Professional Documents
Culture Documents
API - Centrifugal Pump (Section 1,2,3) PDF
Uploaded by
Imtiaz Ali0 ratings0% found this document useful (0 votes)
2K views128 pagesit contains basic knowledge regarding pump..
Original Title
API - Centrifugal Pump [Section 1,2,3].pdf
Copyright
© Attribution Non-Commercial (BY-NC)
Available Formats
PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this Documentit contains basic knowledge regarding pump..
Copyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PDF, TXT or read online from Scribd
0 ratings0% found this document useful (0 votes)
2K views128 pagesAPI - Centrifugal Pump (Section 1,2,3) PDF
Uploaded by
Imtiaz Aliit contains basic knowledge regarding pump..
Copyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PDF, TXT or read online from Scribd
You are on page 1of 128
Training For Professional Performance
This manual is one of a seri es for
your use in learning more about equipment
that you work with in the oilfield. Its
purpose is to assist in developing your
knowledge and skills to the point that you
can perform your work in a more
professional manner.
The manual was prepared so t hat you
can learn its contents on your own time,
without the assistance of an instructor or
classroom discussion. Educators refer to
learning by self -study as Programmed
Learning. It is a method widely used in all
industries as a means of trai ning employees
to do their job properly and teach them
how to perform higher rated jobs.
You can demonstrate your desire to
be a professional by taking a positive
attitude toward learning the contents of
this manual and others that are applicable
to your job.
The au thor of tliis manual has years
of experience in operating petroleum
equipment. He also has t he technical
knowledge of how and why petroleum
equipment functions. The text was written
_ . for use by personnel with little or no
? previous experience with petroleum equip-
ment. Consequently, some of the mate rial
may be familiar to you if you have
experience with oilfield equipment. From
such experience, you have observed the
effect of making operating changes. The
manual will help explain why the changes
occurred that you observed. It will also
teach you how and why equipment
functions.
In order for you to learn the contents
of the manual, you must dig out the perti-
nent facts and relate them to the subject.
Simply reading the material and answering
the questions is not enough. The more
effort you make to learn the material the
more you will learn from the manual.
Teaching yourself requires seif-
discipline and hard work. In order to pre-
pare yourself for the sacrifice you will have
to make, you should set goals for yourself.
Your ultimate goal is to perform your work
in a more professional manner. Training is
one step in reaching tha t goal. Application
of what you learn- is another. Seeking
answers to questions is a third.
Once you have established your final
goal, you must determine the means for
reaching that goal. You may decide, for
example, that you must complete a series of
10 or 15 manuals. to get the basic knowledge
and skills you need. After you decide which
training material is required, you should set
a time table for completing each section of
the material.
Achieving your final goal may take
more than a year, and will require hours of
hard work on your part. You will know you
have achieved your goal when you under-
stand how and why to operate oilfield equip-
ment in order to obtain the maximum pro-
duct at the lowest cost. Your sacrifice will
have been worth-while from the satisfaction
of knowi ng that you can perform your job in
a methodical professional manner, instead of
a trial-and-error-approach.
Instructions For Using This Manual
This is your manual. You should write
your name on the cover. Upon complet ion you
will find it helpful to keep it in an accesslble
place for future reference.
Problems may be included throughout
the text. The solutions to the problems are
given at the end of the book.
The manual is used in traini ng programs
all over the world. In some countries, English
of measurement such as feet, gallons,
etc., are used. In other countries
Systems Internationale (SI) or Metric units,
such as meters, liters, kilograms, etc., are
used. In order for the manual to be of
maximum use, both SI and English units are
shown.
The SI unit always appears first, and the
English unit follows in brackets []. Example:
the temperature is 25'C [77'F], The
English equivalent of the SI Unit will be
rounded off to the nearest whol e number to
. plify the text and examples. A distance of
m may be shown as 33 ft when the exact
equi valent is 32.81 f1.
If you are working in English umts, you
may find it helpful to mark out the parts that
are in SI units, and vice versa.
Some of the Figures have units of
In such cases, two Figures are
included. The first one has Sl units, and the
Figure number is followed by the .letter A
(Example: Figure lA). The second Flgure wllI
be on the next page and will have English
units. It will be the same number as the first
one but it will be followed by the leiter 8
(Figure 18). If you use SI units, be sure to
refer to Figures followed by the letter A; lf
you use English units, refer to Figures
followed by the letter 8.
The following general procedure is rec-
ommended for using thi s manual :
1. Turn to Page 1. Read the material
until you come to the first problem
or question.
2. Work the first problem or answer the
question and enter the answer in the
proper space in ink. If the probl em
or question i s shown in both SI and
English units of measurement, answer
only t he part in units of measurement
tha t you use.
3. Compare your answer with that
shown at the end of the book; be sure
to use solut ions to the probl ems in
the units you are working in.
If your answer is correct, conti nue
reading unti 1 you come to the next
problem and work it. If not, restudy
the manual until you understand the
reason for your error. Rework the
problem if necessary. Leave your
wrong answer and note the correct
one. This will keep you from making
the same mistake later on.
4. Proceed stepwise as shown above
until you have completed the text.
The above approach will require
thought, making mistakes, and ret hinking the
situati on. Concentrate on two things - the how
and the why. Do not cheat yoursel f by taking
shor t-cuts or looking up the answers m
advance. It saves time and errors but pro-
duces no real understanding. Your future
depends on how efficlentl y you perform your
job and not on how rapidly you proceed
t hrough this manual. Since this is your
manual, any errors you make are private.
Abbrevjations Used
In This Manual
SI UNIT ABBREVIATIONS
s, min second, minute time
h, d hour, day time
mm millimeter length
cm centi meter length
m meter length
km kilometer length
2
square meter m area
m' cubic meter volume
m'ld cubic meters per day volume rat e
L li ter volume
g gram weight
kg kilogram weight
kPa kilopascal pressure
MPa megapascal pressure
kPa(a) ki l opascal absolute pressure
bar bar (1 bar = 100 kPa) pressure
kJ k i l o j o l ~ heat, work
MJ megajoul e heat, work
W, kW watt, kil owatt power
M meta million
ENGLISH UNIT ABBREVIATIONS
s, min second, minute time
h, d hour, dgy t ime
in, ft inch, foot length
sq in square inch area
sq ft square foot area
cu ft cubic foot volume
gal gallon volume
bbl bal'rel (42 US gal) volume
BPD barr el s per day volume rate
Ib pound weight
psi Ibs per square inch pressure
psia Ibs per sq in absolute pressure
Btu British thermal unit heat
MBtu thousands of Btu heat
MMBtu millions of Btu heat
IV , kIV wat t , kilowatt power
hp horsepower power
d i d cubic feet per day gas flow ra te
Md/d thousands of cfl d gas flow ra te
MMcf/ d millions of cfl d gas flow rate
M thousand
MM million
Units Of Measurement
SI UNITS OF MEASUREMENT
Most of the SI units of measurement used in
the oilfield are traditional metric units. The
exceptions we are concerned wi th are pressure
and heat units, which differ as follows:
METRIC SI UNIT CONVERSION
UNIT
Pressure bar ki lopascal, kPa
kPa
bar = IOU
Heat kil ocal kilojoul e, kJ
kJ
kcal =[2
STANDARD CONDITIONS FOR GAS VOLUME
Measurement units for gas volume are cubic
met ers (m ' ) or cubic feet (cf). The lett ers st
or s are someti mes used with t he units to
designate volume at standard temperature and
pressure: m' (51) or scf . In thi s manual, st an-
dard volumes are corrected to a temperature
of 15 C and a pl'essure of 101. 325 kPa(a), or
GO F and 14.7 psia.
To si mplify the text, the letters st and
s are omitted However, aU gas volumes
shown are at st andard conditions unless
specifi cally stated otherwise.
HEAT CAPACITY AND RELATIVE DENSITY
Specific heat and specific gravity are tradi-
ti onal t erms that have been used in both
Metri c and Engl ish uni ts for many years.
These names are being I'eplaced with the
words: heat capacity and relative densi ty.
The new names are used i n thi s manual. When
you see the term heat capeci ty (Ht Cap), it
will have the same meaning as specific
heat; and relati ve density (ReI Dens )
means specific gravity.
CENTRIFUGAL PUMPS
TABLE OF CONTENTS
INTRODUCTION ...... . ......... . ... ... . . .... .. .. . . . ... . ..... . ...... I
I. DESCRIPTION OF CENTRIFUGAL PUMPS... . . .. . . ... . . . . .. . .. . . .. 2
A. Basic Pump Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1. Case . ... ... . .... . ... ... .... . ... . . . .. . . .. . ... .... . . . . . . 2
2. Impell er. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
3. Shaft. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
4. Bearings . ..... . . _ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
5. Seal or Packing . .... . .... . ............... . ... .. . .. . . ... . 3
B. Couplings ... . ....... . . . ... .... .. .... . .. ... .. .... . . . .. . .... 4
C. Types of Cent rifgual Pumps. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 6
D. Alternate Sealing Systems . .............. . . . .. . . . .. .. ... .. .. 10
II . PRINCIPLES OF CENTRIFUGAL PUMPS . . .. .................... 14
A. Flow Through Pumps ............ . . .. . . .... ... .. ... . .. . ... ... 14
B. Centrifuga l Force ... ... . .... ....... . ................ . .... . 14
C. Head Pressure . ....... . ... . ..... .. ....... . ............ .. ... 16
D Cavitation and Vapor Lock .. . . . . ... ............. . . . ........ . 17
E Performance Curves . . . . . .. .... . ..... . ... .... . ... .... .. .. ... 19
F. Pump Efficiency ... . . .. . ... . ... . ..... ... ... . ....... . .. . ... 21
G. Driver Power .... .. ...... . ....... ... . . . ..... .. .. . . . ...... . . 24
H. Liquid Suction Head ............ .. . ... . ... . .. ......... . . .... 25
I. Thrust . . ... .. . . . ... .. .. . . " ... ... .. . . . ..... .. ... . .... .. . . . 27
J . Pump Curve Appli cation .. ... . .... .. .... . .... . .. .. .. ... . . . . 29
III. OPERATION .... . ... . .. .. . .... . .... .. ... ... . ... . . . ... . . .. .. .. .. 35
A. Start-up Procedure . .... . . .. .. . . . ..... . . . . .. . .. .... . . . . .. .. 35
B. Control of Pump Flow Rate . . . . . . ... ... ... .. .. .. . .. .. . ... .. .. 36
C. Shutdown Procedure ............ . ... ... .. .. ... ... .. . ........ 40
D. Routine Operating Checks .. . .... . .... . . ... .. ... . .. . . .. . .. .. 41
IV. TROUBLESHOOTING .. . . .... . .. . ......... . ...... . . . ...... . ..... 42
A. Troubleshooting Procedure for Vapor Lock . .. . . . . . . . . . .. . .... 42
B. Troubleshooting Procedure for Low Flow Rate .. . .............. 43
VALIDATION, SI UNITS .... . ... . .......... ......... . .. . . . ... . .. .. ... 45
SOLUTIONS TO PROBLEMS, SI UNITS . . .... . .... ... ... . . . . . .. . .. . ... 46
VALIDATION, ENGLISH UNITS ........ .. ... .. . . . . ... . . . . . . .. . . ... . .. 47
SOLUTIONS TO PROBLEMS, ENGLISH UNITS ............ . ........ ... . 48
LIST OF DRAWINGS, GRAPHS AND ILLUSTRATIONS
Impellers ..... ... .............. . .. ......... ... .. ..... . .. ........
Cut-away Picture of Pump
2
3
Packing and Seals .. ....... .. .... .. .. ....... . .. .. ... . ............. . 4
Couplings .... .. . ... ... .... ... .. ... . ........ ..... . .. . ............ 6
Pump with 2 Seals . . .................. ... ... . .. ... .... .. . ...... .. . 10
Seal Oil Pots . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . .. . . . . . . . . . .. 11
Circulating Seal Oil System 13
Flow Through P-ump ... .... . . ......... .. .... .. .... .. . . . .... ...... ... 14
Head Pressure . .. . .......... . . ..... ..... .. . .. . ........ . . . ..... ... 17
Procedure to Clear Vapor Lock 18
Pump Performance Curves . . ... .. .. . .. .. . . ..... . ... . .... . 20, 22, 23
Liquid Suction Head ........ .. . .... . . .... ... .... ....... . . . .. ... 26
Thrust . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 27, 28
Balance Piston . . ... . .... .. ................ . .. .... .. .......... . ... 28
Design Conditions for Stabilizer Feed Pump .. . .. . .. .... . ............ 29
Performance Curves for Stabil izer Feed Pump ...... . . .. ....... . 30, 31
Start-up Procedure .............. .... .. ........ . .............. . 35
Flow Control with Control Valve in Discharge Line . .. ... .. .. .. .. .. . .. 36
Regulated with Level Controller
Flow Control with Control Valve in Discharge Line .. ... ........ . .. .. , 37
RJ',!/ulated with Pressure Controller
Low Flow Recycle .. ........ .. ... .... .. . ........ . ...... ... . .. 38
Flow Contl'ol By Changing Driver Speed ... ........ .. . . .. . ....... 39
Effect of Pump Speed on Capacity, Pressure Head and Power . .. ... .... 40
CENTRJFUGAL PUMPS
INTRODUCTION
Pumps are used to force a liquid to flow from a point of low preso,;;ure to one of
highcr p,c,-,u,e.
Ther Are two general cia ifieutions of pumps:
l. Positive Displuc mcnt Pumps
2. Centrifugal Pumps
In thi., manual we will di ... cuss the Ccnl r'ifugal Pump. Posi tive Displacement Pumps
are discussed in Manual -17.
NOTE: Thi s manual includes bot h SI and Engli sh Units of measurement. I f you
use English Unit ... , disl'egard the i\ ietl'ic Units, and vice versa. Refer to
the instruc t ion page at the front of the manual.
.
. .
CENTRIFUGAL PUMPS
2 I. DESCRIPTION OF CENTRIFUGAL PUMPS
A. Basic Pump Parts
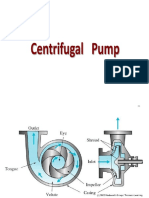
A t ypical Centnfugal Pump is shown on the opposi t e page, It has fi ve basic parts
which arc deseribed below:
l. Case - The pump ease 01' casing is the visible part of the pump, Most of the
othel' par'ls arc enclosed within it. It is usuAlly made of case iron or steel, plHStiC, or
other special mAteJ'ials. 1n the oilfield, casings on pumps operating at 8 pl'essure below
1000 kPa'[150 psiJ usually arc made of cast Iron, Pumps opel'ating at highel' pressu]' e
generally will have casing made of steel.
2, Impeller - The Impelle]' is the part of t he pump that causes the liquid pl'essul'e to
rise, It is fu'mly attached to the shaft with a key and/or pI'essed on the shaft, It rotat es
inside the case at the speed of the shaft.
l'he Impeller on most oilfield pumps is made of cast iron. However', stainl ess steel,
p l ~ l l c l or oUler' special mater ialS can be used for corrosive or chemical service. 'J'h!'c
are two gener.1 types of Impeller's; the open vane and the closed vane, The closed vane
develops a higher pressure, but has a lower capaci ty.
CLOSED VANE IMPELLER OPEN VANE IMPELLER
3, Shaft - The shaft I'otates inside the case at the speed of the dl'iver, It usually is
made of .teel. The portion or shaft exposed to the seal 01' packing may have a sleeve
made of some hard metal, such as tungston carbide, to resist corrosion or WeBI' at tl1a t
point.
-t. Bearings - Bearings serve two functions on a pump:
a, To hold the shaft so that it does not wobble inside the pump easing,
b, To prevent lateral movement or the shaft so that the rotating par ts do not touch
the pump casing, Th,'ust forces, developed as the impeller I'otates, are the main
PUMP PARTS 3
- Bearings
-
-.
Case
Shaft
Seal
PARTS OF CENTRIFUGAL PUMP
cause of lateral shaft movement. One or more of the bearings must be designed to
withst and the thrust forces .
On small process pumps, the bearings may be contained in the pump casing. On
larger pumps, the bearings are contained in housings located on one or both ends of the
shaft.
The bearings reqUIre lubrication. The bearing housing shown above is partially
filled with oil for lubricatrion. A sight glass indicates the level of oil in the housing. The
bearings shown on the end of eacll shaft on Page 5 are a grease lubricated type.
5. Seal or Packing - The seal or packing is used to prevent liquid under pressure
inside the pump from leaking out the pump.
The mechanical seal is used in most oilfield cen t rifugal pumps. It has two basic
components:
4 PUMP PARTS
PACKING RINGS
a. 1\ statiooary ring thll t is secured in the seal gland.
Sea l
Gland
Stationary
Seal Ri ng
Rotating
Ring
," Shaft
MECHANICAL SEAL
b. A rotating "i ng that is part of tile seal element attached to the shaft.
One of the seal ri ngs is made of cal'bonj the other is made of hardened steel,
ceramic Ot' other speci al non-cor r'osive material. Some seal manufacturers use a carbon
stati onary ring and other's a cHrbon "otating ring.
Packing often is used in low pressUl'e service, or in pumps handling abrasive liquids
such as mud or s]urr'y.
is composed of a series of pliable ri ngs contained in a packing gland. The
.. ings arc compressed by tightening the gland nuts. This squeezes the dngs aga inst the
shaft and p,'events liquid from leaking out,
"'Iecilanical seals generall y require much less maintenance than packing, so they are
used whenever poss ibl e. When they are used, liquid must be free of sand, dirt, or other
solid particles that CUll scratch the seal faces and cause leakage.
B. Couplings
The pump shaft connects to the driver with a coupling.
Couplings trans mit ,'otation from the dri ver shaft to the pump shaft. If a gearbox is
between the drive,' and the pump, a coupling attaches the dr ive,' shaft to the inlet gearbox
silaft. alld another coupling attaches the outlet bearbox shaft to the pump shaf t.
COUPLINGS 5
Bearings
Coupling
The couplings ill il st be able to withstand the shock of a sudden change in pump load,
0 1' stoppage of t he dr ivel' . They must be flexible enough to t,' ansmit power from the
dri ver to t he pump at high speed when the two shafts al'e not pcl'fectly al igncd, In fact, it
is almost impossible to perfectly align the two shafts, because the operati ng tempel'ature
diffel'ence between the d,' i ver and pump resul ts i n one expanding slightly more than the
otehr. The coupling must be able 10 1wobble' enough to overcome the misalignment.
Some of the more com man types of coupli ngs are shown on Page 6. In each type,
the drivel' shaft attaches t o one half or hub of the coupling, and the pump shaft att aches
to the other. The shafts al'e usually keyed to the coupling hubs.
Pl'oblem 1
Match each itcm in the column on the right with one on t he left.
Impell er a, Prevents liquid inside pump f rom leaking out.
Case b, Prevent shaft movement.
Seal c, Connects pump and dr iver,
Shaft d. Open or closed vane,
Bear ings e, Rotates inside pump.
__ Couplings f, Enclosure for rotating pump par t s.
Ii
CR It) COU,'UNG
Hubs art" ;'".hed with
serpent I '" ,, ;"lng that
fils il' In each hub.
c . Types of Cent r ifugal Pumps
PUMP TYPES
Hub
Sleeve
FLEXlflU DISC COUI'UNG
\ lubs attach to compo-
sitIOn di:.;cs that arc
casily replacl:d.
GEAR COUPLING
Hubs with gear t eeth
mesh with sl eeves
having rnatching t eeth.
(\,'Iltl'igu: d pumps can eithC'1' be hOl'jzontaJ or vCl'ti('ul. Tht' hOl'i7Clnla L pump I'l'quircs
l: 'olillda li on ror its mounti ng. the vertical pumr Can he nttaeilcd to the
l-.ilil 0 mi nimum of support bcnenth the pump. The horizontal pump is 11 more
P1lillp wl1i(' 11 will any vibration present.
V('I'll(,'al pump" are commonly used in process ph-Jots i n IOt'ations where vibrution is
:!I)t "pf'Obknt. I\nolilel' advantage or the vel' tical pump i s thul the ulignlTlent bf'twcen the
!110({'I[' lind Dump j -; much easier to maintain than that of the horizontal pump.
PUMP TYPES 7
HORIZONTAL PUMP
VERTICAL PUMP
1. Mul tistage Pumps
As we win learn later, there will be occasions when 2 or more impellers are needed
for the pump to delivel' the required presslIre. Pumps with more than one impeller are
called multistage pumps. Each impellel' is referred 10 as a stage. A pump with 5
impellers is a 5-slage pump.
There are three common types of mul li-slage pumps;
1. Submersible
2. Can
3. HOl'izontal
The submersible pump is an integral pump-motOJ' uni t in a sealed enclosure. In a
well, Ihe pump is insert ed inside the casing. An electric cable runs from Ihe surface to
tile motor. These pumps are used for lifting watel' OJ' oil from any depth. The pump
capacity is limited by the size of the casing. For example, a submel'sible pump which will
fit inside a 20 cm [8 i nch J casing will deliver a maximum now rate of about 68 m 3/d
[300 gplll J. An electr ic power source is required to operate the pumps.
