubricaciónDocument13 pagesExpo LubricaciónDiego OspinaNo ratings yet
- CP 02 - TribologíaDocument45 pagesCP 02 - TribologíaDiego Ospina100% (1)
- Catalogo MitutoyoDocument428 pagesCatalogo Mitutoyopedroalva1986100% (1)
- Procesodefrutas 100713174955 Phpapp02Document39 pagesProcesodefrutas 100713174955 Phpapp02Diego OspinaNo ratings yet
- 1-Obtencion de Pulpas de FrutasDocument37 pages1-Obtencion de Pulpas de FrutasReinaldo Morales Forero95% (19)
- Dimar DceDocument28 pagesDimar Dcejohana GomezNo ratings yet
- Sector Calzado TDocument47 pagesSector Calzado TJohana EnriquezNo ratings yet
- 3Document3 pages3Edwar Marquez0% (1)
- Especificaciones Tecnicas Sanitarias San CarlosDocument31 pagesEspecificaciones Tecnicas Sanitarias San CarlosJHonHuberthCalderonAguilar100% (1)
- Aguas Residuales KWP KWK KCLDocument39 pagesAguas Residuales KWP KWK KCLCesar PradoNo ratings yet
- Informe 1 Preparacion de SolucionesDocument5 pagesInforme 1 Preparacion de Solucionescamilo andres urango miranda0% (1)
- Asfalto en CalienteDocument6 pagesAsfalto en CalienteHENRYNo ratings yet
- Qca Instrumental-Parcial Cromatografia1Document2 pagesQca Instrumental-Parcial Cromatografia1johan sneyder lesmes coquera100% (1)
- 01 Especificaciones Técnicas de Arquitectura - Checche Huaracco Pata Sacclaya y CumanayllaDocument27 pages01 Especificaciones Técnicas de Arquitectura - Checche Huaracco Pata Sacclaya y CumanayllaJuliojhi Rojas QuispeNo ratings yet
- FR610H (G) Datos TecnicosDocument4 pagesFR610H (G) Datos Tecnicosroberto carlos ortizNo ratings yet
- Familia y DesarrolloDocument6 pagesFamilia y DesarrollocatherineNo ratings yet
- Ficha Tecnica R134aDocument5 pagesFicha Tecnica R134aBrenda Mija CarriónNo ratings yet
- Certificado de Calidad Tipo Ug 18022019Document1 pageCertificado de Calidad Tipo Ug 18022019EMILIO LEAL CAMARGONo ratings yet
- El Mercado GlobalDocument43 pagesEl Mercado GlobalVanessaRonquillo100% (1)
- Plantilla de MetradosDocument19 pagesPlantilla de MetradosTomas TomasNo ratings yet
- Memoria de Calculo Estructural LlanquipampaDocument21 pagesMemoria de Calculo Estructural Llanquipampajesusamuel25No ratings yet
- Bemezcla Nivelacion GL TDS CLDocument2 pagesBemezcla Nivelacion GL TDS CLBárbara Andrea Mérida OrósteguiNo ratings yet
- Manual XT660Z 2008Document97 pagesManual XT660Z 2008SteveNo ratings yet
- Instalaciones ElectricasDocument8 pagesInstalaciones ElectricasJeferson Andres LEAL HUESONo ratings yet
- C. Deckteck - PM - 2019Document5 pagesC. Deckteck - PM - 2019Jose Luis ZarateNo ratings yet
- Manual Aa Kelvinator A PDFDocument28 pagesManual Aa Kelvinator A PDFNicolasNo ratings yet
- 4 - Contabilidad Administrativa y de CostosDocument29 pages4 - Contabilidad Administrativa y de CostosYalit AguilarNo ratings yet
- Vías de Chispas Separacion y ProteccionDocument8 pagesVías de Chispas Separacion y ProteccionsisprointNo ratings yet
- Tarea 3Document18 pagesTarea 3Camila SalazarNo ratings yet
- Pocesos Industrial CobreDocument31 pagesPocesos Industrial CobreLuis Sebastian Hernandez GonzalezNo ratings yet
- Hormigon Seco H Canary KGDocument1 pageHormigon Seco H Canary KGadrianNo ratings yet
- Diseño de ZapatasDocument11 pagesDiseño de ZapatasBrighitaNormaQuispeCatariNo ratings yet
- Final MacarenoDocument8 pagesFinal MacarenoAbel AlvaradoNo ratings yet
- Catalogo AutoclavesDocument5 pagesCatalogo AutoclavesSmisur SrlNo ratings yet
- Q.O.l Reporte Práctica 1Document8 pagesQ.O.l Reporte Práctica 1CARLOS DANIEL MORALES ZAMARRIPANo ratings yet