You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Football Manager Player Role Combinations and Duty Pairs - Passion For Football ManagerDocument29 pagesFootball Manager Player Role Combinations and Duty Pairs - Passion For Football ManagerAbdan ShidqiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Lenovo G Z 40 Series HMMDocument93 pagesLenovo G Z 40 Series HMMSeba AirNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Football Manager 2015 Top BargainsDocument23 pagesFootball Manager 2015 Top BargainsAbdan ShidqiNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Maintenance Management of Electrical Equipment Condition Monitoring Based Part 1Document5 pagesMaintenance Management of Electrical Equipment Condition Monitoring Based Part 1Abdan ShidqiNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Best Football Manager 2015 CoachesDocument27 pagesBest Football Manager 2015 CoachesAbdan ShidqiNo ratings yet
- Wide FlangeDocument1 pageWide FlangeAbdan ShidqiNo ratings yet
- The Five Dos and Don'Ts of Writing A URSDocument2 pagesThe Five Dos and Don'Ts of Writing A URSAbdan ShidqiNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Autoclave Validation MalibaDocument74 pagesAutoclave Validation Malibaph_homa3040No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Transitioning To GHS - 5 Easy StepsDocument48 pagesTransitioning To GHS - 5 Easy StepsAbdan ShidqiNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- WHO Biosafety ManualDocument186 pagesWHO Biosafety ManualAbdan ShidqiNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- InrushDocument226 pagesInrushDinesh SelvakumarNo ratings yet
- Applying Predictive Maintenance Techniques To Utility SystemsDocument0 pagesApplying Predictive Maintenance Techniques To Utility SystemsAbdan ShidqiNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Arc Larasati 20070111Document114 pagesArc Larasati 20070111Abdan ShidqiNo ratings yet
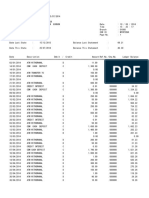
- Bank Statement SampleDocument6 pagesBank Statement SampleRovern Keith Oro CuencaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Types of MemoryDocument3 pagesTypes of MemoryVenkatareddy Mula0% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Nisha Rough DraftDocument50 pagesNisha Rough DraftbharthanNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Napoleon RXT425SIBPK Owner's ManualDocument48 pagesNapoleon RXT425SIBPK Owner's ManualFaraaz DamjiNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Purchases + Carriage Inwards + Other Expenses Incurred On Purchase of Materials - Closing Inventory of MaterialsDocument4 pagesPurchases + Carriage Inwards + Other Expenses Incurred On Purchase of Materials - Closing Inventory of MaterialsSiva SankariNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Delta PresentationDocument36 pagesDelta Presentationarch_ianNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Millionaire Next Door QuestionsDocument7 pagesMillionaire Next Door Questionsapi-360370073No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Service Manual: Model: R410, RB410, RV410, RD410 SeriesDocument116 pagesService Manual: Model: R410, RB410, RV410, RD410 SeriesJorge Eustaquio da SilvaNo ratings yet
- QCM Part 145 en Rev17 310818 PDFDocument164 pagesQCM Part 145 en Rev17 310818 PDFsotiris100% (1)
- Computer System Architecture: Pamantasan NG CabuyaoDocument12 pagesComputer System Architecture: Pamantasan NG CabuyaoBien MedinaNo ratings yet
- Random Variable N N Mean or Expected Value: Number of Ducks Type of Duck AmountDocument2 pagesRandom Variable N N Mean or Expected Value: Number of Ducks Type of Duck AmountAngie PastorNo ratings yet
- Minor Ailments Services: A Starting Point For PharmacistsDocument49 pagesMinor Ailments Services: A Starting Point For PharmacistsacvavNo ratings yet
- Quantity DiscountDocument22 pagesQuantity Discountkevin royNo ratings yet
- CH 2 Nature of ConflictDocument45 pagesCH 2 Nature of ConflictAbdullahAlNoman100% (2)
- TOEFLDocument6 pagesTOEFLSekar InnayahNo ratings yet
- Automatic Stair Climbing Wheelchair: Professional Trends in Industrial and Systems Engineering (PTISE)Document7 pagesAutomatic Stair Climbing Wheelchair: Professional Trends in Industrial and Systems Engineering (PTISE)Abdelrahman MahmoudNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- PlsqldocDocument21 pagesPlsqldocAbhishekNo ratings yet
- MLT Torque Ring Field Make-Up HandbookDocument44 pagesMLT Torque Ring Field Make-Up HandbookKolawole Adisa100% (2)
- Te 1569 Web PDFDocument272 pagesTe 1569 Web PDFdavid19890109No ratings yet
- Crawler Base DX500/DX600/DX680/ DX700/DX780/DX800: Original InstructionsDocument46 pagesCrawler Base DX500/DX600/DX680/ DX700/DX780/DX800: Original InstructionsdefiunikasungtiNo ratings yet
- HP Sustainability Impact Report 2018Document147 pagesHP Sustainability Impact Report 2018Rinaldo loboNo ratings yet
- ArpitResumeISM PDFDocument1 pageArpitResumeISM PDFchethan rNo ratings yet
- Sangeetahealingtemples Com Tarot Card Reading Course in UsaDocument3 pagesSangeetahealingtemples Com Tarot Card Reading Course in UsaSangeetahealing templesNo ratings yet
- Scope: Provisional Method - 1994 © 1984 TAPPIDocument3 pagesScope: Provisional Method - 1994 © 1984 TAPPIМаркус СилваNo ratings yet
- MOFPED STRATEGIC PLAN 2016 - 2021 PrintedDocument102 pagesMOFPED STRATEGIC PLAN 2016 - 2021 PrintedRujumba DukeNo ratings yet
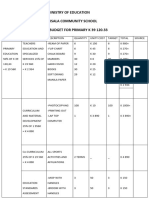
- Ministry of Education Musala SCHDocument5 pagesMinistry of Education Musala SCHlaonimosesNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Pthread TutorialDocument26 pagesPthread Tutorialapi-3754827No ratings yet
- Tendernotice 1Document42 pagesTendernotice 1Hanu MittalNo ratings yet
- List of People in Playboy 1953Document57 pagesList of People in Playboy 1953Paulo Prado De Medeiros100% (1)
- Amel Forms & Logging SheetsDocument4 pagesAmel Forms & Logging SheetsisaacNo ratings yet