8
PUMP TYPES
CAN TYPE:
SUBMERSIBLE PUMP
VERTICAL PUMP
PUMP TYPES 9
HORIZONTAL MUL TlST AGE PUMP
Can-type Pumps are used to 1 ift liquids from storage tanks or sub-sur race sources.
The pump driver is l ocated at 01' above the li quid surface, and the shaft extends f rom the
driver to the pump, which may be located some dist ance bel ow the liquid sUt'face, Thi s
type is used f requently on offshore pl stfol'ms to provide an emergency f irewatel' suppl y,
Both the can and submersible pumps can have up to 60 stages or impell el's,
depending upon the depth at which thc pump is set. [f one impell er developes a pressure
rise of 1300 kPa [43,5 psi], and a total pressure rise of 9000 kPa [1305 psi J is I'equired to
lift the liquid to the surface, then the number of st ages wi ll equal:
SI UNITS ENGLISH UNITS
Total P['essure Required 9000 kPa 1305 psi
Pl'es;ure rise pel' stage 360 kPa 43,S psi
Number of stages
9000 = 30
300
1305 = 30
43.5
Horizontal multistage pumps are used i n process plants and oil pi pelines where the
pump must raise the liqui d pressure seve!'al thousand kPa [sevel'81 hundred psi]. Thel'e is
no lheoreticallimit to the numbel' of impeJlers in 8 hori zonta l pump, but more than 8 are
seldom used,
10 SEAL SYSTEMS
D. Alternate Seal Systems
A pump handl ing liquid hydrocarbon can cause a hazardous situat ion if hydrocarbon
leaks out the pump seal to t he surrounding atmosphere.
One way to avoid this is to install two seals on the pump wi th a pressure guage
between the two. When the inner seal starts leaking, pressure will rise between the two
seals and it can be observed on the pressure gauge. In some cases, a pressure swi tch is
provided between the two seals so that a rise in pressure trips the switch and signals an
alal'm or may even shut down the pump.
Impeller
Inner Seal
Rise in pressure between
seals indicates leaking
inner seal.
Outer Seal
PUMP WITH TWO SEALS
Shaft
Anot her way to prevent liquid inside the pump from leaking to the atmosphere is
that of using a seal oil system, which also has two seals.
A simple seal oil system is shown opposite. There are two seal oil pots with water in
lhe bottom of lhem. Pump discharge liquid fills one pot above waler level; the other pot
is filled above lhe waler level with seal oiL The seal oil is piped to the space between the
two seals on lhe pump. Water in the bottom of the pots prevents pump discharge liquid
from mixing with the seal oil. Since pump discharge pressure is imposed on the seal oil
pots, the pressure in the pump seal oil chamber (bel ween the two seals) is pump discharge
pressure.
The purpose of the bypass line is to allow liquid on l he pump side of the inner seal to
flow inlo the suction side. This will hold the presure on the pump side of the inner seal at
suction pressure. Pressure on the other side of lhe inner seal is pump discharge pressure.
Wilh this arrangement, a leaking seal will resull in seal oil leaking into the pump, becau e
BypllSil
Used for IiqllLd CW"I In! PlIrT"9
side 01 the inoel Jeal 10 flow
to the aoction tide of the
pump, This Jowerl press"re on
pump .ide of IlYler IIIal to
lion prfllllUtt.
SEAL SYSTEMS
Pump LIquid At
Dllctl.rge Pre"ure
I
SEAL OIL POTS
___ . .bd-- .. __ .. -. ---.
Inner Seal Seal Oil Chamber
ll;!akirw:l see! will
result in Ioeel oil
lellking into pump.
SIMPLE SEAL OIL SYSTEM
PUMP WITH SEAL OIL POTS
l eaking aeal wlU Te...,lt in
luI oil leelcing into lilt
atmosphere.
11
J
seal oi l pressure is higher than pressure on the pump side of the seal. The outer seal is
provided to prevent seal oil from leaki ng to the atmosphere.
The seal oil pots are used on small process pumps - usually less than 35 kw [50 hp J.
The effectiveness of the system is limi t ed by the volume of seal oil contained in t he
system. If a large leak occurs in the inner seal, pump discharge liquid will eventually
displace seal oi l in the pots, and the liquid between the two seals will be pump liquid. In
th is sit uat ion, failure of the out er seal will result in pump liquid leaking to the surrounding
atmosphere and crea te a hazard.
Lal'ge pumps handling volatile or hazardous liquids are oft en equipped with a
circulat irg seal oil system as shown on page 13. This system has two pump seals just as
the seal oil pot system did. The primary difference is that seal oi l is cont inuously pumped
through the seal chamber at a pressure higher than the pressure inside the pump, A
pressure controUer in the seal oi l outlet line is set to hold this desired press ure.
12 SEAL SYSTEMS
The drawing on the opposite page shows a mult i -stage pump with a bal ance piston
used to offset thrust for ces in t he pump. Pressure on the outboard side of the balance
piston is held at suction pressure by allowing liquid that leaks across the balance piston t o
flow back to the suction side of the pump t hrough t he balance line. This particular pump
has scals at each end of the shaft. The bal ance line holds suct ion pressure on the pump
side of both seal s. Consequently, as long as the sea l oil pressure is above pump suction
pressure, leaking seals will result in seal oil leaking into the pump rathel' than pump liquid
leaking to the seal oil system.
Seal oil is a non-volatile liquid that docs not contaminate the l iquid inside the pump
when it leaks into it. Some fOI'm of lubricating oil is often used for seal oil in hydrocarbon
pumps.
PI'oblem 2
List th type of pump and seal to use in the following services:
Service
a. Process pump used in gasoline plant
b. Pump water from a well
c. High pressure cI'ude oil pipel ine pump
located in an enclosed building
d. Fire water pump on offshore platform
Pump Type Seal
CENTRFUGAL PUMPS
USED IN ffiACTIDNA TlNG
SECTION 0; REFINERY
SEAL SYSTEMS
l
SEAl.. OIL COOLER
WATER
flL TERS
SEAl OL TAN< F'l.MP
SEAL OIL SYSTEM
1
t
PRESSURE
CONTROLLER
DISCHARGE
13
14 D. PRINCIPLES OF CENTRIFUGAL PUMPS
A. Flow Through Pump
Liquid ent ers the pump at the eenter or eye of the impeller. In most process pumps,
the impeller rotates at a speed of 1200 to 36.00 revolutions per minut e. At this speed, the
liquid enters the center of the impeller and is thrown into an enlarged chamber called the
volute. Liquid flows around the volute and exits in the outlet nozzle.
Liquid
Outlet .
Liquid
Inlet b=l,,';
-n'f----Volute------+_
UQUJD FLOW IN CENTRIFUGAL PUMP
B. Centrifugal Force
Suppose you take a bucket that is almost completely filled with water and swing it
in a circular motion around your body. If you swing it very slowly, some of the water will
spill out of the bucket. However, if you swing it fast enough, none of the water will spill
out of the bucket. The centrifugal force generated by swinging the bucket pushes the
water against the bottom of the bucket so that it does not spill out.
Now suppose we have a small hole in the bottom of the bucket. As you swing the
bucket, water will come out of the hole. The faster you swing the bucket, the farther the
water will travel that leaves the bucket.
This is the principle of centrifugal action. When you move the bucket fast, you use
more energy. The distance that the water travels from the hole in the bucket will depend
upon the amount of energy that you use in spinning the bucket.
Before we attempt to understand the principle of centrifugal pumping, let us look at
the pump unit first. It includes a driver and a pump. The energy used by the driver -
CENTRIFUGAL FORCE 15
motor, turbine, or engine - is transferred to liquid in the pump in the form of pl'essure by
the pump. In other words, a pump is a device for transfer ring energy from the driver to
t he liquid. It is important that we recognize that energy is enter'ing the liquid in order to
under'stand pumping.
El ectri c energy used by a motor-driven pump is transferred to liquid by the pump in
t he form of pressure.
Another thing we need to realize is that ener'gy can exit i n sever al forms. A ri fle
shell contains ener gy in the form of powder . When t he shell is fired, energy of the
burning powder transfer s to the bullet in the form of velocity. That energy converts to
pressure when t he bull et strikes an obj ect and l oses its velocity. Vel ocity energy is
convert ed to pressur'e energy,
A centrifugal pump uses the same velocit y-pressure concept to mise liquid pressure.
Liquid enters an impeller at the eye. The speed of the impell er' Cl'eates a cen t rifugal .
16 HEAD PRESSURE
force that throws the liquid to the outer edge at a high velocity. It leaves t he i ~ p e l l e r at
high velocity and enters the volute, which is an enlarged chamber where the velocity is
quickl y reduced. This veloci ty reduction results in a pressure i ncrease.
The liquid flow can be compared to that of the moving bullet . The now i n the
impeller at a high velocity cor responds to the movement of a bullet through the air. The
liquid slowing down in the volute with a resultant pressure ri se is comparable to the force
of a bu ll et striking an object.
The amount of pressure an impeller will develop depends upon its diameter and the
speed at which i t rotates. A large di ameter impeller operat ing at a high a speed will
develop t he highest pressure. The p"essure developed by the impell er is l imited by the
materials of which the impeller is made. It is subject to the same centrifugal force as the
liquid and will fly apart if the centr igual force is excessi ve.
If a si ngle impell er will not develop thc p" essure requi"ed, two or more impellers can
be inst alled in ser ies to increase the pressure rise across the pump. A pump with three
impellers can be compared wit h t hree pumps which operate in series. Discharge liquid
from the f irst pump enter s the second one, and liquid from t he second pump flows to the
third one.
There is no theoretical limit to the number of i mpell ers which can be instaUed in a
pump. However, horizontal pumps seldom have more than eight impeUers in one casing.
If thi s is not enough to produce the desired pressure, a second pump will be used.
Submersi ble or can pumps can have 50 or more impell ers.
Vertical pumps are usually bui lt i n segments, so t hat there is no theoretical
mechanical limit to the number of impellers which can be installed.
C. Head Pressure
The purpose of a pump is to rai se the pressure of liquid. The amount of pressure rise
is called the head pressure, or si mply head It equals the di scharge pressure minus the
suct ion pressure. The pressure developed by the pump - head pressure - will be constant
fOl' any sucti on pressure. In other words, a pump that develops a head pressure of 300 kPa
[45 psi], wi ll have a discharge pressure that is 300 kPa [45 psi] more than the suction
pressure, regardless of what the suct ion pressure is. Obviously, the pump casing must be
designed to withstand t he highest discharge pressure expected in the servi ce for which i t
is used.
CAVITATION AND VAPOR LOCK 17
,
It is important that you remember
frequently in the following discussions.
the t er m head pressure, as it will be used
Suction
Pressure
Sue t i on
Liquid
DIScharge
Pressure
1
1IIIII1II!1IIII1III1IIIII1IIIl1IIIII1IIIII-. Discharge
Liquid
CENTRIFUGAL PUMP
HEAl) PRESSURE = DISCHARGE PRESSURE - SUCTION PRESSURE
Problem 3
The discharge pressure gauge on a pump reads 1000 kPa [145 .psi J. . Suclio.n pressule .
is 400 k.Pa [58 psi J. The head pressure developed by the pump is
___ kPa [psi J.
D. Cavitation and Vapor Lock
Cavitation and vapor lock are ter[lls often used interchangeably to describe pump
failure due to the presence of vapor in it. Although caviation and vapor lock, both occur
when gas is present in a pump, they each have different effects on the operation of the
pump.
Cavitation occurs when the liquid entering a pump contains a few bubbl es of gas.
The gas flows through the impeller with the liquid and as its pressure is increased in the
pump, some or all of tti", gas liquifies (the vapor ' bubble.s collapse.) A high centripetal -
force results from this collapse and. may ;cause severe vibration and poss ible pump
damage. The pump will continue to pump liquid, but it will be noisy and may vibrate.
Vapor lock occurs when gas. enters the pump with liquid and separates from the
liquid inside the pump and fills all ar a part of the pump. The pump will compress the gas
a slight amount, but not nearly enough for tlie gas to flow out the. discharge line. The
gas prevents liquid tram entering .the pump. The effect is that no liquid flows
through the pu mp.
18 VAPOR LOCK
When a pump vapor locks, the discharge pressure gauge reads about the same as
suction pressure while the pump is running. In order to clear the conditi on, the vapor
must be removed from the pump. In some cases, this can be done by opening a vent valve
while the pump is r unning. Quite often, the pump must be shutdown and the casing vented
unti l liquid flows out the vent line. At this point, the pump is restarted.
Some pumps are more prone to vapor lock t han others. A procedure for starting
these pumps is:
1. Close a val ve in the dischalge line. Suction valve is open.
2. Open the casing vent valve until a steady stream of liquid comes out. Partiall y
close the vent valve, but keep a steady steam of liquid flowing.
3. Start the pump and observe the discharge plessure. It should rapidl y increase
and then level off.
4. Slowly open the valve in the discharge line.
5. Close the valve in the vent line.
Observe the disoharge pressure during Step 4. If i I drops to suction pr essure, the
pump has vapor locked again, and you will have to shut it down and start over.
cP Sto" d,I .. ,
r.M.l
SUCTION
8
1
1-------'
Open .... 1 .... in IlUCtion line
) Open "eot ",lve uotU 1[811dy
.tream of liquid come. out.
5 Quer ... e dllch8rqe preMUU!.
ahoi,Jld rill! rapidly and then
level off. Slowly open .... I ... e
In dischllrge line.
PROCEDlRE TO START - UP AFTER CA VIT AnON
Cavitation or vapor l ock occur when gas is present in the pump. A few gas bubbles
will cause cavitation. More will cause vapor l ock. Both are prevented by preventing gas
from entering a pump. This can be done by raising the suction pressure to the pump, or
raising the l evel of liquid in the vessel that is being pumped.
PERFORMANCE CURVES 19
E. Performance Curves
It will help us in operating our centr ifugal pumps i f we understand how pumps are
sel ected i n the fi r st place, and what thei r operati ng limitations are.
Suppose have need for a centrigual pump that will operate at the following
conditions:
Flow Rate:
Head Press ure:
Relat ive Densit y of Liquid:
Maximum Discharge Pre!)'Sure:
40 m J I hr [ 175 gpm]
600 kPa [ 87 psi]
0. 80
3450 kPa [500 psi]
We gi ve thi s informat ion to a pump manufacturer and t ell him to supply us with a
pump driven by an electric mot or. The manufacturer has a number of st andard size pump
casi ngs and impell cls. He must sel ec t the standard unit that will fit our design conditions
and operate at a hi gh efficiency so that we don't wast e a lot of electricity in dri ving the
motor. We wi ll discuss efficiency later.
The pump manufact urer has pel'formance curves fOi' cach standard si ze pump that he
makes. These curves show the relation bet ween flow rat e and head pressure f or di fferent
size impellel's operating at different speeds that can be used in the same pump casing.
Typical cUI'ves for a pump operati ng at 3500 rpm are shown on the following page. The
top curve is for the largest diameter impell er that can be used in that pump casing. It has
the hi ghest head pl'essure of any of the impellers. It also requires the largest driver. The
bottom cur ve shows t he smallest diamet er impell er which can be used in t hat pump
casmg. In our application, a 200 mm [8 in] diamet er impeller will deliver the head
pressure at t he flow rate we have speci fi ed. This will be the size impeller that the
manufacturer wiU use in our pump.
The pump curves show the head pressure t hat different sizes of impell ers will
develop at various flow I'ates at a 3peed of 3500 Ipm. A di ffer ent set of curves for the
same casing and impellers wi ll apply at a speed other than 3500 rpm. As t he speed is
reduced, the head pressure at a given flow rat e will be less. We will discuss the effects of
speed later. For the time being, we wi ll confi ne our discussion to pumps operat ing at a
const ant speed.
The pump manufacturer uses the pump curves to select the pump casi ng, impell er
size, and speed that will sat isfy our process requi rements at the lowest power consump-
tion by the driver.
20
800
500
4 00
0
110
100
7
60
0
, ..
10
,.
..
, .
PERFORMANCE CURVES
51 UNITS
,
230 Iotl.OJA",'r,, '
. _ _ _ , '" IMPELLER
, "
215 lotH
t . ,
,.
OES TG
POINT'
-
, ,
., , 1
- ..! -
. ,
I - , :
20 30 4 0
PU-1P CAPACITY, M I /Kt
ENGLISH UNITS
T
. 71. S I GN-
"1 '\ INC"
' ,. I",
.. PO I NT
, -
i
,
"t
, .
., .
' T
_. 3500 RPH
t
50 100 150 200 250
'00
CAPACITY CLRVES FOR VARIOUS DIAMETER
IMPELLERS IN Sf ANOARD PUMP CASING
AT ) 500 RPM
350
PERFORMANCE CURVES 21
The pump cUi'ves also t ell us somethi ng else: that the pump will deliver the flow
rate and head press ure shown on the curve. In the example we have cited, we selected a
200 mm [8 i n] impeller whi ch will deliver head presure of 600 kPa at a flow rate of 40
m '/hr [head pl'essure of 87 psi at a flow rate of 175 gpm] .
Suppose when we start to o"perate the pump that we r equire a head pressure of only
550 kPa [80 psi] at the design flow ra teo I f we look at tile 200 mm [8 in] diameter pump
curve, at 500 kPa [80 psi ] the flow rate through the pump wi 11 be 56 m '/hr [ 25 0 gpm ].
In othel' words, the pump is goi ng to deli ver a flow rate and head pressure along its
operating curve. Even though we do not need as much head pressure as it will develop, we
cannot reduce the flow rate without i ncreasing the head pressure.
What this means from an operati ng standpoint is thi s: if a constant speed pump
develops more head pl'essure than we need, we must have a pressure reducing device on
the pump discharge that wi ll take up t he excess head pressure that t he pump develops.
Using a pressure reducing device is wasting the energy t hat was used by the pump dr iver
to put up the pressure drop we are taking across tile pressure reducing device.
We can save t hat wasted energy by installi ng a small er impeller in the pump. Look
at t he pump curves again. At our operating flow rate of 40 m '/hr [175 gpm] and
operat ing head pressure 550 kPa [80 psi ], we need an impell er having a diameter of 195
mm [7-3/4 in]. We can purchase t his size impeller from the pump manufacturer. When
we put the smaller diameter impeller i n the pump, we will have a new curve shown in the
dotted lines of the pump curves. This is our new per formance curve. It will allow us to
run the pump at our actual operating conditions wihtout wasting POWI' in the driver.
We purchase the pump with a 200 mm [8 i n] diameter impeller to give some excess
capacity. The manufacturer suppli es us wi t h performanc.e curves for that pump as shown
on the next pages. The top curve is the same as th'e 200 mm [ 8 in ] diameter impeller on
Page 20. It shows the pressure head at di fferent flow rates. The maximum head pressure
the pump will develop 650 kPa [93.5 psi]. This head is developed with no flow through
the pump. In other words, i f we turn the pump on and close the discharge valve, the
pressure gauge on the dischar ge will read 650 kPa [ 93.5 psi] more than the suction
pressure gauge. If the occasi on should arise t hat we want to increase the flow rate
through this pump f rom 40 m '/hr to 60 m '/hr [175 gpm to 265 gpm J, the head pressure
developed by the pump will drop to 540 kPa [77.5 psi].
22
It is important to rec-
ogni ze that a pump will oper-
ate at some ' pressure and
flow rate on or near its oper-
PUMP EFFICIENCY
-. ...:.. '
.; >
"
. _1
SILNTS
-
" ,
.... " _ I ..
<
aling curve. Large multi- 600 , .
: - .....
' r- . - .. ....
; - DESIGN '
- : .- - -
.. _ . i
stage pumps
slightly from
may deviate
the opera Ii ng
curve. As a pump wears and
clearances increase, some in-
ternal leakage from the dis-
charge back to the suction
occurs, and the opera ting
curve moves downward to a
line parallel wit h the original
curve. This is a way of
troubleshoot ing pump
problems. We observe the
head pressure and flow rate
through the pump and com-
pare it to the operating
curve. If it is too far below
the curve, it may be time to
repair the pump. Otherwise,
we are wast ing energy
driving the pump.
F. Pump Efficiency
Centrifugal pumps are
not high effi ciency energy
transfer devices. In other
, "
-.. POINT
-"- '... ' ....
. - .. -
- .. ..;. -,
550
.! .
" '
,- _ . ,
500
' I .
60
oj
_. . .,.- ..,
. - . . ; ! . , . I i -!
,:
"
T-- ..... '-
. - .'
. - I.. . . , _.
.. - - -... .., .. ;. , .. :- ,-..
-' -- ". '" .-
, -1 , -J. t ;" .
, ,
20 ,
, : - ,- .-
.0
- ..... -,
"
. ., .. ,
is
2
10
, ,
1"- - -..,
I . - .,.
K
o
- r - .
- "
.. - ",.-
I , .. :
f
o
I -. ,
1 T :
.- . -
". ' ". 'i
" ' - a
.. .;:. = .1 :
.. "'
; , i ..... -
: -"
t _ .
., B
, i ' "
. , .; .:. I .;
..
, , .
.... "f OO:J
o 60
, "
,- .!. .
20 40 10
Pl..M' CAPACITY. M J I'rfl
PERFORMANCE CURVES FOR PUMP
WITH ioo MM IMPEl.LER AT }500 RPM
wordS, only part of the energy used by the driver is actually transferred by the pump into
pressure. The pump efficiency is the percentage of energy that transfers from the driver
to the liquid in the form of presure. The efficiency curve for the pump we selected
indicates the maximum efficiency for this particular pump is about 63%.
This is the highest effi-
ciency we can get for this
pump. At our design flow
rate of 40 m 3/ hr [175 gpm 1,
the pump efficiency is about
61%. The efficiency drops off
rapidly as the flow rate re-
duces.
PUMP EFFICIENCY
- ,- ,
~
i
t . ~
~ 80
70
. -. -. .-t-r-
- - .. r
,- -
-, -
, I
ecuSHl.NTS
"DESICN
- POI NT
- ,
,-
, -
23
-r
I. _._
-. ,
60
.:.. 40
-,
L
The energy suppl ied by
the driver which does not
transfer into pressure energy
inside the pump has to go
somewhere. Part of it goes
to friction; part of it makes
up for internal leakage; the
remainder enters the liquid in
the pump in the form of heat.
As long as the pu mp is opera-
ting at an efficiency of 30%
or more, the heat energy that
transfers from the driver to
the liquid in the pump will
cause only a degree or two
rise in the liquid tempera-
ture.
o "
20 ~
~ d _.
~
- (AD '
, . ' ClIONt-i
_ . _ .. \QllID SU 10 S
- .,
~
Q
o '"
100 150 200 250
o
300
However, at low pump-
PUMP CAPACITY I GPM
PERHRMANCE CURVES FOR PUMP
WITH B N::H IMPELLER AT J500 RPM
ing rates, the efficiency may drop as low as 10-20%, which means that a larger percentage
of the driver energy is entering liquid in the pump in the form of heat. In this situation,
the temperature rise may be several degrees, which may vaporize part of the liquid or
expand the internal parts of the pump to the point that damage may occur.
Problem 4
What is the head pressure and efficiency at a flow rate of 50 m 3/ hr (220 gpm J?
24 DRIVER POWER
A pump having several impell ers will have a temperature ri se ac,'oss each impeller.
In some instances, this limits the number of impellers tha-t can be installed in a pump
case.
G. Driver Power
The power required
to drive the pump is indi-
ca ted on the curve. The
power increases as the
flow rate increases. The
power curve is used for se-
l ect ing the driver for the
pump. In this particular
case, the power required at
design flow rate of 40
m' / hr [175 gpm J is 12 kW
[16 hp J. However, since
the pump is capable of
operating at a higher flow
rate, we size the driver for
the maximum flow rate,
which requires a 14 kW [20
hp J motor.
The pump perform-
ance curves are fot' a pump
speed of 3500 revolutions
per minutes (rpm). This is
a com mon motor speed.
The same pump with
a different speed motor (or
,J
65.
600
55.
>0.
20
, "
<
. - ,
-
"
"
"
,
,
-
,
, ..
51 LNT5
, ' ,
! --
. I . j.
DESIGN
POINT .. . -,
, . I' ...
, '
'1,
- I. .
- ,
, "
,. I
..
;
"
1 '
T ' -'
, ,
- ,
, .
1
.... . ,..".
. , "-," , I.",,,
, .. ,
'. . -. !-.
r . . , . . . . f. -, .-
, ."' 1 __
r 1 , , '
L ,"
,
- ." l . r- ..... __ ..... ..,.
- ;- . . ,. '"
-I" - , -- '" t
r
-! . ,
I ' " I
90 ...
'! - "
I .
I - -
t , ."
, '
.. ,
. .
-,
... _ ..
. _ .... , . .. ; I , , , ,
.,... - t I "T" .j .
1;; . _ ' -' -.
.r-110l'1 H(.AO
" ,
"-
I . I . 1 .. ,
10 20 40
"
PUMPCAPAOrv, "'-/Hit
PERFORMANCE CURVES FOR PUMP
WITH 200 MM IMPELLER AT }500 RPM
40
speed cont rol) would have a different set of performance curves. If we have a centrifugal
pump driven with a variable speed .engine or turbine, it will have pel'formance curves at
each different speed. The effect of speed on the head pressure developed by the pump is
a square l'OOt function. Cut the speed in half and the head pressure developed will be one
fourth the original.
LIQUID SUCTION HEAD 25
H. Liquid Suction Head
The impell er on a centrifugal pump pulls liquid into it from the suct ion line t o the
pump. Liquid moves at a high velocity from the point that it enters the pump to the eye
of the impeller. This dis-
tance may be only a few em
signi f i cant pressul'e drop in-
side the pu mp. This pressure
drop that occurs within the
pump can cause some of t he
liqui d t o vapor ize in the suc-
ti on chamber of t he pump.
When t his occurs, t he pump
will ""vitate or vapor leek.
We normally prevent
locating the pump far enough
below the vessel we
pumpi ng out of, so that the
pressure head
height of the
due to the
liquid in t he
vessel is mor e t han the pres-
sure dl'op i nside the pu mp and
connecting piping. The pres-
sure drop inside the pump i s
expressed as height of liquid
required at the suction l ine
to t he pump. It will var y
with flow to the pump as
shown by the cur ves.
l
P\..Np CAPACITY, GPM
PERFORMANCE CURVES FOR PUMP
WITH 8 INCH IMPELLER AT J500 RPM
i
The liqui d suct i on head represents a pressure drop as l iquid Dows from the pump
inlet fl ange to the impeller. We normally add about 10% to the liqui d head to allow for
pressure drop in piping between the vessel we are pumping out of and the pump. In other
words, the height of the liquid in the vessel above the pump will be 110% of the height
26 UQUID SUCTION HEAD
LIQUID
SUCTION
HEAD
LIQUID
t.:::::.::> PUMP
shown on the suction head curve, If the pump is loca ted some distance from the tank or
vessel it is pumpi ng out of, we will calculate the press ure drop in the piping and add it to
the liquid suct ion head to get the total pressure drop, and then adjust the level in our
separa tor so that we have enough liquid head p,'essure to ove,' come pressure drop in the
piping and in the pump, If we allow the level to drop below this point, vapor will form in
the pump and it will cavi tate a" vapor lock,
Since piping pressure drop depends on size, it is important tha t the suction line be
la"ge enough, [n cases where adj ustments in level cannot prevent cavitat ion, a larger
suction line may be needed,
Example
At a {low ra te of 40 m' /hr [ 175 gpm], the suction head required at the
pump is 340 cm [ 11 feet], We determine t he pressure d,'op in the piping
between the seporator and the pump is 100 cm [ 3,3 fee t], Thi s must be added
to the head taken f rom the curve in orde,' to get the total height of liquid
above the suction to the pump, When the two are added, we get Q liquid head
requirement of 440 cm [ 14,3 ftl. If the level in the separat or fall s below thi s
paint, the pump will vapor l ock and stop pumping, If a valve in the pump
suction line is not complet ely open, it can cause Q pressure drop which will
reduce t he suction head to t he pump to the point that vapor lock will occur,
The suct ion head is referred t o as NPSH by engineers, an abbreviation for Net
Positive Suct ion Head, It is particularly important when pumping volat ile li quids, such as
ethane, propane, or unstabi lized crude Oil; or if the pump is located some distance from
t he vessel cont aining liqui d, On offsho,'e producti on platforms, crude oil pipeline pumps
often are located some distance from the separa t ors or tanks, A booster pump is oft en
THRUST 27
used to pump li qui d from the separat or into the pipeline pumps. The purpose of the
booster pump is simply to maintain suction head to the pipeline pumps so they will not
vapot l ock.
Pump cavitation and vapor lock are major operating probl ems of centri f ugal pumps.
As we mentioned earlier, when a pump vapor locks it simply stops pumping liquid. The
pump will continue to run. If the problem is not co,,ected, the pump will overheat
because no li quid is circulati ng through it to cool it. In this case, the pump is transfe,,ing
some of the energy from the driver in the form of heat, because no li qui d is flowing
through the pump to remove energy in t he form of pressure.
The impor t ant thing to remember about suction head is that it increases as the flow
rate inc,cases through the pump.
Suppose we are operating the pump with the. curves shown on pages 24 and 25. It
was sized f or a flow r at e of 40 m J Ihr [175 gpm]. The sucti on head required is 340 cm
[ 11 ft J. I f the fiow rate to the pump increases to 60 m J Ihr [ 265 gpm J, the liquid suct ion
head must be 585 cm [19.2 ft J or the pump will cavitate. If we design the elevation of
our separator for a 340 cm [ Jl ft J suction head, we will not abe able to operat e the pump
above 40 m J Ihr [175 gpm J unless we raise the level of liquid in our separator. Remember
that the suct ion head is the pressure drop inside the pump, and we must add about 10% t o
it to allow for presure drop in piping bet ween the separator and the pump.
Problem 5
Wha t liquid suction head is required at 50 m J Ihr [ 220 gpm J?
I. Thrust
As a pump impeller rotates, a thrust force
develops which is transmitted through t he pump
shaft. The force is simil ar to that of an airplane
propell er which pulls the airplane through the air.
The for ce developed in si ngl e impell er
pumps i s relatively low, and can be overcome with
th,ust bearings locat ed on the pump shaf t as
shown in the phot ograph on Page 3.
t
SUCTION ....-.
PRESStJRt. I
fLOW
SHAFT
+
DIRECTION
Of THRUST
...
I
/
.... OISCHARCE
.,. PRESSURE
SINCLE It.flEl...LER EXER 15
n ..fUJST TOWARD !iJCTD-I EN)
28
Thrust forces in multistage
pumps are compounded at each im-
peller. Special design considera-
tions are required to contain these
forces. One way of neutralizing
two forces is to install some of the
impellers in opposite direction to
others, so the thrust forces equal-
ize one another. This design does
not totally balance thrust forces,
but it reduces them enough so that
small thrust bear ings can be used.
THRUST
FLOW
SHAFT
+
DIRECTION
Of THRUST
t
j
Tl-RUST NElJlRAUZED
WITH
OPPOSING IMPELLERS
DIRECTION
Of'THHUST
Some multi- stage pumps have all impellers facing the same direction. This
arrangement results in the maximum thrust force. It can be neutralized by installing a
balance pi ston on the high pressure end of the shaft. Pump discharge pressure is imposed
on one face of the piston. A small amount of discharge liquid leaks around the piston to
the outer face, and flows to the suction of the pump. This results in a pressure on the
outer face of the piston of suction pressure. The force exerted on the inner side of the
piston will equal discharge pressure times the area. The piston is sized so that the net
force resulting from the piston is approximately equal to, and in the opposite direction of,
thrust force from the impellers. This arrangement minimizes the size of thrust bearings
required.
Selection of a multi-stage untt having opposed impellers, or having in-line impellers
SUCTION DISCHARCE
,--BALA>CE PISTON
-THllUST BEAR..,
7 STADE PUMP WITH BAlAf'CE PISTON
\
PUMP CURVE APPLI CATION 29
with a bal ance piston, depends upon the pump service and the cost of the two units. The
balance piston is att ached to the pump shaft and rotat es in the casing. The clearance
between the piston and the casing must be very low to prevent excessive di scharge liquid
from leaking around the piston. This requires a clean liquid inside the pump so that dirt
does not get between the blance piston and the casing and wear one or the other parts.
Multi-stage pumps having opposed impell ers require special passageways through the
casing for liquid to flow from t he fi nal stage of the first set of impellers to the first stage
of t he opposi ng set of impellers. This adds considerabl e cost to t he casing.
J. Pump Curve Applicati on
Now let us apply what we have learned to an operati ng situation. Liquid from a
sevarator must be pumped into a st abil izer. Operating conditions of pressure and flow are
as shown below. The pump selected for this service has performance curves as shown on
the following pages. The basic design point is for a flow rate of 68 m 3/hr [300 gpm J and
a head pressure of 345 kPa [50 psi J. At these conditions the pump efficiency i s 73%, and
the dr iver requires a horsepower of 12 kW [ 16 hpj. A 15 kW [20 hpj motor was provided
wi th the pump.
690 kPa
[100 k P ~
",""p
] } ~ kPa
[1$0 p1i]
-
1
STABIUZER
DESIGN COI'VmONS FOR ST ABIllZER FEED PUMP
First of all, look at t he power curves to deter mine what maximum continuous flow
rate can be maintained in the pump without overloading the motor. The maximum power
required by the pump, is 15. 8 kw [21 hp J, which is 5% above the power of the motor. We
can safely operate at 105% motor load for extended periods, so we can say that the motor
does not Ii mit the flow t hrough the pu mp.
Let's get back to the design point on our pump. Checking the effici ency at the
30
des ign flow rate of 68
m ' l hr [300 gpm I we find
that it is 73% efficient at
that point. This means that
73% of the electrici ty used
in driving the motor is con-
verted into pressure energy
inside the pu mp. The other
27% is lost to frict ion, to
internal leakage in the
pump, and to temperature
rise in the liquid.
Refer to the suct ion
head curve. It shows that at
the design flow ra te of 68
m ' l hr [300 gpm 1, a suction
head of 270 cm [9 ftl is
required at the pump. This
means that the level in the
separator must be at least
this distance above the
pump. We normally add 10%
for pressure drop in piping
between the separator and
the pump, so the level in the
separator must be 297 cm
[ 9.9 ft I above the pump.
PUMP CURVE APPLICATION
LoT 300
200
,
o
, ,
, .
...
...
20
"
I
SI LNTS
I '
'. ,
.. ,
, , '
,
t ,
t "
. ,
. ,
- . , , ' .. iJ'
4 .' I,
f
f I
, .... !
t - t -
I' "
, , ..
, ,
I
I' .-....Il-IE,o.O
, ,
, ,
<
I SUC1\U"
lJ(JJ\O . .. I
, i
I' I, ...
'0
. ,
60
,
80
. ,
, .
,
I ,
, ,
,
, ' .. ,
,
t
I
,
I
... , ,
"
,
,
,
,
"
80
70
, .0
t
'00 3
.
i .. ..l-
r
. ,
I .. , , .
200
100 120
PERFCRMANCE CURVES FCR STABlllZER FEED PUMP
51 UNTS
Look at the suction head curve at a flow rate of 114 m 'lhr [500 gpm I. It shows
that the liquid head to the pump ' must be at least 455 cm [15 ft). If we add 10% for
pressure drop in piping to the pump, we get a height of about 500 cm [16.5 ft I.
Suppose the maximum level we can maintain in the separator is 455 cm [15 ft I
above the pump. We deduct 10% to allow for pressure drop in piping, which leaves 410 cm
[13.5 ft I of suction head. At this height the maximum flow rate the pump will deliver
PUMP CURVE APPLICATION
without vapor locking is about
108 m 3/hr [470 gpm).
Assume we learn that the
flow to the separator and
through the pump will increase
to 102 m 3/hr [450 gpm J. Also
assume that the pump discharge
pressure must be 1035 kPa [ 150
psi) in order to pump liquid
into the stabilizer.
Refer to the head curve
at 102 m 3/hr [450 gpm) : the
pump will deliver a head pres-
Sure of 300 kPa [43 psi). If we
deduct this from the discharge
pressure, we get a suction pres-
Sure of 737 kPa [107 psi ). This
is the pressure we will have to
hold on the separator at a flow
rate of 102 m 3/hr [450 gpm).
Now look at the liquid suction
head curve at 102 m 3/hr [450
gpm). It shows that the level
of liquid must be at least 380
cm [12.5 ft) above the pu mp.
Adding 10% for safety gives us a
total liquid height of 418 cm
, ,
OGJSH \..NITS
,
400
PUMP CAPACITY. GPM
CURVES FOR
STABIUZER FEED PUNP
ENGUSH LNlTS
31
!
t
[13.75 ft J. We will have to raise the level in the separator to this height above the pump,
and hold the separator pressure at 735 kPa [107 psi) in order for the pump to deliver 102
m 3/
hr
[45 gpm) at a discharge pressure of 1034 kPa [150 psi).
Suppose the pump has been in service for a few years, and we are checking its
capacity against the design curve. We have a flow meter in the line which shows 79.5
m 3/
hr
[350 gpm J. Pressure gauge at the pump discharge reads 1035 kPa [ 150 psi),
"
,.
-,'>',
3Q.'
a. line
_t <", . " ,,_ . . .. _
ga).!ge
.. : . -.,.
,.' Ttw '
"
. ,', .. '"
"
,'.
.: ' I ' j
;'
.r. :: ..., ,; ' J'.
t.wl) is
,3,Hi kPa [45 psi j whi"h
. : , J '-.'
'" ,
; is .. put
,
', up,,by: th:' pump.
, 'We, ta'k,r this",ilatli
.'
" - ',19,:'5 ,m '/1ir and
" r, . ... .
". , . ". . ....
hea,d [,35'0
gpm and .45 psi: head
c' am'd , com-
. ", . ',.
':p,are :.-it, wiW
"'f-ot:rn'arr<:e ' CJirv'e for' our
We find ' fliat at 1 __
, 7:9.5 fu 3
/hr
[35,OgPTQ \;
shbuld"delivllF
33-5 kP'a j of
, ,
pres.sure, .. , S;rice ii
" , ..... ' . "
',QnIy<i6Hver<l 310 'kPa
[ 45 t'>sfj,ii is. lik,eli
i
:
,w<Jrn, ' or, that clear-
anMs :jnsi<i\l ,ihe
.,' J ':.-r",., .. "
.. due:. fo
. . .. "'" ... ., ,
": wea!i,
..
, ,
' I
. J ' . : .': . , :.,p
'., --, .. ,
f ",
, , ,
I' "I' '\ ;, ' i .
. J ,
(0 ,r-r::_.: .. I , ' :'? __ ".' . .. ;i:,:, .. ,' ; .. "1
:"':' ,:; - :-I" ", . ;" : .. ,' . . j. . I , -
'. .;.- -0 ' ', ' -- - t'
" , ,;- , \ -': .' " .' 1-1 :. ' ! _, .; !. ' I ) i ' . ..
ffi "', -''''-'; ... ':. :
' i < . :: ",' '. i:
0 " 5 " ,': -.... ...
;
:t:::ti't:
1
'. '1 ,.':,- - '1- r".1; I
.",' ! L. __ . , ' .... ,.,- :. _ .. ,.'.!,.: .. .:' t'
..,-- . ,
- I , .. '" ! l' _: " :
. :.. ' ,- . . .
: 1 ' ." -j ; '" '. . : ;., t ,t -
" ',.!. ' 1-: '-, . ! . _ . -', _., '. . ".'.. _ I
1 - ' . '. ,- ':lQ'Or""L
.j, " .. ... J -:,< - '. .. , ,. ' .. . . '.' ,
-': : " " ;,'
.. ' I ' ,-::, J" . ' :, ", .": , .. ' - ... .-' I , " 1
. '."H :: ', . .. .. :.r.' 1;' ., ''- ,> - , ' : I - I T
- f '" I , . , 't I j , ; ! l ' _I
,200
20, -10 : 6IJ - SO . , 1;,00: 12,2 '
o
.
"
.
.
l
, ,
,
, As long as, the; pu'mij iii,1I conlinue to' liquid 1 wtlich in the" ,.
'. -.,.' .. , ..... - - ., ' ';' '; > ' " ' , ' " := '- ,. -
pnopab;i, is i'o ,\Ic>wmr, ,
. ',-
' fhe p,eriorll)a;r:tee ;per)pdjf1!t1,ly.,jn: 6I;lI"t to see 'if .J he ,condition' g,grs woi'st;, ' "
T. J" ... ' "".,
.wea.r!kgtns: , !t e;((eet 'if,
,
"
:, Each centrifugal has ,,",r,ves 'sjm ilar to the .. we:'Jilive'
:discussed. The only differeli'ee b'etw,fen 'ihe pe'rforman'ce OJ1r,ves;, Pr\)v,td,i d," ;,the;
.. arid ,we have ,is ,
t , ,r "..
, , '
PUMP CURVE APPLICATION 33
performance curve is given in meters [ feet J of liquid rather than kPa [psi J. The he ight
of liquid is conver ted to pressure by the following equations:
SI UNITS, kPa ENGLISH UNITS, PSI
LIQUID HEAD PRESSURE = (Height,m) (Rei Dens) x 9.8 = (Height,ft) (Rei Dens) x 0.43
The term relative density used in the head pressure equation is the new term in Sl
nomenclature that replaces the traditional term specific gravity. Both mean
the same thing and are found by LNJTS
dividing the density of liquid by the : ,I I I
density of water at the same
conditions.
The performance of each pu mp
should be checked at 3 to 6 month
intervals to see if the pump is opera-
ting near its curve. When the head
pressure drops below the curve, per-
formances should be checked more
frequently so that the point at which
the pump will fail to deliver the
required flow rate can be ant icipated
and repairs made before this occurs.
In checking the suction and dis-
charge pressures of the pump, it is
best to use the same pressure gauge, ffi
or use two gauges that have been
recently calibrated. Use of the same
5
gauge is preferred as it will give
more accurate readings. Our primary
concern is that of pressure difference
and not the actual pressure readings.
Two different gauges may each be
slightly in error so that the
difference in readings of the gauges
will not be accura teo
300 400
P\..Jt.ofI CAPACITY, GPM
PERfeRMANCE CLRVES FeR
Sf ABIUZER FEED PUMP
EU;USHLNTS
I
34
PUMP CURVE APPLI CATION
Another use of t he performance curves is that of estimating the fl ow rat e through a
pump. This can be done vel'y easily by measuri ng the curr ent and voltage to a motor
dr iven pump. Power equations for 3-phase alternati ng current motors are:
MOTOR POWER: KW = Volts x Amps x 0.00l5 HP = Vol ts x Amps x 0. 002
Example
The st abilizer (eed pump with curves shown on pages 32 and 33 is driven
with an AC motor that has 440 volts and 20 amps. Calculate t he Power and
(low rate through the pump.
SI UNITS ENG LISH UNITS
POWel' Equa tion
Motor s volts
Volts x Amps x 0. 0015
440
Volts x Amps x 0.002
440
20 20 Motor amps
Substitute in equation
= 13.2 kW
440 x 20 x 0.0015
= 17.6 hP
440 x 20 x 0.0002
From pump curve, jlow
rate at above power
Problem 6
76 m '/hr 335 gpm
Refer to the stabilizer feed pump curves on Pages 32 and 33 and answer the
following:
A. Flow rate is 80 m' Ihr [ 350 gpm )
Head pressure is
Effi ciency is
Dr iver power is
Liquid Suction Head is
B. The current to t he driver is 10. 6
amps and voltage is 660 v.
Driver power is
Fl ow rat e is
Head pressur e is
C. We are checking the per formance of
t he pump after 2 years of operation.
Fl ow Rat e: 75 m' Ihr [330 gpm )
Discharge Pressure: 1070 kPa [155 psi)
Suction Pressure : 740 kPa [107 psi J
Head Pressure is
Flow ra te should be __ _
D. We are having difficulty with the
pump vapor locking at flow of
gOm '/hr. [400 gpm J
Height of liquid in separat or must be
ID. OPERATION 35
A. Start-Up Procedure
1. Check for bearing lubrication - observe oil l evel In bearing housing or other
form of lubrication.
2. Open valves in the suction piping between the pump and the vessel containing
liquid to be pumped.
3. If the pump is to be started with no pressure at the discharge si de, cl ose the
discharge valve. If there is normal pressure on the discharge side of the pump, the
dischal'ge valve can be left open during start -up if a check valve is included in the
discharge piping.
4. Vent vapol's from the pump casing until a continuous liquid st r eam nows from
the vent valve.
5. Start the motor or d,iver.
?
drlwer
,
Open "'Ilve III
IUCt U)rl p.plng.
SUCTION
Open ... ent .... 1". U'llil t tuOy strum
of liquid come. ouL Then clo-e
Is";J
o '
TA :
11-_ Cibtetyt dllcn,rge pre.ure. II it i.
,
7 NfTlC .. '\oICUOIl j)l1!aute, PUI'l'll ".,
... eper locked.. Shutoown end repel!
,. Slep II.
r DISCHARCE
(0 Cheek l or bearing
V l<bricltion.
DRAIN
J "there ill pl1! .. ure In db
chMge pipifl9, open '1.1" ..
o Check lor nol.e or IIlb,.lIoo.
V Shutdown If either i, noted.
LOW FLOW RECYCLE
6. Observe the pu mp for unusual noise or vibration. I f either occurs, shut down
the pump immediately.
7. Observe the pressUl'e gauge on the discharge side of the pu mp. If it is below
normal , the pump has probably vapor locked. Shut it down and repeat Step No.4.
8. It is not unusual fOi' a pump seal to leak some when a pump starts, particularly
if it is a new seal. Leakage should top within a few minutes.
If a pump has been sitting in the sun before it is started, its temperature may be
36 CONTROL OF PUMP FLOW RATE
above that of the liquid being pumped. As soon as the liquid enters the pump, its
temperature rises and some liquid fl ashes. The pump will immediately vapor lock when
vapors are present in it. Consequently, it will be necessary to vent the pump until the
liquid from the vessel has cooled the pump to the same temperatul'e as that of the liquid.
B. Control of Pump Flow Rate
The pump curves we discussed in the previous section applied to pumps operating at
a constant speed. The flow rate through the pump is determined by the pressure head
developed by the pump. A control valve in the pump discharge line is often used to
control the flow I'ate through the pump. One such type of flow control is shown below.
PRESSURE
CeNTROl
rr===* GAS
"")INloj)(:.iiiiiiiioi)<. DISCKARGE LIQUID
lEVEL
CONTROL
VALVE
FLOW CONTROL USIt-13 CONTROL VALVE IN DISCHARGE LINE
REGULA TED WITH LEVEL CONTROLLER
In the above drawing, liquid is pumped out of a separator which has a st ream of
liquid and gas enteri ng it, Gas flow leaving the top of the vessel is regulated with a
pressure control system that holds a constant p,'essure on the separator.
Liquid is pu mped out of the vessel to its final destinati on. A level control system
regulates the flow rate through the pump. A level controller mounted on the separator
senses the level inside the vessel. [f the level rises, the controller signals the level
control valve to open. This lowers t he pump discharge pressure and also lowers the head
\
CONTROL OF PUMP FLOW RATE 37
pressure developed by the pump. The effect is to incr ease the flow I'ate t hrough t he pump
because the head pressure was loweled.
Conversely, if t he l evel in t he separator fall s, t he level controller will signal t he
control valve to close. This increases the pump discharge pressure, and the head pressure,
which reduces the flow through t he pump.
Another type of flow control through a pump is shown bel ow. A pressure controll er
on the discharge line of the pump is used to I'egulate the fl ow of l iquid pu mped from the
storage tank. This type of control is used on LACT units. The pressure controll er is set
at the desired discharge pressure, and it signals a cont rol valve to open or close as
r equired to maintain a const ant discharge pressure. If the pressure rises, t he contr oller
will signal t he cont l'ol valve to open, whi ch lowers the pressure (and head pressur e) and
i ncreases fl ow t hrough the pump, and vi ce versa.
STORAGE T Ai'<
PRESSURE
CONTROLLER
1 : : ; ; ; ~ OISCHARGE
;><. LI QUID
PRESSURE
CONTROL
VALVE
FLOW CONTROL WITH CONTRQ VALVE IN DISCHARGE
LINE REGUlATED WITH PRESSlRE CONTROLLER
Use of a control val ve in the pump discharge l ine to regulate flow t hrough t he pump
is undesirable for t wo reasons:
1. The control valve has a pressure drop across it, whi ch represents a
wast e of energy used by the pump dr iver.
2. PI'ocess conditions regulati ng the control val ve i n the pump dischar ge
line may be such that at ti mes t he pump operates at a fracti on of i ts
design flow ra teo
In t he second situat ion, t he pump effi ciency at low fl ow rat e may be 10-20%, and
some of t he lost dr ivel' energy ent ers t he li quid in t he pump in t he for m of heat . Heati ng
liqui d in the pump may cause some of it to boil and for m vapor, whi ch wi ll result in a
vapor lock conditon. Heat may also expand the impell er so that i t I'ubs against the casi ng
and damages the pump.
38 LOW FLOW RECYCLE
FLOW
Se t at 20%
flow ra te
t
Flow in
UUI. le l is
15% design.
OUTLET
PUMP
FLOW
METER
Flow meter signals flow controller that flow
rate is 15%. Flow controUer senses flow rate is
less than its set point (20%) and signals the
control valve in recycle line to open enough to
let fl ow through it. Flow through pump is now
20%; 15% goes to outlet and 5% fl ows in recycle.
LOW FLOW RECYCLE
15% of design fl ow.
Heat build-up at low flow ra te is prevent ed by means of a low-flow recycle system.
A flow meter installed on the pump discharge line measures t he flow rate out of the pump
and sends a measurement signal to a fl ow cont roller. The flow controller is set to
maintain enough flow to the pump so that no damage will occur from high temperat ul e.
Flow rate is usuall y set at 15- 20% of the design flow of the pu mp. If the fl ow out of
the pump is less than the flow ra te set in the flow controll er, t he controUer will open a
control valve in the bypass line, so that t he flow rate through the pump is never less t han
the set point on the flow controller (15-20% of t he design flow rate).
Use of a control valve to regulate flow through a pump, whether it be a low-flow
recycle line or in the pump discharge line, resul ts in a waste of energy supplied by the
pump dri ver. Most of this energy waste can be eliminated by using speed to control t he
flow rate through the pump. The speed is increased to raise the flow and vice verSa . [f
the pump is dr iven by an engine or t urbine, the speed can be changed by adjust ing the
governor on the dr iver. Speed Changes can be made by hand, or an automatic system
similar to that shown on the next page can be used.
[n t hc system shown opposite, a level cont roller mounted on the separator senses the
level inside tha separator. If the level rises, the controller signal s the governor to
increase the speed of the driver, and vice versa.
Var iable speed electric motors are becoming more popular in t he oi lfield as the cost
INLET
STREAM
CONTROL OF PUMP FLOW RATE 39
PRESSURE
CONTROLLER "T""
SEPARATOR
GOVERNOR
OR ENGINE
LEVEL
CONTROLLER
0 ISCHARGE
LI QUID
DRIVER SPEED CONTROL SYSTEM USED TO CONTROL FLOW THROUGH PUMP
of energy has ('isen in recenl years. The speed of di rect current (DC) motors can be
varied by changing the vol tage across the motor, Alternating current (AC) motor speed is
changed by regulating lhe frequency of the current. Motor speed change can be done by
hand, or it can be automatic by using a proccss controller to change the motor speed
controller.
The effect of changing pump speed on the capacity, head p,'essure, and driver power
is shown on the graph on the next page, Suppose we wanted to operate at a flow of 80% of
design, but we want to maintain pressUl'e head at 100%, We locate the point on t he graph
at 80% capacity and 100% hcad, and find that a speed of about 98, 5% of design will provide
the flow rate and head pl'essure required. This is a speed reduction of only 1.5%, which
would appear to have a minot' effect on the energy consumed by the driver.
The energy consumed by the driver is a function of the capacity multipl ied by the
pressure head, In this case, lhe power consumption is (80% capacity) x (100% pressure head)
= 80% of design power, If we operate at 100% speed and 80% capacity, the pressure head
40
100
80
0
70
w
e
Q 60
50
SHUT DOWN PROCEDURE
.; -. 1 t
i
,
, , -
, ..
80\ CAPACITY I l
,-
lO()\ HEAD i f..i.. DESKiN POINT
t
"
t - "r
98.)\SPE[D :t.. 1-100\ HEAO .
._ 100\ CAPACITY
- ,
, ,
,
r ..... I
! ! . I lllOl poweR
'901i: ,I-.
Sf)tCQ
-, c, ,Hi r:
-: !1O' CAPACITY :
i . 81\ HEAD
73\ POWER
- "
i ' - t
t- . 801 '
I !
-, '
, I
80\ CAPACITY
64' HEAD I I
)1\ POWER
- ,.
, '
}Oi
sp
' ,
I
.,. I t(jO
. ' I 70\ CAPACITY .
. "' - ,
- 1 . jQ\ POW(R. ,.
"1 ' I . . ,- -
j I, .:
, -
: -- . , -
r - -+
r.!.1
- -,
" '
,-
-,
, , -
'I'
T
o 20
'0
60 80 100
o
F\.IMP CAPACITY I' fT OESCH
. ,
- ,
EFFECT CF PUMP SPEED ON CAPACITY, HEAD PRESSURE AND DRIVER POWER
would be 103%. Power consumpti on would equal (80% capacity) x (103% pressure head) =
82.4% of design. The net effect of reducing speed is to save 2.4% of the design power of
the d"iver,
The cost of driver energy is about $200 per year for each kW [$155 per hp J
consumed, whether it be fuel to an engine or turbine, or electri city to a motol', A small
reduction in power consumption by several pumps in a process facility will result in a
SUbstantial reduction in energy costs.
C. Shutdown Procedure
J, Tum off the pump motor.
2_ If the pump is to be depressured for maintenance, close valves in the suction
and discharge pipi ng, Open the vent valve, and after depressuring, open the
drai n valve.
,
ROUTINE OPERATING CHECKS 41
D. Routine Operating Checks
1. Check the pump for unusual noise or vibration.
2. Check the level of oil in the bearings and add addit ional oi l if necessary.
3. Observe the packing or seal for leakage. Report any leakage which is noted.
Shut down pump if leakage is severe.
4. Feel the bearing housings and pump case to see if they are hot.
5. The performance of each centrifugal pump should be checked periodically and
any decline should be corrected before it becomes serious. The performance of
a pum? should be checked against t he pump curve at least once a month. Per-
formance is checked as follows:
a. Observe the discharge pressure and suction pressure, and take the differ-
ence of the two to determine the head pressure across the pump. Accurate
gauges should be used for measuring at each point.
b. Convert the head pressure into height of head. Use equation on Page 33.
c. Determine the flow rate through the pump.
d. Compare the pressure head and flow rate with thet of the performance
curve for the pump.
If the observed pressure head and flow rate are below the curve, the pump is not
performing up to its design capabilit y. Most process pumps are purchased with 10 to 20%
excess capacity. Consequently a pump may be able to deliver flow and pressure required
in the process even though it is operating below its design capability. However, if its
perfor mance is checked monthly, and a gradual decline is noted, the point at which repairs
will be necessary can be accurately predicted, and repairs scheduled to minimize the
operating down time.
Problem 7
A. Flow through a pump may be controlled with:
___ 1. Low flow recycle system.
___ 2. A cont rol valve in the discharge line.
__ 3. Regulating the speed of the pump.
42 TROUBLESHOOTING VAPOR LOCK
B. When a pu mp vapor locks, discharge pressure' is:
___ 1. Less than suct ion pressure.
___ 2. About the same as suction pressure.
___ 3. More than suction pressure.
C. Low flow recycle prevents:
_ _ _ 1. Overloadi ng the driver.
__ 2. High discharge pressure
___ 3. Temperature rise in the pump.
VI. TROUBLESHOOTING
A. Troubleshooting Vapor Lock
When a pump vapor locks, its discharge pressure will be about the same as suction
pressure . The followi ng table indi cates the usua l causes of cavitation and the procedure
for troubleshooting:
Cil USE OF VAPOR LOCK
1. Low liquid level in vessel being
pumped out of.
2. Low flow rate through pump.
3. Valve in suction line is partially
closed.
4. Pump suction line obstructed with
pieces of wood, di rt , slag, etc.
5. Pump casi ng is heated from sun or
other source of heat which causes
li quid inside pump to boil.
TROUBLESHOOTI NG PROCEDURE
a. Raise Liquid Level
a. Raise fl ow rate by re-cycling
some discharge liquid back to
pump suction.
a. Check position of all valves
in sucti on piping for full
OPEN.
a. Clean strainer on suction line
b. Disassemble suction pipi ng
and remove obstruction.
a. Insulate pump.
b. Cover pump.
c. Cool pump wi t h fan or water.
TROUBLESHOOTING LOW FLOW RATE 43
B. Troubleshooting Procedure for Low Flow Rate
1.
2.
3.
CAUSE OF LOW FLOW RATE
Excessive pressure head. Discharge
pressure is above nor mal, or suction
pressure is below normal.
Impell er or casing has worn. Discharge
pressure will usually be less than normal.
Pump is vapor locking.
TROUBLESHOOTING PROCEDURE
a. Measure pressure head (Discharge
pressure - suction pressure). If it
is more than normal, determine if
suct ion pressure is low or discharge
press ure is high.
b. If discharge pressure is high, check
discharge piping for partially
closed valves. If control valve is in
discharge piping, check to see that
is is no t stuck in a partially closed
position.
c. Check for pressure r ise in vessel or
line that pump is pumping int o.
d. If suct ion pressure is low, check
for low level in vessel pump is
taking suct ion from.
a. Replace worn parts.
a. Raise l evel in vessel pump is
taking suction fro m.
b. Recycle some discharge li quid back
to suction end if flow is less than
20% of design.
44
NOTES
CENTRIFUGAL
PUMPS
VALIDATION
SI UNITS
45
Trainee
------
I. Refer to the perfOl'mance curve 011 Page 32.
A. Flow Ihrough the pump i s 60 m] / hr. Suction pressure is 700 kPa. Discharge
pressure should be kPa, and power consumption is kW.
B. Flow inc"eases from 60 to 80 10 J /hr. The level in the separator feeding the
pump will have to be raised __ _ em.
C. The mot or driving the pump has 3-phase AC power at 660 volts and t he current
D.
is I S amps. Motor power is __
Fl ow through t he pump is 70 m J / hr.
kW. Pump now ,'ate is m]/hr .
--
The level in the separator feeding the
pump is 250 em above t he pump. What will happen?
2. List t he parts 011 the
pump shown.
3. The purpose of a pump seal is ___________________ _
4. All impeUer exerts a ____ force parallel to thc pump shaft that must be
ovel'come with a or ncutl'alized with a
--------
5. A centrifugal pump rai ses liquid pressure by _______________ _
6. Vapor lock "esults when _____________________ _
7. Head pressurc equal s _______________________ _
8. The most economical way of controlling flow through a cent rifugal pump is
46 SOLUTIONS TO PROBLEMS-81 UNITS
Type Seal
l. d 2. a Process pump in gasoline plant
-
Vertical Mechanical
f b
-
Water will pump Submersible Mechanical
a c Pipeline pump
-
Horizontal- Mechanical
Multistage
e d Firewater Can Mechanical
-
b
-
c
-
3. 1000 - 400 = 600 kPa
4. 575 kPa and 63.5%
5. 415 cm
6. A. 335 kPa E. 10.6 x 660 x 0.0015 = 10. 5 kW
74.5% Flow = 56 m 3/hr
13.8 kw Head P,es = 358 kPa
300 cm
C. I 070 - 740 = 330 kPa
84
m 3/
hr
D. Liquid Suction Head at 90 m 3/hr = 325 cm
+ 10% 33
Liquid Height in Separator 358 cm
-
7. A. x l. B. x 2 C. x 3
x 2.
x 3.
47
CENTRIFUGAL
PUMPS
VALIDATION
ENGLISH UNITS
Trai nee _______ _
1. Refc,' to the per'formance curve on Page 33
A. Flow through the pump is 250 gpm. Suc t ion pressure is llO psi . Di scharge
pressure should be psi, and power consumption is hp.
B. Flow inereascs from 250 to 300 gpm. The Icvel in the separator feedi ng the
pump wil! have to be raised ft.
C. The motor driving the pump has 3-phase AC power at 660 volts and the current
i 15 amps. Motor powc,' is hp. Pump flow rate is gpm.
D. Flow through the pump is 320 gpm. The Icvel in t he separator feedi ng the pump
is 9 ft above the pump. What wi I! happen?
Z. List the parts on the
pump shown.
:,.. . . .
3. The purpose of a pump seal is ___________________ _
4. An impeller exc,ts a a ___ force parall el to the pump shaf t t hat must be
overcome wi th a or neutralized with a
---------------
5. A centrifugal pump raises liquid pressure by ______________ _
6. Vapor lock results when _____________________ _
7. Head pressure equals ______________________ _
8. The most economical way of controlling fl ow through a centrifugal pump is
..
48
SOLUTIONS TO PROBLEMS - ENGLJlH UNITS
1. d
r
2. a Process pump in gasoline pl ant
b Water will pump
a c Pipeline pump
e d Firewater
b
c
3. 145 - 58 = 87 psi
4. 84 psi and 63%
5. 13.5 rt
!ype
Vertical
Submersible
Horizontal-
Multi stage
Can
6. A. 48.7 psi 8. Driver Power = 10.6 x 660 x 0.0002 =
74 .5% Flow = 233 ~ m
18.2 hp Head Pres = 52 psi
9.7 rt
C. 155-107 = 48 psi
368 gpm
D. Liquid suction head at 400 gpm = 10.8 rt
Add 10% 1.1rt
Liquid height in separator 11.9 ft
7. A. x l. B. x 2 C. x 3
x 2.
x 3.
Seal
Mechanical
Mechanical
Mechanical
Mechanical
CE 'TRIFUGAL PUMPS
Section 1
An I ntrod udi 0 n to
Centrifugal Pumps
Centrifugal pumps are machines which use centrifugal force
to move 1iquids.
I n Section 1 of Centrifugal Pumps, you will learn the prin-
ciples, parts, and general operation of these pumps, what
pump efficiency is, and how head and pressure are calculated.
In Section 2, you will learn t he details of construction of pump
parts, including packing boxes, seals, bearings, balancing
drums, and couplings. You will learn t he relation of align-
ment and misalignment to vibration, how pumps are lubri-
cated, and how t hey are cooled in operation.
In Section 3, you will learn the details of pump operation:
startup, normal operation, and shutdown. You will learn what
the common problems of centrifugal pump operation are and
how to spot and correct them. You win learn how to maintain
the pumps for dependable, safe operation.
INSTRUCTIONS
This is a programed learning course.
Programed learJling gives information in a series of steps
called frames . Each frame gives some information and asks
you to make use of it.
Here is how it works. First, cover the response column at the
right with a mask.
Read this frame and use the information it gives to fill in the
blank.
A micrometer is an instrument designed to measure in
thousandths of an inch.
A micrometer is a good tool for measuring very ___ _
differences in size.
Move the mask down to uncover the word at the right of the
f rame. If you have filled the blank with that word or a wor d
that means the same, you are ready to go ahead to the next
frame.
The drawing of a micrometer provides information that will
help you fill in the next blanks.
OBJECT
TO BE
MEASU R
RATCHET
CAP
Seven major parts are shown in the drawing, but only
the and the _ _ ____ contact the
object to be measured.
1
small
anvil; spindle
The next frame calls for a choice. Cir cle or underline the ap-
propriate word.
Of the two parts that contact the object, only the (anvil!
spindle) moves.
A program is a serie,s of frames that work like the ones you
have just done:
Read the frame.
Use the information to fill in the blanks or make a choice.
Move the mask down and check the response column.
Go on to the next frame.
Remember to cover the response column with a mask before
you begin each page.
Now
1
go on to Page 3 and begin.
Notice that the left-hand pages from here on are printed upside
down. The program is designed so that you will go through all
the right-hand pages first , and then turn the book upside down
and go through the other pages.
2
spindle
SECTION I
AN INTRODUCTION TO CENTRIFUGAL PUMPS
Exhibits I, 2, and 9 G're placed in the cente1' of the book
80 that they may be 1'emoved easily lor refe1'ence. Please
1'emove them now so that you. will have thent available
when needed.
1. The force of gravity causes a liquid to flow from one
elevation t o a (higher /lmyer) elevation.
2. Potential energy is st ored energy. Liquid at higher
pressure has more potential ener gy than liquids at
lower pressure.
Thus, liquid flows from ______ pressure areas
to pressure areas.
3. Liquid at highet' elevations has (1l1ol'e/ iess) potential
energy than liquid at lower elevations.
4. In the drawings below, indicate the dir ection of flow
with arrows.
A
8
15 PSIG 30 PSIG
A
8
3
lower
higher
lower
mOTe
)1
0 .... 0
5. 'Within a system, liquids flow because there is a pres-
sure di!JfYI'ence in the system.
There (i s/ is not) a pressure difference in this system.
6. Look at this system.
Since both tanks have the same pressure, the liquid
(flows/ does not flow).
7. A pump is a machine that adds _____ _ to a
liquid.
8. A pump moves a liquid by mechanical means.
A PUMP B
By installing a pump in the plpmg between tank A
and tank 'B, liquid can be moved from a _____ _
elevation to a elevation.
4
is
does not flow
pressure, or energy
lower
higher
9. Look at the drawing.
15 PSIG 30 PSIG
A PUMP B
This pump is moving liquid from a _____ _
pressure area to a press ure a rea.
10. Pumps are also used t o move 'more liquid in a given
amount of time .
..
50 GALLONS/ MINUTE
100 GALLONS/ MINUTE
PUMP
The amount of liquid moving through the pipe may be
increased by installing a in the line.
11. In moving a liquid f r om a lower elevat ion to a higher
elevation, the pump adds energy t o t he liquid at low
elevation to provide the needed to lift
it to the higher elevation.
12. Pumps are used to:
move liquids from ____ elevations to ___ _
elevations ;
move liquids fTom ______ pr essure areas to
areas of ______ pressure;
incr ease the ______ rate of a liquid.
5
lower
higher
pump
energy, or pressure
lower; higher
lower
higher
flow
CENTRIFUGAL PUMPS
13. Pumping adds energy to a liquid.
The energy of a liquid may be _______ by
it.
14. Cent1'ifugal force is the force of spinning.
-
When an object is spun around in a circle, it pushes
(outward from/ inward toward) the center of t he circle.
15. One way to increase the energy of a liquid is to whirl
the liquid around in ci rcles.
When a liquid is spun around, i t pushes (inward to the
from the center) of the circle.
16. This outward force is cal1ed ______ force.
6
increased
outward from
outward from the center
centrifugal
17. This is how a centrifugal pump works.
Liquid first comes in at the center.
It is then forced ______ from the center.
18. Pressure at the pump outlet is great er than pressure
at the inlet.
Liquid leaving the pump has (more/ less) energy than
liquid entering the pump.
19. The pump part that spins the liquid is called the im-
pelier.
E
(Suction)
",'-A.,ING
--IMPELLER
BLADE
Liquid flows through the pump inlet and into the
______ (center) of the impelier.
20. The impeller whirls the liquid around in a ci rcle.
The liquid is forced from the center to t he _____ _
of the impelier.
21. The faster the impeller turns, the ______ the
liquid moves.
22. The impeller is made up of guide vanes, or blades.
The liquid' s path is directed by these _____ _
23. Centrifugal force pushes the liquid outward from the
eye.
It enters the ______ when it leaves the outer
edge of the impeller.
24. 'Vhen the liquid enters the casing, its speed (increases/
decreases) .
7
outward
more
eye
outside, or rim
faster
vanes, or blades
casing, or honsi ng
decreases
25. Look at this impeller .
As the speed of the liquid decreases, its pressure
26. As centrifugal force moves the liquid away from the
eye, a low-pressure area is formed (in the eye/ at
the rim).
27. The low-pressure area in the eye causes liquid to flow
into the _____ _
28. ]11 t he centri fugal pump, liquid is moved by cent r ifuga l
force from a -pressure area at the eye
to a -pressure area at the pump's dis
charge.
For !'rame numbers 29 tlu'ouglL 51 look at Exhibit 1, which
shollJs a centrifitgal pump 'With all its pal'ts.
29. Find the impeller.
Energy is added to the liquid as it moves through the
rotating vanes of the _____ _
30. The rotating _______ of the impeller move the
liquid in a circular pnth.
31. The impeller is housed in the _____ _
32. Liquid enters the pump through the pump inlet, or
suction.
It comes into t he center of the impeller through the
impeller _ ____ _
33. When the liquid has moved to the outer rim of the
impellel', it enter;t t ~ casi ng and moves from the im-
peller to the nozzle.
8
increases
in the eye
eye
low
high
impeller
vanes
casing
eye
dischar ge
34. As the liquid leaves the impeller, its velocity decreases.
Velocity is par t ially conver ted to pressure in t he casing.
The liquid' s velocity and part of this velocity
shows up as an incr ease in ______ _
35. The impeller is rotated by an outside power source
(pump driver, or prime mover) connected to the pump
36. The rotating shaft _____ impeller.
37. The parts of the pump fit together closely.
A pump is apt to leak where the shaft passes i nto the
pump ____ _
38. Find the packing box.
Where the shaft passes into the casing, packing pr o-
vides a sea l to r educe _____ _
39. The packing box may be fi lled with a fl exible packing
material.
This packing material pr esses around the ____
40. A mechanical seal may be used inst ead of flexible
41. 'Vhere the packing rubs against the shaft, the shaft
may excessively.
42. In most centrifugal pumps, part of the shaft is pr o-
tected by a removable sleeve.
Find the sha ft sleeve.
The shaft sleeve can be more easily
less expensively than the whole shaft.
43. Liquid leaks f rom the high-pressure area (discharge)
back into t he suction area.
Find the wear rings.
The space between the eye (suction section) and t he
casing (discharge section) is fitted with _ _ ___ _
44. The casing wear ring is stutionary, and t he impeller
wear ring rotates with the _____ _
,
45. The close fit between the stationary weal' ring and the
rotating weal' ring (increases/decI'eases) the amount
of high-pressure liquid leaking back into t he inlet
stream.
9
pressure
shaft
t ur ns, or r otates
casing
leakage
shaft
packing
wear
replaced
wear
r ings
impeller
decreases
46. Some leakage is necessary for lubrication.
Liquid leaking between the wear rings acts as a lubri-
cant and coolant, and-keeps the rings from ____ _
against each other.
47. Worn wear rings are removed and replaced more easily
and less than a casing or an impeller.
48. As the rings become worn, clearance between them
(increases/ decreases), and more liquid flows f rom the
discharge back into t he suction.
49. The wear rings are lubricated and cooled by the
______ bl eing pumped.
50. Without proper lubrication, the wear rings can come
into with each other, get hot, and seize.
51. For this reason, a centrifugal pump is never started
unless it is filled with _____ _
HOW CENTRIFUGAL PUMPS ARE RATED
52. Pumps are rated partly according to their pumping
characteristics.
For example, a certain pump delivers 100 gallons per
minute (GPM).
This pump has a rated capacity of _____ GPM.
53. Capacity is usually a factor in _ _____ a pump.
54. Suction and di scharge pressure also affect the rating
of a pump.
For example, a pump produces a discharge pressure
of 30 PSIG.
It has a ratea discharge pressure of _ ____ PSf G.
55. Pumps are rated according to the things you need to
know to operate t he pump efficiently.
Ratings help you select the pump for
your operation.
56. For example, you need to pump out a huge tank quickly.
If all other condit ions arc equal, a pump with a capacity
of (100 GPlIi/500 GPM) is preferred.
Capacity
57. The capacity of a pump is the amount of liquid t hat
the pump moves in a given length of time.
Capacity is usually measured in gallons per minute,
abbreviated ____ _ _
10
rubbing
expensively
increases
liquid
contact
liquid
100
rating
30
best, or right, or proper
500 GPM
GPM
58, Gallons, pounds, and cubic feet are measures of
(amount/ time) .
59, Minutes, hours, and days are measures of ____ _
60. Check the measurements that are measures of both
amount and time.
__ -"gallons per minute
___ pounds per square inch
___ ,cubic feet
___ barrels per day
61. Pump capacity can be changed by changing the speed
of the impeller (RPM, 01' revolutions pel' minute).
Increasing pump speed also (increases/decreases)
pump capacity.
62. The pump and its prime mover usually run best within
a range of specific speeds.
To increase the pump speed, you must also increase
the speed of the ___________ _
63. Increasing pump capacity by increasing pump RPM's
(is/ is not) always practical.
64. In a centrifugal pump, the liquid moves outward from
the of the impeller toward the rim of
the impeller,
65. Liquid travels from the inlet into the eye of the im-
peller.
The liqujd is forced to move in a circular path by the
rotating of the impeller.
66. Centrifugal force propels t he liquid (inward/ outward)
through the rotating vanes.
67. Because the impeller is rotating, the liquid III the
impeller is also _____ _
68. Circumference is the distance a1'ound a circle.
CIRCUMFERENCE fo4-==:":"'::=Ooj
The distance ac,'088 a circle is called the (circumfer-
ence/ diameter) .
11
amount
time
gallons per minute
barrels per day
increases
prime mover
is not
eye
vanes
outward
rotating
diameter
69. Look at the drawing.
A
B
IMPELLER
The circumference of impeller _ ______ is less
than the circumference of impeller ______ _
70. Because the shafts of both impellers rotate at the same
speed, they both travel the same number of revolutions
in a given length of time. .
But, liquid traveling around the outer edge of impeller
B travels same distance).
71. The distance traveled around a circular path in a given
length of time is the tangential velocity.
Any point on the rim of impeller __
the greater tangential velocity.
72. As a drop of liquid moveS outward from t he eye, the
circular path it travels continually in
size.
73. Because t he size of the circular path continually in-
creases, the tangential velocity _______ as the
liquid moves outward from the eye.
74. Thus, the larger the diameter of the impeller, the
______ the final tangential velocity for a given
RPM.
75. After t he high-velocity liquid leaves the rim of the im-
it enters the casing where its velocity decreases.
A large part of the velocity is conver ted to ____ _
in the casing.
76, Increasing the tangential velocity increaaes the pres-
sure at the pump's dischal'ge.
Without changing impellers,. tangential velocity is in-
creased by. (incr easing/ dee-reasing) pump speed.
77. Without changing pump speed, liquid can be pumped to
higher elevations or higher pressures by _____ _
the size of the impeller. l.-
78. Pump capacity can be increased by incr easipg pump
______ or by using a larger _____ _
12
A
B
farther
B
increases
increases
greater
pressure
increasing
increasing
speed, or RPM j impeller
Pressure and Head
79. Pressure is the force acting on a unit of area (usually
one square inch) .
When force is measured in pounds, pressure may be
stated as _____ _ per square inch (PSI).
80. Head is the height of a liquid.
The head of this liquid is ______ feet.
81. The pressure exerted by a head of liquid does not
depend on the diameter of the container.
DIAMETER I---DI AMETER- -l
At any point on the bottom of the container, pressure
depends only on the of liquid above that
point.
82. Pressure gages are set to fead 0 at atmospheric pres-
sure (14.7 PSIA).
ATMOSPHERI C PRESSURE
This gage is showing a pressure of _____ PSIG.
13
pounds
10
head, or height
10
83. This pressure (includes/ does not include) the pressure
of the atmosphere on the liquid.
84. Atmospheric pressure is _____ _ PSIA (pounds
per square inch absolute) .
85. An instrument that measures atmospheric pressure as
well as tank pressure is measuring absolute pressure.
This is written as pounds per square inch absolute.
PSIA is an abbreviation for pounds per square inch
86. A pressure gage records only __ ----pressure.
87. Since a gage reads atmospheric pressure as 0, it is
measuring gage pressure.
PSIG is an abbreviation for pounds per square inch
88. PSIA is always a (larger/ smaller) number than PSIG.
89. Pressure in this tank is 43 PSIG.
Atmospheric pressure is 14.7 PSIA.
Absolute pressure in the tank is (more/ less) than
43 PSIA.
90. Absolute pressure is actually ______ PSIA.
91. 43 PSIG and 57.7 PSI A are (the same amount/ different
amounts) of pressure.
92. PSIA = PSIG +
93. PSIG = PSIA
94. A gage reads 30 PSIO.
The absolute pressure in the tank is ____ PSIA.
14
does not include
14.7
absolute
tank, 01' liquid
gage
larger
more
43 + 14.7, or 57.7
the same amount
14.7
14.7
44.7
95. A 10-foot head of water makes a pressure gage read
4.33 PSIG.
1 00 r::::l
4.33 PS1G
10 FEET
f
A 100-foot head of water makes the gage read __ _
PSIG.
96 B d
' d" 43.3 4.33 th t f h
. Y Ivt mg 100 or 10 we can see a, or eac
foot of water, 0.433 PSIG is exerted.
A I-foot head of water exerts ____ __ PSIG.
97. A IS-foot head of water exerts 6.49 PSIG (15 x 0.433).
We can find out how much pressure a column of water
exerts by multiplying the of the water
by 0.433.
98. Because oil weighs less than water, a 10-foot head of
oil exerts (more/ less) pressure than a 10-foot head
of water.
99. A 100-foot head of crude oil and 100-foot head of water
produce (the same pressure/ diffetent pressures).
100. The specific gravity of a substance is the weight of the
substance divided by the weight of the same volume
of water. The specific gravity of water is 1.
A liquid with a specific gravity of less than 1 weighs
(more/ less) than the same volume of water.
101. A I -foot head of water exerts 0.433 PSIG.
A I-foot head of liquid with a specific gravity of 0.5
exerts PSIG.
102. Water and a liquid with a specific gravity of 0.5 have
the same height.
But the liquid with the 0.5 specific gravity exerts
____ __ as much pressure as the water does.
Now look at Exhibit 2.
103. Exhibit 2 is a chart for converting head to pressure,
or pressure to _ ____ _
15
43.3
0.433
head, or height
less
different pressures
less
0.5 x 0.433, or about .216
half, or '12
head
104. To read the chart, you must know the _____ _
______ of the liquid being pumped.
105. Suppose the head of a liquid is 200 feet and the specific
gravity is 0.5.
Using a straightedge, find the line between 0.5 on
the specific gravity scale and 200 feet on the head sCc:'\ le.
The pressure exerted by this liquid is about ___ _
PSIG.
106. Head can be changed to pressure; pressure can also
be changed to head.
Ey reading a gage at the bottom of a closed tank, you
can tell the of the liquid in the tank
(if you know what the liquid is).
107. Compare these two tanks of liquid .
.
A B
There is a greater head of liquid in (tank A/ tank B).
108. Look at the pressure gages to find which of these tanks
has the greater head of liquid.
A B
With the same liquid in each tank, (tank A/ tank B)
has the greater head.
16
specific
gravity
43
height, or depth, or head
tank A
tank B
109. These tanks contaillliquids of the same specific gravity.
'--__ - - A
The pressure reading would be higher on (gage AI
gage B).
110.
pressure
Head
sp. gr. X 0.433
Pressure = head x sp. gr. X 0.433
Head may be expressed in terms of ____ _ _
and pressure may be expressed in terms of ____ _
Ill. Pressure; 30 PSIG
Specific gravity ; 0.5
30
Head ; 0.5 x 0.433
30
0.216
about 139 feet
For this liqui d to exert 30 PSIG, the column must be
about feet high.
H2. Head ; 10 feet
Specific gravity = 0.5
Pressure - lO X 0.5 x 0.433
; 5 x 0.433
2. 16 PSIG
This liquid exerts (twice as much/half as much) pres-
sure as the same head of water does.
113. Suction head is the sum of the pressure changed to
ead, plusthe velocity changed to head, at the inlet to
t ~ pump.
Dischmue head is the sum of the pressure changed
to head, plus the velocity changed to head, at the
_ ~ ____ of the pump.
114. Velocity head is normally very small and is not used
in pumping calculations.
Suction head, then, is the ______ at the suc-
tion, changed to head.
17
gage A
pressure
head
139
half as much
discharge. or outlet
pressure
DISCHARGE
CASING WEAR
IMPELLER WEAR
\ I . ~
EYE OF IMPELLER".",. f i""k .. ,,, .. @\
ACKING BOX
.......... SH.6.FT
AFT SLEEVE
m
><
%
'"
....
-
EXHIBIT 2
10,000
100,000
.2
liorTIll l llll l ll l l l H 1111111 11111 11111 11111 11111 11111 11111 11 t t Ll1 111 11111 11111 16 ...
w
1001111 1111 ::lfIrm l1iillfll ffff.mJif!iTIml IIII II IIIIJ1IIII Mm;
"-
__ z
901 I I I I I I t 451 rnn I II I ITIIIITI 11 1111 I I I I I I1 11 H-! I 1 1 1 1 Il'kl 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 13
;as! Ill flit
4
PI III! 1IIII IIIIti tlll llll ll .. ..... 1-
- 1 V'
7Oi-H+ 7H:;; 3 -
w
... -<c. .
z 30 l Y l l ll l l lll l l l l l ,
0
<C _
H [m[[ur
4ol+++4H ... 2
0
I-
30 3 [-1 5
20 2 r iO
10 1 5
100 200
lliJOO I IT I JJ [JOO
CAPACITY. GPM
! ! I ! I ! ! I ! ! ! I J I I I II I I I I I
PERFORMANCE CURVES
500 600 700
m
)(
:z:
'"
...
..,
115. Discharge head is the pressure at the discharge,
changed to _ _ ___ _
116. Gages record the pressure at the pump suction and at
the pump discharge.
The height of water in the suction tank exerts pressure,
which is recorded on the gage.
117. Since the height of water is higher on the discharge
side, the (Ps/ Pd) gage records the higher pressure.
118. The pump adds pressure to the liquid as it passes
through the pump.
The discharge pressure is actuall y the suction pres-
sure plus the ____ __ that the pump adds.
119. Even without a pump in the line, the liquid rises until
it is equal on both sides.
POINT 3-------
\
.. :J...-POINT 1
Without pumping, the liquid rises to point ____ _
120. To move the liquid from point 2 to point 3, a ___ _
may be used.
121. The pump provides the ______ needed to move
the Jiquid above point 2.
18
head
P.
pressure
2
pump
energy, or pressure
122. The pump raises the liquid from the level of the suction
tank into the discharge tank.
HEAD
The distance which the pump lifts the liquid is called
the head.
123. The total head is the discharge head (minus/ plus) the
suction head.
124. This pump is lifting water.
r ., W'W'
23 FEET '--....,
I
I
23 FEET Y
10
... ..A '.'_,'
0:.",' ,
;, 46 FEET
20
Discharge head = .1--:-:- x"'0"".4"S"' 3 = 46 feet
Suction head
10
= "1---'-;X"' O<-- .4'-' 3"' 3 = 23 feet
Total head = 46 - 23 = 23 feet
Actually, the pump only has to lift the water __ _
feet .
125, Total head can be estimated by measuring the height
of liquid in the suction and discharge tanks and
(addi ng/ subtracting) these heads.
126. Or, total head can be calculated by reading the pres-
sures at the pump suction and discharge and convert-
ing these pressure measurements to _____ _
measurements.
19
total
minus
23
subtracting
head
127. This drawing shows a suction-lift system.
I I
TOTAL DISCHARGE
HEAD HEAD
d':
.,
;'t
:':!: :"
.'
If the pump is located above the suction tank, t he liquid
must be t o the pump.
128. The distance t he liquid must be lifted to the pump is
call ed the suction _____ _
129. The pump must supply enough energy to raise the
liquid a distance equal t o the suction lift plus the dis-
charge head.
Suction lift plus discharge head is the _ ___ _ _
head.
130. The pressure acting on the surface of a liquid is trans-
mitted throughout the liquid.
Sp.G . = l
The gage on top of the suction tank records the pres-
sure acting on the , of the liquid.
20
lifted
lift
total
surface
131. This pressure is 10 PSIG. The gage at the pump suc-
tion reads PSIG.
132. Of the 15 PSIG on the suction gage, 10 PSIG is due to
pressure acting on the surface of the liquid.
I
The remaining 5 PSIG is due to the ______ of
the liquid in the tank.
ISS. Look at the drawing.
.
.. -. :%;.
The actual height of the liquid in the suction tank is:
5
1 x 0.433 or ahout 11.5 feet .
But the suction head is :
15
1 x 0.433 or about 34 feet .
The suction head is greater than the actual height of
liquid in the tank because of the exerted
on the surface of the liquid.
134. For liquid to flow into the pump. there must be some
pressure at the pump suction.
The pump (,vorks/cannot work) if absolute suction
pressure is 0 PSIA.
135. In a suction-lift system, suction pressure is provided
by (the head of liquid/ atmospheric pressure).
136. If there is no atmospheric pressure, then there (canl
cannot) be a suction lift.
Vapor Pressure
137. Sometimes, when the absolute suction pressure is not
high enough, liquids vaporize or evaporate at the pump
suction.
To understand why this happens we must understand
what makes liquids _____ _
21
15
height, or head
pressure
cannot work
atmospheric pressure
cannot
evaporate, or vaporize
138. Heat is a form of energy (thermal energy) .
Heating a liquid (increases/ decreases) its energy.
139. When ice is heated sufficiently, the added energy melts
the ice, and the solid ice becomes _____ _
140. If even more heat is added to this water, t he liquid
water becomes steam, which is a _____ _
141. When the liquid absorbs so much heat that vapors can
escape from the liquid surface, the liquid evaporates.
Evaporation occurs when _ ______ escapes from
the IUrface of a liquid.
142. Vapors need energy to escape the liquid.
This energy comes from the _____ in the liquid.
143. Liquids and gases also exert a pressure on everything
they touch.
Heating a fluid causes it to exert (ID2I.e/ leas) pressure.
/'144. In a liquid, the vapors exert a pressure before they
escape.
",,+ -L,IQUID SU RFACE
Vapor pressure is the pressure of the vapor that is
trapped (above/ iD) the liquid.
22
increases
water, or liquid
vapor
vapor
heat
more
in
145. Vapor pressure causes the liquid to vaporize, or evapo-
rate.
The higher t he vapor pressure, the (more/ less) rapidly
the liquid vaporizes.
146. The vapor pressure of a liquid is measured by finding
the pressure that the liquid's vapor exerts in a closed
container.
At room temperature, gasoline has a higher vapor
than water.
Therefore, the ______ will evaporate before the
______ will.
147. Heating a liquid (Lncreases/ decreasea) its vapor pres-
sure.
148. At higher temperatures, the same liquid-for example,
water-has a (higher/ lower) vapor pressure.
149. At the same temperature, different liquids have (the
same/ different) vapor pressures.
150. The hi ghe,' the vapor pressure of a liquid, the (more/
less) heat it needs to vaporize.
151. There is also a pressure that is exerted on a liquid's
surface by the gases and vapors above the liquid.
, GAS '
The pressure on. a liquid tends to (cause/ prevent) the
escape of vapors from the liquid.
152. To keep the liquid at the pump from vaporizing, the
absolute suction pressure must be (higher/ lower) than
the vapor pressure of the liquid at that temperature.
153. If the suction head of a pump is 8 feet, and the vapor
pressure of the liquid (changed to equivalent head)
is 9 feet, liquid (vaporizes/ does not vaporize).
23
more
gasoline
water
increases
higher
different
less
prevent
higher
vaporizes
Net Posjtive Suction Head (NPSH)
154. Net positive suction head (NPSH ) is the absolute s uction
head minus the vapor pressure head.
If suction head is 50 feet and
35 feet, NPSH is _---"--1 _
vapor pressure
___ feet.
head is
155. Or, NPSH auailable is the absolute pressure at the
pump s uction. changed to head. (pius/ minus) the
vapor pressure or the liquid being changed
to, __ _
156. NPSH required is the minimum head needed at the
s uct ion to get the liquid into the impeIJer without
157. If NPSH available is equal to NPSH required, the pump
may lose suction due to slight variations in pump design.
If the NPSH available falls below the TPSH required,
the pump (operates/ does not operate) properly.
158. NPSH available must be Imore/ lessl t han NPSH reo
Quired.
15
minus
head
vaporizi ng
does not operate
morc
159. r------------------------------------------------,
Absolute pressure at pump suction -vapor pressure at pump temp.
,
NPSH=
Specific gravity = 1
Vapor pressure = 15 PS IA
Suction pressure = 5 PSIG
sp. gr. X 0.433
Absolute s uction pressure = 5 + 14.7 = 19.7 PSIA
NPSH available =
19.7 15
I X 0.433
about 10.8 feet
I[ t he N PSH required is 8 feet. the pump I operates/
does not operale) properly.
160. NPSH available 7.8 fcet
NPSH required 15 feet
The pump (operates/ does not operate) properly.
Friction
161 . Liquid is flowing l hrough this li ne.
r: .... \$.\ ... ".; ................... ; ..
A B
Pressure must be greater at (Al B).
operates
does not operate
A
162. During flow, pressure is being converted to velocity.
As velocity increases during flow, pressure (increases/
decreases) .
163. The pressure difference between A and B is called the
1J1'esslt1'e drop.
To increase the flow rnte, ______ the pressure
drop.
164. Flui d flowing through a pipe creates fl'iction.
Friction is a (driving force/ resisting force) for nuid
flow.
165. POl' fluid to flow, the dl'i ving force must be
less) than the resisting fOl'ce.
166. Or, the pressure drop must be greater than the amount
of ____ -:-
167. As flow rate increnses, friction increases.
To overcome this friction, a _ _____ pressure
dl'op is needed.
168. The more resistance the pipe offers to flow, the greater
the pressure drop needed to move the liquid.
n,
.
.
-_._,
I
A small pipe offers (more' less) resistance than a
larger pipe.
169. The pressure rirop needed is greater 111 the (Iarge/
small) pipe.
170. When the fl ow rate of liquid into a pump is increased,
friction increases.
Increasing the flow rute ______ the available
suction pressure.
25
decreases
increase
resisti ng force
greater
friction
higher
more
smal l
decreases
J 71. A smaller pipe is used on the suction of pump B .
.... ........ _J
B
Resistance to flow is greater in pump (AlB).
172. The ava ilable suction pressure is lower at (A/ B).
173. This means that NPSH available may be too (hi gh/
low) for the pump to operate properly.
174. With increased resistance to flow at the pump sllction,
liquid may _____ _
175. As the flow rate of the liquid increases, the suction
pressure decreases, because the friction increases with
fluid velocity.
Some pressure is lost in overcoming _____ _
176. An incrcl.Ise in now !'ste increases friction and decrenses
suction pressure.
The NPSH available (increases/ decreases).
177. Look at the drawing.
Sp. G .. = 0.5
The gage above the liquid reads ______ PSIG.
178. The height of the liquid is ______ feet.
26
B
B
low
vaporize
friction
decreases
30
10
179. Pressure due to the liquid level is :
Pressure = 0.433 x 10 x 0.5
= 2.16 PSIG.
The gage at the pump suction should read 30 + 2.16,
or PSIG.
180. The gage at the pump suction actually reads 31.16
PSIG.
The gage records a lower pressure because some pres-
sure has been used to overcome _ ___ _ _
181. If t he,e is no NPSH, liquid _ _____ at the eye.
32.16
friction
vaporizes
182.
NPSH = Absolute suction pressure - vapor pressure at pump temp.
0.433 x sp. gr.
Or, when the absolute suct ion pressure increases, the
NPSH available _____ _
when the vapor pressure increases, the NPSH
available _____ _
when the suction head decreases, the NPSH avail-
able _____ _
183.
Total head - di scharge head - suction head
Or, wben the suction head increases, the total head
when the discharge head increases, the total head
Horsepower
184. A centrifugal pump is operated by coupling its
-,--.,... ____ to the shaft of an outside power source
(prime mover, or driver).
185. !Iorsepower (HP) is a unit used for measuring rate
of work.
Horsepower necessary to overcome friction and other
losses and to move the liquid is provided by the
186. The amount of useful work that a pump delivers is
t he difference between the pressure the liquid has as
it ellters the pump and the pressure it has as it
_____ t he pump.
187. Part of the horsepower put into the pump is used to
overcome friction and other losses; part goes to in-
crease the pressure of the liquid being pumped.
The horsepower applied directly to the liquid is caned
fluid '
27
increases
decreases
decreases
decreases
increases
shaft
prime mover, or driver
leaves
horsepower
188. The horsepower input is always (more/ less ) than the
fluid horsepower, or horsepower output.
189. The overall efficiency of a pump is the percentage of
the HP input that is transferred to the liquid leaving
the pump.
A pump that operates at 100 HP input and 75 fluid
HP has an overall of 75%.
190. The overall effi ciency of a pump is found by dividing
the HP output of the pump by the HP input, or
HP out put
HP input
If the HP input is 5 and the fluid HP is 4, then the
efficiency of the pump is _ _____ %.
191. If two pumps ha ve the same capacity, a
pump requires (mo.t,e/ less) horsepower than a high-
efficiency pump t o move the same amount of liquid at
the same pressure and rate of flow.
192. The vol umetric efficiency of a pump is a measure of
i ts internal leakage.
The main source of internal leakage is the liquid fl ow-
ing back between the wear rings from the discharge
into the of the pump.
193. Volumetr ic efficiency is found by dividing the amount
of liquid pumped by the amount of liquid pumped plus
internal leakage:
amount pumped
amount pumped +
In a pump di scharging 45 GPM, 5 GPM leaks between
the wear rings. The volumetric efficiency is %.
194. As the wear rings become worn, the volumetric effi -
ciency decreases and the overall efficiency __ _
Performance Curves
F01' /1'al1te numbe1's 195 th1'ough 221 look at Exhibit 9,
which shows a sample set 0/ performance curves /01' a cen-
trifugal pump.
195. In the exhibit there are four curves which show the
relationship of capacity to:
______ head ;
________ ; and
28
more
efficiency
80
more
suction
90
decreases
total
NPSH
efficiency
HP, or horsepower
,
196. The graph in the exhibit is set up so that capacity
is read at the bottom.
Efficiency, horsepower, and total head are read at the
(left side/ right side) of the graph.
197. NPSH is read at the ___ ''---___ side.
198. Find the line on the graph for 200 GPM.
This line crosses the NPSH curve at about ___ _
on the NPSH scale.
199. If the pump is pumping 200 GPM, t he minimum NPSH
required f or this pump is about feet.
200. Find where the 200 GPM line crosses the efficiency
" curve.
From the efficiency scale on the left, you can read that
this pump pumps 200 GPM at about %
efficiency.
201. The 200 GPM line and t he HP curve show that the
horsepower required for this pump at 200 GPM is about
202. Look at the efficiency curve.
Maximum efficiency on this curve is about ___ %.
203. At maximum efficiency, this pump is pumping __ _
GPM.
204. Find the ot her performance values at 400 GPM.
The HP required is about _____ _
The total head is about feet.
N PSH is feet.
205. This pump is more efficient when it is pumping (200/
300)" GPM.
206. These pump performance curves were made up for a
pump moving water.
For more viscous (thicker) liquids like oil, which re
sist flow more than water does, the curves should be
adjusted for (higher/ lower) values.
207. All centrifugal pumps come with a set of performance
curves.
These curves can be used to find the NPSH, total
_____ efficiency. and _ _____ for each
pump at different capacities.
29
left side
right
3.8
3.8
65
4.2
84
400
5.8
48
4.2
300
lower
head;HP
,
208. The performance curves can also show some general
pi'incipJes of centrifugal pump performance.
For example, look at the relationship between the total
head curve and the capacity line.
When the total head decreases, t he pump capacity
______ except at very low capacity.
209. uppose the discharge valve of a pump is pinched down
and the discharge head increases.
The total head increases, and the capacity ____ _
210. As the level in the tank faUs, the suction head decreases.
The total head increases, and the rate of flow ~ __ _
211. Look at the NPSH curve and the capacity line.
As the pumplIlg rate increases, the NPSH required
212. Suppose the pump is operating at a point where the
NPSH available and NPSH required are about equal
and you try to increase the fl ow rate.
The pump will lose _____ _
213. Look at t he efficiency curve.
The efficiency of a pump is relatively _____ _
at high and low flow rates.
214. For every pump. there is a capacity where the pump
oper.ation is most and therefore most
economical.
215. Look at the HP curve.
As the flow rate increases. t he horsepower r equired
216. Other factors affecting t he performance of a centrifu-
gal pUPlP are not shown on the chart.
For example, a viscous (thick) liquid resists flow and
is (easier/ harder) to pump.
217. If the liquid being pumped becomes more viscous (for
a given total head), the pump capacity is less.
The horsepower required to pump a viscous liquid is
218. Impellers of different sizes can be installed in a pump.
An impeller of ______ diameter can pump to
a higher head.
30
increases
decreases
decreases
increases
suction. or prime
low
efficient
increases
harder
greater
larger
219. To pump at a higher rate to a higher head requires
more horsepower.
When the size of the impeller is changed, neither the
suction casing nor the size of the impel1er eye is
changed. As the rate increases, the NPSH 1'equi1"ed
220. The speed of turbine-ddven pumps can be controlled.
ncreasi(g the speed has the same effect as installing
an impeller of larger diameter in a motor-driven pump_
Decreasing speed has the effect of installing an im-
peller of ______ diameter in a motor-driven
pump.
221. If the specific gravity of a material being pumped
changes, the horsepower required changes.
The capacity and head characteristics of a pump do not
change when the of the
material being pumped changes, but the hbrsepowel'
required does change.
81
increases
gmaner
specifi c gravity
Section 2
Design and Construction
of Centrifugal Pumps
SECTION 2
DESIGN AND CONSTRUCTION
OF CENTRIFUGAL PUMPS
PUMP TYPES
1. Pumps are classified according to impel1er design and
the number of impellers.
A multistage pump has more than ___ impeller .
2. A two-stage pump has ___ impellers.
3. A two-stage pump has the same effect as joining __ _
single-stage pumps in seri es.
4. The fi rst pump discharges into the _ ____ pump.
5. A multistage pump has two or more impellers mounted
on onc ___ _
6. The head at the discharge of the second impeller is
greater than the head at the discharge of the first.
The greater the number of impellers, the (higher
Iqwer) the final discharge head is.
7. Since liquids arc nearly incompressible, a11 the impellers
in t he pump are designed for about the same capacity.
The impellers of a multistage pump are all about the
____ size.
8. Pumps are also classified as single-suction or double-
suction.
In a single-suction pump. liquid enters from (onuide/
both sides) of the impeller.
9. 1n a double-suction pump, liquid enters through (one
side/ both sides) of the impeller.
10. Since liquid enters at both sides of the impeller, a
double-suction pump is used for (high/ low) capacity
operations.
11. Double-suction pumps have lower NPSH requirements.
When the NPSH available is low, a -suction
pump is probably better suited for the pumping job.
32
one
two
two
second
shaft
higher
same
one side
both sides
high
double
12. Impellers may be open, partially open, or enclosed.
OPEN PARTIALLY OPEN ENCLOSED
In all three designs, the _ _ _ ___ of the impeller
is open.
13. On an open impeller, the sides of the vanes (are/ lli
nat) covered:
14. More liquid leaves the rim of the (open/ partially open/
e.ru:.Iosed) impeller.
Flow is least controlled in the _____ _ impeller.
The _ _ _ _ _ _ impeller is the least likely to be-
come clogged.
Propeller Pumps
17. A propeller pump works very much like an impeller
pump.
Instead of an impeller, the ______ whips the
liquid passing through it to high speed.
33
eye
are not
enclosed
open
open
propeller
18. In this way the propeller adds _ _ ____ to the
liquid.
19. There are differences between impellers and propellers.
PROPELLER
IMPELLER
For example. liquid leaves the (propeller/ impeller) in
the same direction as it entered.
20. Liquid leaves the (impeller/ propeller) at r ight angles
to the way it entered.
~ l Liquid enters the impeller only through the eye in
the (impeller/ propeller) pump.
22. In the propeller pump. liquid enters the pump (through
the eye/ through the blades).
23. The area through which liquid enters the pump is
smaller in the (impeller/ propeller) pump.
24. Therefore. the ______ pump can handle larger
capacities.
34
energy, or pressure
propeller
impeller
impeller
through the blades
impeller
propeller
Turbine Pumps
25. The best features of the impeller pump and the pro-
peller pump are combined in the turbine pump.
r
PROPELLER TURBINE IMPELLER
The turbine pump is a mixture of the _____ _
pump and the pump.
26. The flow of liquid through a turbine pump is
r
___ like the How through a centrifugal pump.
__ like the flow through a propeller pump.
___ halfway between the flow through a centrifugal
pump and the flow through a propeller pump.
27. The turbine pump, like a propeller or an impeller pump.
can be single- 01' multistage.
The multistage pump is used when you need a higher
discharge (ClIp.city I head).
35
propeller
impeller
halfway between
head
Now turn the page,
turn the book over, and go on.
28. Name the foll owing pump designs.
A.
B.
c.
D.
E.
29. Which of these pumps are not centrifugal pumps?
36
A. single-suction
B. double-suction
C. multistage
D. propeller pump
E. turbine pump
D and E
Vertical and Horizontal Pump.
30. This pump must move liquid up out of a water well, or
pit, or any other source of liquid.
There (is/ is no) suction head available.
31. The pressure needed to move liquid into the pump suc-
tion must come f rom pressure.
32. If the well is deep, atmospheric pressure (can/ cannot)
push the liquid nil t he way up into the pump suction.
33. One way to increase the NPSH available is to (in-
crease/ decrease) the distance liquid has to move up to
get to the pump suction.
34. Here the pump has been placed in the well liquid .
This gives the pump (more/ less) NPSH available.
37
is no
atmospheric
cannot
decrease
more
85. Since the well is deep and narrow, the pump must be
put in it (hor izontally/ vertically) .
36. To provide better NPSH, the pump is installed (hori-
zontally/ vert ically) and (above/ below) the level of the
liquid.
Because of the large amount of discharge head needed
to lift liquid from a well, the turbine vertical pump is
generally (single-/ multi-) stage.
Pumps Operating in Series or in Pa rall el
87. When the discharge of one pump is fed into the suction
of another pump, the two pumps operate in series .
...
...
...
Pumps ( A/ B) are operati ng in series.
38. When the pumps are connected in series, the second
pump takes liquid from the first and increases the
di scharge head.
Putting pumps in series increases the discharge
____ of the system.
39. The second pump cannot di scharge more liquid than it
receives from the first.
Thus, pumps in series (should/ should not) have about
the same capacities.
38
vertically
vertically; below
multi-
A
head
should
40. Pumps that discharge into the same line are operating
in pa1allel.
Pumps (A B) are operating in parallel.
41. Operati ng pumps in parallel _____ the capacity
of the system.
42. With pumps operating in parallel, the total amount
discharged equals the amount discharged from the first
pump the amount discharged from the second.
43. Since liquid discharged from the first pump does not
enter the second, the discharge head produced by the
two together is (greater than/ the same as ) the hCHd
produced by each one separately.
44. Pumps operated in parallel should have about the
_"-, _ _ _ tobli head characteristics.
45. Pumps are operated in parallel to increase ____ _
46. Pumps are operated in series to increase ___ _
47. Two pumps with similar capacity and head charac-
teristics at a given speed may be connected in either
_ ~ ______ or _ _ _ _
48. To increase capacity, connect pumps in ____ _
49. To increase head, connect pumps in ____ _
39
B
increases
plus, or +
the same as
same
capacity
head
par allel; series
parallel
series
Regulating Pump Discharge
50. The amount of liquid discharged from a pump can be
changed in a variety of ways.
A ___ _ __ on the discharge can be open or
closed.
,
61. By partially closi ng the valve, more ______ is
needed to get liquid out of the pump.
52. Partially closing the valve (increases/ decreases) the
discharge volume.
53. Here is another way to regulate the discharge volume.
BYPASS L INE
I
l
A ______ line is connected to the discharge line.
40
valve
pressure
decreases
bypass
54. An open < in the bypass line aHows liquid
to flow through the bypass line as well as through the
discharge Ii ne.
55. When this valve is opened, some of the liquid from t he
______ fl ows into the bypass.
56. Then it flows back to the pump' s _____ _
57. Thi s means that (more/ less) liquid is actually dis-
charged from the pump into the discharge line.
58. Being able to adj ust t he pump discharge is impor-
t ant when the pump may be moved and used for a
______ operation.
DETAILS
Packing Box
59. The rotating shaft of a centr ifugal pump extends out
through the casing so that the impeller may be coupled
to the _________ _
60. The drawing shows a typical pack}ng box.
CASI NG
PACKI NG RINGS
PACKING
GLAND
NUT
The packillg is f ormed around the _____ to mini .
mize leakage of liquid from the pump.
61. The packing box surrounds the shaft where it enters
the ___ _
41
valve
discharge
suction
less
di fferent
prime mover, or driver
shaft
casing, or housing
62. Normally, the packing is formed into rings which con-
form to the shape of the ___ _
63. Packing muat be a low-friction materi al which is non-
abrasive.
Abrasive material damages the ____ _
64. To minimize leakage along the ahaft, the packi ng is
_____ against the shaft.
65. If the shaft is permitted to rub directly against the
packing, the section of ahaft in the packing box
66. To keep f rom replacing the whole shaft due to packing
wear, a is used to cover the section of
shaft inside t he packing box.
67. Packing must be a material that is not attacked and
weakened by the liquid being pumped .
Packing which is weakened by the liquid permits some
of the liquid being pumped to ' to the atmos-
phere.
68. Packing is chosen for the _____ being pumped
and its temperature.
69. A packing gland at the (inner/ outer) end of the pack-
ing box holds the packing in place.
The pressure necessary to compress the ____
against the shaft sleeve and control lea\cage is supplietl
by the packing gland nuts.
70. A small amount of leakage between the packing and
the shaft is necessary f or ______ _
71. The amount of ______ is usually determined
by company practices.
72. The packing gland holds the ______ in place
and controls the amount of _____ _
78. [f the nut is tightened too much, the rubbing sur-
faces may not be sufficiently ______ , and there
may be excessive wear on the and the
74. Since insufficient lubrication may cause overheating,
packing gland nuts must be to allow the
amount of leakage specified by company practices .
42
shaft
shaft
pressed, or tightened
wears
sleeve
escape, or leak
liquid
outer
packing
lubri cation
leakage
packing
leakage
lubricated
shaft, or sleeve
packing
adj usted
Lantern Rings
75. Look at the drawing.
LUBRICATING
The lantern ring is a metal cage about the size of a
packing ring that fits around the sleeve
inside the packing box.
76. The lantern ring provides a space between the packing
rings near the center of the packing box which can be
supplied with lubricating or seal _ _ _
77. The lantern-ring arrangement shown differs from ring
packing in the way it is _ ____ _
78. The lubricating fluid can be liquid from the pump 01'
liquid from outside the pump.
When a corrosive or erosive ]iquid is being pumped,
lantern-ring lubrication from (another source/ the
pump) is used.
79. Lubricating fluid is pumped into the packing box under
pressure higher than the pressure inside the casing.
This pressure keeps the liquid in the pump from enter-
ing the _____ __ _
80. Lantern-ring packing is also used in a pump operating
at less than atmospheric pressure. When the pump
operates under vacuum, air may be pulled into it during
operation.
To keep air out, the pressure of the sealing-lubricating
fluid must be (above/ below) the pressure of the atmos-
phere.
43
shaft
oil
lubricated
another source
packing box
above
8]. [n a pump operating under vacuum, t he lubricating
liquid is usually t he liquid being pumped, if t hat li quid
is nonc9rrosive.
I t is pumped into the packing box at a pressure above
pressure.
82. Pump A is pumping a light oil. Pump B is pumpi ng
acid.
(Pump A/ Pump B) is fitted with a lantern ring.
83. Liquid leaking from the pump is a hazard, especially
if it vaporizes at a low temperature. Leakage can also
be expensive.
Therefore, pump packing should be _______ fre
quently to make sure it is operating properly.
Mechanical Seals
84. Mechanical seals are morc widely used than shaft packing
because they require less maintenance and hold leakage to
a minimum.
SPRING
HO R
RING
SEAL OIL
OUTLET
ROTATING
SEAL RING
SEAL
INLET
(H a,d.Su,face Metal}
STATIONARY
SEAL RING
(Carbon)
L
FLANGE
The other element rotates with the ____ _
85. The stationary seal ring is us ually made of ______ .
86. The rotating seal ring is faced with special metal where
it comes in contact with the ______ seal ring.
44
atmospheric
Pump B
checked
shaft
carbon
stationary
87. The spring holder is held in place on the shaft by a
set screw.
The compression ring and the rotating seal ring are
free to move along the ____ _
88. The springs push against the compression ring and
conipress the flexible O-ring against the shaft and the
rotating seal members, to prevent at
this point.
89. The a-ring is made of rubber or some other flexible
material, depending on the liquid being pumped.
It makes a tight ______ between the rotating
elements and the shaft.
90. Heat is generated between the stationary and rotating
faces.
Oil is circulated in the packing box to cool and
______ the seal.
91. The lubricant also helps to keep corrosive or ____ _
material out of the seal.
92. A single seal has one set of sealing faces. This seal
has two sets of sealing faces.
CASING
STATIONARY
SEAL OIL
TLET
STUFFING
SEAL RING BOX FLANGE
shaft
leakage
seal
lubricate
erosive
It is a seal. double
45
Impeller Thrust
93. During operation, pressure in the discharge por tion of
the casing is greater tha n the pressure in the suction
port ion.
SUCTI ON .....
PRESSURE
DISCHARGE
PRESSURE
The discharge pressure acts on the right side of the
impelier, exerting a force to the (left/right).
94. The discharge pressure acting on the ri ght side of the
impeller exerts a force to the left.
The suction pressure acting on the left side of the impeller
exert s a force to the ______ _
95. Since the s uction pressure is less than the discharge
pressure, the total force acting to the left is ____ _
than the force acting to the right.
96. This imbalance of forces creates thrust along the shaft.
To overcome this thrust and hold the ______ _
in its proper position, a thrust bearing is used.
97. Both sides of the impeller maintain cl ose clearance with
the casing.
H O L r ~ ~ ~
THRUST BEAR ING
=f-C:OLLAR
WEAR R R RING
Wear rings at the eye minimiZe leakage f rom the
______ back to the suction.
46
left
right
greater
impell er
discharge
98. A collar at the back of the impeller has the same inside
dimension as the suction eye.
Wear rings between the collar and the casing minimi ze
______ into the collar .
99. Any leakage into the collar flows back into the suction
through a hole in the impeller.
This hole equalizes pressure between the left and right
sides of the _____ _
100. Since the on both sides of the impell er
is about equal, there is almost no thrust.
101. In multistage pumps, several methods can be used to
mini mize thrust.
Some pumps are constructed so that some of the im-
pellers face one wayan the shaft and the others
face the other way. One set of impellers offsets the
of the others.
Balancing Drum
102. When all impellers are installed in the same direction
on the shaft, thrust may be reduced with a balancing
drum.
BALANCING DRUM
ATTACHED TO SHAFT
BALANCE LINE TO ION
The tb.rust created by each impeller acts to the (left I
right) .
47
leakage
impeller
pressure
thrust
left
103. The total impeller thrust is the sum of the thrust of
all the impellers.
The pressure acting on the left side of the balancing
drum is the pump pressure.
104. The space on the right side of the balancing drum is
open to the suction.
This space is at _____ pressure.
105. The pressure difference across the balancing drum
creates a force acting to the right.
The drum is sized so that this force balances the
impeller ___ _
106. The Bman clearance between the balancing drum and
the casing minimizes leakage from the discharge back
to the suction.
As wear increases, this clearance increases, and the
volumetric efficiency of the pump _ ____ _
ALIGNMENT AND VIBRATION
107. The pump and prime mover are joined by couplings.
The pump and _________ _ must be
properly aligned.
108. If the pump is handling hot liquid, ihen t he pump
should be heated to near operating ______ to
check alignment.
109. Improper alignment of the pump and prime mover puts
a strain on the shaft and may wear or break the shaft
or couplings.
Improper alignment may also cause bearings and seals
to excessively or fail.
110. Improper ali gnment may also damage wear rings, and
permi t the impeller to agai nst other parts.
111. Any improperly balanced rotating assembly may cause
excessive vibration.
Misalignment of pump and prime mover or partially
blocked impellers may also cause _____ _
112. Cavitation in the impeller is the continual forming and
collapsing of vapor bubbles in the liquid.
Cavitation may cause the pump to _____ .
48
discharge
suction
thrust
decreases
prime mover, or driver
temperature
wear
rub
vibration
vibrate
113. So'}'etimes vibration can be beard, or detected by
_ ____ the pump.
114. Many pumps are equipped with gages and meters which
_ ____ vibration.
115. Excessive vibration is a sign that something is wrong
with the pump.
If unusual noise or vibration occurs, the pump must
be ____ _____ 38 soon as possible.
LUBRICATION
Wear Rings
116. Wear rings sirnpjj.fy maintenance by protecting the
casing and the _____ _
117. Wear rings are lubricated only by the _ ___ being
pumped.
118. Wear rings are not properly lubricated if the liqui d in
the pump vaporizes or if the pump runs ___ _
The Packing Box
119. Packing must always be lubricated.
Normally, ring packing is lubricated by the ____ _
being pumped.
120. The lantern ring and packing are lubricated by an oil
pumped to the ring, especially if the pump is handling
_____ _ 01' erosive liquid.
121. Some packing boxes are lubricated by grease cups
instead of __ _
Bearings and Couplings
122. The pump shaft must rotate with the least friction
possible.
Resistance to the rotation of the shaft must be as
_____ a8 possible.
123. The impeller must be kept in position while it rotates.
l t must be free to rotate, but not to _____ in other
directions.
49
feeling
detect
shut down
impeller
liquid
dry
liquid
corrosive
oil
small
move
124. Besides rotating, the shaft may t end to move in two
other ways.
ROTATION
(TURNING)
AXIAL MOVEMENT
(THRUST)
>
RADIAL MOVEMENT
In most pumps, more of the area of the impeller is
exposed to discharge pressure than to suction pressure.
This unbalanced pressure causes a to be
exerted in an axial direction.
125. Movement can also occur if the pump has a long, un-
supported shaft, or if the impeller is out of balance.
This is (axial/radial) movement.
126. Both radial and axial movement must be _____ _
if the impeller is to remain in position.
127. Bearings support the shaft and allow it to rotat e with
very little friction.
Bearings also control ______ and _____ _
movement of the shaft.
128. The bearing lubricant provides a fluid film between the
rotating shaft and the bearing.
This fluid film prevents the shaft and its stationary sup-
ports from against each other.
129. A radial (journal) bearing on which the shaft rests
controls movements.
130. A thrust bearing limits end-to-end movement of the
shaft.
A thrust bearing limits the amount of (axial/radial)
movement.
50
force
radial
controlled, or minimized
axial; radial
rubbing
radial
axial
131. Some pumps use ball bearings to control both radial and
thrust movement.
RING
SHAFT
TWOIIST
BALL BEARING
The shaft of this pump is supported by both __
and baH bearings.
132. Ball bearings are lubricated so that there is almost no
_ _____ between the ball and any of the other
parts it touches.
133. The ball bearings _ _____ freely as the shaft
rotates.
134. BaIJ bearings may be grease- or oil-lubricated.
Where the load on the bearing is great and considerable
heat is generated, oil is used as the lubricant because
it also the shaft and bearing.
135. Grease-packed bearings can be overgreased.
Overgreasing causes the bearing to ____ _
136. Slinger rings are also used to move lubricating oil from
the reservoir to the bearing.
BEARI
NGER RING
___ mr-uIL RESERVOIR
A slinger ring fixed to the shaft and rotating with it
throws oil from the reservoir onto the ____ _
51
thrust
radial
wear, or friction
turn
cools
overheat
bearing
187. Large pumps use heavy-duty sleeve bearings instead of
ball bearings.
EARING CONTAIN ER
FILM
BEARI NG
BEARING BRACKE T
A sleeve bearing has (more/ less) surface area than a
ball bearing does.
138. A sleeve bearing can support a very _____ _
shaft.
139. Sleeve bearings control (radial/axial) movement.
140. The bear ing is made of low-friction metal (babbitt) and
is lubr icated by a film of _____ _ .
141. The oil is supplied to the bearing under pressure
through grooves on the bearing surface.
The hi gh.pressure oil insures that the shaft (can/ can-
not ) squeeze the fi lm of oil out of the bearing under
heavy load.
142. The shaft rotates on a film of , and there is no
direct contact between the shaft and bearing.
143. Oil can be supplied to a sleeve bearing either ~ n
oil ring or under pressure by a lube-oil pump.
SL EEVE BO" .I<l I<
IL RING
OIL
RESERVOIR
The oil ring picks up oil from a ______ below
the shaft.
52
more
heavy, or large
radial
oil
cannot
oil
reservoir
144. The ring rotating on the picks up oil from
the reservoir and carries it up t o the bearing.
145. In a pressurized oil system, oil is pumped to each
146. Lubeoil pumps are used when the load on the bearings
is great.
Where possible, t he pressure lubeoil system should be
working before the pump is started so that there is
an oil film between the shaft and the ____ _
147. Pumps with a large axial load use a babbitt-faced (anti-
fri ction) thrust bearing.
THRUST SHOE RETAINER
SH FT
PUMP BEARING BRACKET T
BABBITT . FACED
THRUST SHOE
ST COLLAR
The thr ust collar rotates as part of the ____ _
148. The stationary t hrust shoes restrict axial movement of
the shaft.
The shoes are pivoted to absorb minor var iati ons in
the rotat ion of the thrust _ ___ _ _
149. Oil may be pumped to the bearing, or the bearing may
run in oil to mai ntain a lubricat ing between
the surfaces.
150. The temperature of the lubri cating oil must be main-
tained within t he operati ng r ange.
If the temperature rises too high, bearings m,lY
_____ and fa il.
151. Many pump coupli ngs are lubr icated with heavy oi l or
grease.
Before the pump is started and during operation,
the couplings should be checked for lubri cation and
53
shaft
bearing
bearing
shaft
collar
film
overheat
leakage
152. The operating manual or the supervisor specifi es the
_____ and amount of oi l to be used for lubricating
the coupling.
153. Oi l must be free of di rt and water.
Wat er breaks down the film between the shaft and
bearing, and _____ is abrasive.
PUMP COOLING
154. Pumps performi ng heavy-duty service and pumps
~ n hot li quids may be water-jacketed.
Pump parts subjected to _____ temperatures are
surrounded with water jackets.
165. "Vater is circulated to cool the lubricati ng oil, packi ng,
and other parts where temperatures may
develop.
156. Friction between the shaft and packing creates heat.
Sometimes the heat generated in the packing box area
is too great to be carried away by the _ ____ _
or the lubricant.
157. To keep the shaft and packing from overheating, they
are fitted with _________ _
158. Look at the drawing.
CASING
SHAFT SLEEVE
PACKING:!i2
GLAND
The cooling water circulates in the ________ _
surrounding the packing box.
54
gr ade
dirt
high
hi gh
air
water jackets
water jacket
169. When the bearing lubricant must be cooled, the bear-
ing and reservoirs may be surrounded with ___ _
160. Where the heat generated is t oo great to be carried
away by water-jacketed reservoirs, the lube on is
pumped through a shell-nnd-tube cooler and then to
the _____ _
161. If not much heat is generated by t he pump, heat is lost
directly to the through the reservoir
housing.
162. High temperature pumps usually have water-j acketed
bases (pedestals).
The more heat the pump has to handle, the more
thoroughly it is _ __ ____ _
65
water
iackets
bearings
air, or atmosphere
water-jacketed
Section 3
Operation
SECTION 3
OPERATION
STARTUP
1. Pump-lubricating mechanisms must be checked to
assure that they will deliver a supply of
clean and dry lubricant all the time that the pump is
in service.
2. If bearings take grease instead of oil, grease fittings
must be routinely greased and grease cups must be
filled.
Do not _ _____ the bearings.
3. The temperature of pumping equipment may be in-
creased either by the liquid being pumped or by friction.
Parts of the pump which cannot tolerate increased tem-
peratures are provided with systems.
4. If the pump is handling hot liquid, the packing box is
usually to prevent the packing from de-
teriorating.
5. Surfaces of mechanical seals are cooled.
If the surfaces get too hot, wear and deterioration
(i ncrease/ decrease) .
6. Bearing housings may be cooled to maintain proper
Clearance.
If a bearing overheats, it may expand and freeze to
the ____ .
7. Pump pedestals may be cooled to maintain alignment
between the pump and the _________ _
8. Before starting the pump, the complete ____ _
and systems should be checked and in
good working order.
9. Cooling must be circulating through all
water-cooling systems.
10. A pump that is to handle hot liquid should be warmed
before it is started to prevent damage from unequal
expansion of parts.
Unequal expansion may permit contact between the
stationary and _____ parts.
11. The pump should be warmed gradually by slowly cir-
culating hot thr ough the pump.
56
continuous
overgrease
cooling
cooled
increase
shaft
prime mover, or driver
cooling
lubricating
water
moving
liquid
12. A spare pump in hot service is usually kept warm by
using a small circulating Hne from the ______ _
of the operating pump.
13. Steam tracer lines may be run alongside lines to and
,
from the pump to keep liquid within the proper vis-
cosity range so that it flows freely.
Steam tracer lines should be operating (before/ after)
the pump is started.
14. After the prime mover has been checked for proper
lubrication and is ready to operate, if the pump shaft is
accessible, it should be turned by hand to see that it
is free to _____ _
\ 15. When a newly installed or reconditioned prime mover
is returned to service. the direction of its shaft rotat ion
should be checked before it is to the
pump.
16. All valves that conttol the flow of liquid into and out
of the pump should be set according to instructions. -
If the valves are not set properly, the wrong liquid
may be pumped, or liquid may be pumped into the
______ place.
17. On most pumps , the di scharge valve is closed when the
pump is started.
Closing the discharge valve (increases/ decreases) t he
pumping rate.
18. Horsepower requirements as rate de
creases, and the prime mover is less likely to overload.
19. At low rates the pump is less likely to lose _ ___ _
20. If the suction valve is closed, no liquid can enter the
pump.
The pump is started with the suction valve (open/
closed) .
21. When practical , a centrifugal pump is started with the
discharge valve ; the suction valve is always
22. A spare pump with an automatic startup device must
be set with both the suction and the discharge valves
23. Centrifugal pumps should never run dry, because they
overheat. Most centrifugal pumps should be primed/some
vertical centrifugal pumps are self-priming if they are sub-
merged in the liquid.
The pump is primed before startup by filling the casing
with ~ ~ ____ _
57
discharge
before
rotate
coupled
wrong
decreases
decrease
suct ion
open
closed
open
open
liquid
24. Liquid is brought into the pump by venting the casing.
vent must be open to allow vapors to excape from the
pump case.
If the liquid being pumped is dangerous, venting should
done to (an open/ a closed) system.
Care must be taken to make sure that the suction line
to the pump remains full of ____ _
26. Vapor rises from the liquid, and vapor pockets are apt
to form at (high/ low) points in the suction system.
27. Unless vapor pockets in the suction line are vented off,
they can work themselves into the pump and cause the
pump to lose _____ _
28. The suction line is usually provided with vent valves
at high points in the line through which
may be vented.
29. With the prime mover functioning properly, the pump
is ready to start if:
all bleeders, vents, and drains are ______ _
the _____ and _____ are
checked,;
the _' _____ tracer lines are turned on;
the discharge and suction _____ are properly
set;
the pump is ____ _
30. When all systems have been checked and the pump has
been primed, the pump is ready to operate.
Then the ____ is started.
31. When the pump is up to speed, the _____ valve
is slowly opened.
32. If the discharge pressure remains normal and steady,
then the pump has taken and is operating
as it should.
33. If t he pump operates for any length of time with the
di scharge valve closed, it may overheat.
Then liquid may ______ , and the pump loses
suction.
34. If the di scharge pressure does not rise, or if it rises
and then drops again, the pump has probably lost its
35. If the pump has lost its prime, the pump must be shut
down and then _____ _
58
a closed
liquid
high
prime, or suction
vapm."
ClOSEd
lubricating, cooling
steam
valves
primed
pump, or prime mover
discharge
suction
vaporize
,
suction. or prime
reprirned, or primed
36. The pump should be checked for leaks in the casing,
packing box, flanges, and bleeders.
The packing-box gland should be checked to see that
is sufficient for packing 1ubrication,
not excessive.
37. The temperature of the packing and bearings should be
checked, usually by touching them.
Poor lubrication, poor cooling, or mechanical trouble
may be indicated by temperature.
38. The coupling should be checked to be sure it is not
______ lubricant.
39. Periodic checking should assure that operation stays
smooth and continuous.
If unusual noises develop, the _____ should be
determined.
40. It may be necessary to correct pumping conditi ons.
If the trouble is mechanical, the pump should be
SHUTDOWN
41. If the pump is to be taken out of service, then it must
be properly shut down.
The drivel' is shut down and locked out to be sure that
it is not again by accident.
42. If the pump is equipped with a remote emergency shut-
down device, you may try this device now to see if it
43. The suctiqn and discharge valves are closed and all
liquid is _____ from the pump to a safe location.
44. The lubricating and cool ing systems are shut down.
If freezing is likely, then water must be drained f rom
the system.
45. If the pump drains completely, the suction and dis-
charge valves are tightly ____ _
46. Steam lines are left on or turned off
depending on the operating situation.
47. If the pump is to be worked on in place, ____ _
must be insta1Jed in the lines in accordance with com-
pany practices.
59
leakage
increased
leaking
cause, or trouble
shut down
started
works
drained
cooling
closed
tracer
blinds, or blanks, or plugs
48. If the pump is to be taken to the shop for repairs, it is
py,rged or flushed out, disconnected from the base, and
, are installed on the process lines.
49. Hazardous vapors or liquids are purged from the pump
with an inert material.
The pump IS purged with steam or washed with
50. If a pump is going to be set as an operating spare, the
cooling and flushing systems are left operating, and
the suction and discharge valves may be left open in
the line.
The pump is ready to _____ _
51. Usually. a check valve in the discharge li ne prevents
liquid in the line from backing up through the spare
52. During shutdown the check valve should close auto-
matically.
If liquid should leak back through the spare, then the
pumping system loses __ ' _ _ __
COMMON PUMP PROBLEMS
Gradual Loss of Pump Capacity
53. Foreign material in the impeller causes the pump to
lose capacity. Foreign material in the impeller may
also calise imbalance and damage the pump.
If the liquid is apt to contain ______ material,
strainers 01' screens are used.
54. A pump in a new installation or where extensive work
has been done upstream should be protected by a screen
installed in the (suct ion/ discharge) line.
55. The screens. may be removed when no more blocking
material comes through the suction line.
Normally, screens are not necessary with _ ___ _
liquid.
56. Pump capacity decreases if the prime mover, such as
a turbine, (loses/ gains) speed.
57. If the balancing drum is worn, a pump may lose
capacity.
Too much liquid circulates back into the suction of the
pump when the clearance between the drum and the
casing _ ___ _ _
60
blinds, or blanks, or plugs
water
start, or operate
pump
capacity
foreign
suction
clear, or clean
loses
increases
58.
59.
60.
6l.
62.
Pumps lose capacity when worn wear rings anow liquid
in the discharge section to flow back into the
of the impeller.
Thus, liquid that should be leaving the pump with the
discharge is returned to the
lf the tips of the impel1er vanes become worn, the pump
moves (morelless) liquid.
If there is blockage in t he discharge line, the total head
and the rate decreases.
Look at the graph.
TOTAL
HEAO
60
40
20
o
"
"
'\
\
\
200 400 600 BOO
CAPACITY
( PUMPING RATE, GPM)
1000
As total heed increases, the rate (increases/ decreases .
63. The head increases to overcome the additional frictional
resistance. and the rnte decreases.
Incl' easing head and decreasi ng rate indicates that the
______ line may be partially blocked.
64. Rate may decrease because of a partially plugged
strainer in the line.
65. Common causes of reduced capacity are:
worn wear rings allowing liquid to _____ from
the discharge to the suction;
increasi ng total head due to an increase in discharge
pressure or a decrease in suction pressure;
foreign material in the _____ _
pump turbine losing _____ _
worn balancing system or worn _____ _
vanes;
plugged strainer in suction.
61
eye
suction
less
increases
decreases
discharge
suction
leak
impeller
speed
impeller
Reconditioned Pump Returned to Service-Capacity Still Below Normal
66. Some obstruction may still remain in the _____ _
or discharge lines.
67. If an electric motor has been improperly wired, the
impeller may be ______ in t he wrong direction.
68. Unless the prime mover (steam turbine) has also been
checked and repaired, it may be still delivering insuf-
fici ent _____ _
Pump Functions Properly at Low Rates - Loses Suction at High Rates
69. The NPSH available decreases when the suction li ne
is plugged.
If NPSH is too low, the pump (can/ cannot) handle
high rates.
70. One common obstruction in t he sucti on li ne is a par-
tiall y plugged suction _____ _
71. If the eye of the impeller is parti ally blocked, the NPSH
requirement of the pump (increases/decreases).
72. If the suction temperature increases or lighter mat erial
is being pumped, t he vapor pressure _____ _
and the NPSH avail able decreases, for any given rate.
Motor Kicks Off, Engine Logs,
or Turbine Will Not Get Up to Speed
73. Normally, a pr ime mover is chosen to handle a specific
liquid.
If a different liquid is pumped, the prime mover may
be ___ _
74. If an electric motor keeps kicking off. it is usuany over-
loaded.
If a turbine does not get up to speed, it may also be
75. \Vhen the amount of work required t o pump t he liquid
is (greater/ less) than the work output of the driver,
a motor continually kicks off, or a turbi ne does not get
up to speed.
76. If the prime mover is not designed to handle the re-
quired capacity, this problem may be corrected by
______ the rate of the pump.
62
suction
turning
power I 01' speed
cannot
strainer
increases
increases
ovel'loaded
overloaded
greater
decreasing
77. Liquids of higher specific gravity are heavier than
liquids of lower specific gravity.
If a liquid of high specific gravity is substit uted for
one of lower specific gravity. the prime mover may be
78. The viscosity of a liqui d may also cause the prime
mover to overload.
A liquid of higher viscosity is (harder / easier) to pump.
79. Overloading may be corrected by increasing the size
of the ____________ or by decreasing
the of the pump.
80. Capacity may be decreased by changing the impeller to
a diameter 01' by slowing the ____ _
81. If packi ng fits too t ightly against the shaft, friction
(increases/ decreases ) and may cause the prime mover
to overload.
82. Loosening the packing _____ may reduce the
f riction.
83. If the casing is warped, the impeller may not rotate
freely.
This restriction on the impeller may ______ the
prime mover.
84. A damaged impeller or warped casing must be repaired
or ____ _
Pump Continually Loses Suction
85. A pump that continuall y loses suction may be im-
properly primed and may have a ~ ___ pocket
in the suction line.
86. An air leak in the sucti on system of a pump operati ng
under vacuum may cause the pump to lose its "' __ _
87. The seal li ne to the packing box of a pump operating
under vacuum may be blocked, and _____ _
may enter the pump through the packing.
88. If a lantel'll ring is out of place in a pump operating
at vacuum, it may prevent sealing liquid from entering
the packing box.
If air enters the pump _____ , t he pump will
probably lose its prime.
89. If the pump is operati ng very close to the NPSH limit,
the pump may intermittently lose its ____ _
90. If suct ion strainers are partially plugged, the NPSH
ava ilable is (higher/ lower) t han normal.
overloaded
harder
prime mover
capacity
smaller; pump. or prime
mover
increases
gland, or nut
overload
replaced
vapor
prime
ail'
auction
prime, or suction
lower
Cavitation
91. Cavitation is the formati on and collapse of vapor
bubbles in the ____ _
92. Cavitation occurs when the pump is operating near the
minimum NPSH.
When cavitation occurs, some of the liquid flashes to
93. If this happens in the suction section or at the eye of
the impeller, the vapor bubbles are carried into the
94. As the pressure the vapor bubbles col-
lapse in the vanes, and the Hquid rushes in with such
force that i t knocks off little particles of the metal
vanes.
This causes pitting and erosion of the ______ _
95. The violent col1apse of the vapor bubbles causes a
C1'ackling noise in the pump. which is a good indication
of ____ _
96. To correct cavitation, the NPSH available must be
_____ or the pumping rate must be ____ _
97. The NPSH available may be increased by decreasing
t he rate of the pump.
By throttling (partly closing) the discharge valve, the
rate may be _____ _
98. NPSH available may also be increased by increasing ~
level of liquid on the (auction/ discharge) side of the
pump.
99. Decreasing the pumping rate may r estore operation to
a range where sufficient NPSH is available at the pump
suction.
If the crackling noise stops, the adjustment (has/ has
'"11ot) corrected the cavitation.
100. To correct cavitation:
______ NPSH available or _____ _
rate, which decreases NPSH required.
101. Cavitation is an operating problem.
Cavitation becomes a mechanical problem if the pump
is by the effects of cavitation.
64
liquid
vapor
impeller
increases
vanes, or impeller
cavitation
increased; decreased
decreased
suction
has
increase; decrease
damaged
FEATURES OF THE CENTRIFUGAL PUMP
102. Since the impeller of a pump rotates smoothly, the flow
of liquid from the pump is (smooth/ pulsed).
103. If the discharge of a positive displacement pump is
blocked off, excess pressure may build up in the casing
(depending on the type and size of the prime mover).
The flow of liquid can be stopped in a centrifugal pump
without building up excessive in the
casing, because the impeller can still move freely.
104. Thus, the prime mover (is/ is not) overloaded.
105. Even though pressure does not build up excessively.
energy is imparted to the liquid remaining in the pump.
This energy is used up as friction.
The fluid in the blocked pump (may/ may not) over-
heat.
106. Since at low fl ow rates or no flow, the liquid tends to
_____ , it is not recommellded that centrifugal
pumps be operated below 10% of rated capacity.
107. Where low rates are of concern, a discharge-to-suction
bypass and a cooler may be provided.
This assures that sufficient _____ is circulating
through the pump at all times.
108. Centrifugal pumps are simple in construction and rela-
tively (inexpensive/ expensivej to build.
65
smooth
pressure
is not
may
overheat
liquid
inexpensive
You might also like
- Predicting NPSH For Centrifugal PumpsDocument16 pagesPredicting NPSH For Centrifugal PumpsOtavio CarvalhoNo ratings yet
- Worked Examples in Turbomachinery: (Fluid Mechanics and Thermodynamics)From EverandWorked Examples in Turbomachinery: (Fluid Mechanics and Thermodynamics)Rating: 4.5 out of 5 stars4.5/5 (5)
- PLP P 13 2003, Stabilizing ForDocument67 pagesPLP P 13 2003, Stabilizing Forivanov5559No ratings yet
- ReboilerDocument20 pagesReboilerSuryaprakashNo ratings yet
- The Reciprocating Pump Theory, Design, and Use - John E. Miller 2nd EditionDocument485 pagesThe Reciprocating Pump Theory, Design, and Use - John E. Miller 2nd Editiontyrantkmp94% (62)
- Question Answers On Steam TurbinesDocument4 pagesQuestion Answers On Steam TurbinesanoopkntpcNo ratings yet
- Asme PTC 10-1997-20171225-004918212Document200 pagesAsme PTC 10-1997-20171225-004918212Hazem ZidanNo ratings yet
- Axial-Flow Pump Working PrincipleDocument21 pagesAxial-Flow Pump Working PrincipleFer Jimenez Figueroa100% (1)
- Know and Understand Centrifugal PumpsFrom EverandKnow and Understand Centrifugal PumpsL. BachusRating: 4 out of 5 stars4/5 (1)
- Selection of GasketsDocument53 pagesSelection of GasketsImtiaz Ali100% (2)
- Silicone ChemistryDocument12 pagesSilicone ChemistryPratiksha PednekarNo ratings yet
- Industry Cables - General Catalogue - Prysmian Group 2016 - LR PDFDocument166 pagesIndustry Cables - General Catalogue - Prysmian Group 2016 - LR PDFEmre DalgicNo ratings yet
- Visual Inspection Checklist For Piping Systems: Connected Mechanical Equipment, Instrumentation, and Pipe Support SystemsDocument2 pagesVisual Inspection Checklist For Piping Systems: Connected Mechanical Equipment, Instrumentation, and Pipe Support SystemsrajuajiNo ratings yet
- Planning For Project Layout ReportDocument11 pagesPlanning For Project Layout ReportAko C Rence100% (2)
- Heat ExchangerDocument130 pagesHeat ExchangerAdrian Stoicescu100% (1)
- PLP E-5-2003, Gas Engines-3rd Ed-RosenDocument59 pagesPLP E-5-2003, Gas Engines-3rd Ed-Rosenivanov5559No ratings yet
- Centrifugal Gas Compressor Volume 1Document32 pagesCentrifugal Gas Compressor Volume 1Gilang AdityaNo ratings yet
- API Operator Manual Practical DistillationDocument17 pagesAPI Operator Manual Practical DistillationUsman NaseemNo ratings yet
- Rotating Machinery AlignmentDocument61 pagesRotating Machinery AlignmentBesuidenhout Engineering Solutions and Consulting100% (1)
- 002-Steam Turbines Basics For BeginnersDocument10 pages002-Steam Turbines Basics For BeginnersGeorge J AlukkalNo ratings yet
- Centrifugal Pump Training ManualDocument28 pagesCentrifugal Pump Training ManualVegeta saiyanNo ratings yet
- Turbo ExpanderDocument71 pagesTurbo ExpanderMachineryeng100% (2)
- Rotary CompressorsDocument59 pagesRotary Compressorsguru_519572100% (3)
- CompressorsDocument72 pagesCompressorsAhmed RamadanNo ratings yet
- Centrifugal Pump AnalysisDocument69 pagesCentrifugal Pump AnalysisFA AyNo ratings yet
- Avoid Cavitation in Centrifugal PumpsDocument8 pagesAvoid Cavitation in Centrifugal PumpsAditya MahajanNo ratings yet
- Centrifugal PumpsDocument105 pagesCentrifugal PumpsMohamed Moataz100% (1)
- ":" . .Document104 pages":" . .SundarNo ratings yet
- Full Load Test ExpanderDocument8 pagesFull Load Test Expanderdhanu_aquaNo ratings yet
- Centrifugal PumpDocument31 pagesCentrifugal PumpGilang AdityaNo ratings yet
- Centrifugal Compressor Wet Seals RETROFIT - Seal Oil De-Gassing & Control Better Option - BPDocument23 pagesCentrifugal Compressor Wet Seals RETROFIT - Seal Oil De-Gassing & Control Better Option - BPVILLANUEVA_DANIEL2064No ratings yet
- Isothermal Work and Polytropic WorkdoneDocument53 pagesIsothermal Work and Polytropic WorkdoneGeorgeNo ratings yet
- Understanding Centrifugal Compressor Capacity ControlsDocument5 pagesUnderstanding Centrifugal Compressor Capacity Controlsjuancgr77100% (1)
- Centrifugal Compressor Predicting PerformanceDocument6 pagesCentrifugal Compressor Predicting PerformanceRicardo Bec100% (3)
- What Is A Centrifugal Compressor SurgeDocument8 pagesWhat Is A Centrifugal Compressor SurgeMaruthiramNo ratings yet
- Fundamentals of Turbo Ex PandersDocument36 pagesFundamentals of Turbo Ex Panderselinino100% (4)
- Centrifugal Compressor PDFDocument8 pagesCentrifugal Compressor PDFSmokesoimu100% (2)
- Centrifugal Compressor Operation and MaintenanceDocument16 pagesCentrifugal Compressor Operation and MaintenanceNEMSNo ratings yet
- Transportation and Metering of FluidsDocument50 pagesTransportation and Metering of FluidsDedipya100% (2)
- Compressor Efficiency CalculationDocument20 pagesCompressor Efficiency Calculationtvsshinde100% (1)
- Sundyne High Speed Pump (OH6)Document40 pagesSundyne High Speed Pump (OH6)Angga Deri Saputra100% (2)
- Centrifugal CompressorDocument33 pagesCentrifugal CompressorRizwan Bangash67% (3)
- Nitrogen Intro in ReportDocument6 pagesNitrogen Intro in ReportlintasamimNo ratings yet
- Liquid Ring Compressor System PrincipleDocument3 pagesLiquid Ring Compressor System Principleboom1067% (3)
- Natural Gas TreatmentDocument33 pagesNatural Gas Treatmentmohamed100% (1)
- Know Your Equipment - Centrifugal PumpDocument93 pagesKnow Your Equipment - Centrifugal Pumpsgupta_615796100% (1)
- Turbo ExpanderDocument47 pagesTurbo Expandervenkeeku100% (3)
- Basic of PumpsDocument54 pagesBasic of PumpssuprateemNo ratings yet
- CompressorsDocument55 pagesCompressorsSumit JoshiNo ratings yet
- Acceleration Head For Reciprocating PumpsDocument2 pagesAcceleration Head For Reciprocating PumpsEng Alf100% (2)
- Flow Serve PDFDocument16 pagesFlow Serve PDFtaher100% (1)
- Centrifugal Compressor Ops and Maint - RDocument15 pagesCentrifugal Compressor Ops and Maint - Rfjafarvand100% (1)
- Centrifugal CompressorsDocument152 pagesCentrifugal Compressorsnmaciel123No ratings yet
- Understanding NPSHDocument36 pagesUnderstanding NPSHmetropumps100% (1)
- Reciprocating Compressor Discharge TemperatureDocument6 pagesReciprocating Compressor Discharge TemperaturesalleyNo ratings yet
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowFrom EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowRating: 2 out of 5 stars2/5 (1)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Scintillators-Interest: William Crookes Zns Spinthariscope CurranDocument5 pagesScintillators-Interest: William Crookes Zns Spinthariscope CurranImtiaz AliNo ratings yet
- AcetyleneDocument13 pagesAcetyleneImtiaz AliNo ratings yet
- Adobe After Effects CS5 TutorialsDocument26 pagesAdobe After Effects CS5 TutorialsImtiaz AliNo ratings yet
- 4-Nonelementary Reaction KineticsDocument23 pages4-Nonelementary Reaction KineticsFajri AmrullahNo ratings yet
- Adobe After Effects CS5 TutorialsDocument26 pagesAdobe After Effects CS5 TutorialsImtiaz AliNo ratings yet
- API - Instrumentation For Operators - Unit 1 Measuring Instruments (Section 1,2,3,4,5) PDFDocument153 pagesAPI - Instrumentation For Operators - Unit 1 Measuring Instruments (Section 1,2,3,4,5) PDFImtiaz Ali100% (1)
- API - Solid Bed Adsorbers PDFDocument70 pagesAPI - Solid Bed Adsorbers PDFImtiaz Ali100% (1)
- Shakrganj Mills Internship Report by ImitazDocument36 pagesShakrganj Mills Internship Report by ImitazImtiaz AliNo ratings yet
- API - Cooling Tower (Section 1) PDFDocument44 pagesAPI - Cooling Tower (Section 1) PDFImtiaz AliNo ratings yet
- Gem EscortingDocument7 pagesGem Escortingsuman sutharNo ratings yet
- Retrofit Guidelines For Suva 95 (R-508B) : RefrigerantsDocument4 pagesRetrofit Guidelines For Suva 95 (R-508B) : RefrigerantsPhilNo ratings yet
- Tn100-Tutorial Questions OverallDocument15 pagesTn100-Tutorial Questions OverallEng BahanzaNo ratings yet
- Week018-019 Presentation Sounds PPT PART 1 PhysicsDocument31 pagesWeek018-019 Presentation Sounds PPT PART 1 PhysicsRouie john dizon100% (1)
- AR05.20-P-6020QB Set Basic Position of Camshafts 2.3.10 Engine 272 in MODEL 203, 209 Engine 273 in MODEL 209Document3 pagesAR05.20-P-6020QB Set Basic Position of Camshafts 2.3.10 Engine 272 in MODEL 203, 209 Engine 273 in MODEL 209Eko PurwantoNo ratings yet
- General General Information: 13A MPIDocument91 pagesGeneral General Information: 13A MPIDiego SantanaNo ratings yet
- Topic 1 Numerical Simulation of Cavitating Flows Using OpenfoamDocument7 pagesTopic 1 Numerical Simulation of Cavitating Flows Using OpenfoamKumar ByesNo ratings yet
- Panolin Biomot LD 10W/40: Diesel Engine Oil - Fully Synthetic, Rapidly BiodegradableDocument1 pagePanolin Biomot LD 10W/40: Diesel Engine Oil - Fully Synthetic, Rapidly Biodegradablerobertoalfaro492023No ratings yet
- Triz For Nuclear Decommissioning LandscapeDocument2 pagesTriz For Nuclear Decommissioning LandscapeAngela MartínezNo ratings yet
- Segment ProtectorDocument4 pagesSegment ProtectorQuayo DeejayNo ratings yet
- Why I Must Attack ThriveDocument6 pagesWhy I Must Attack ThriveMatthew EhretNo ratings yet
- Alpha Argus GuidelineDocument33 pagesAlpha Argus GuidelineToto CutugnoNo ratings yet
- Gate Questions On MosfetDocument16 pagesGate Questions On MosfetEsakkiPonniah100% (1)
- Notes FlamephotometryDocument19 pagesNotes FlamephotometryKaFiAliMirzaNo ratings yet
- Gas Cutting SafetyDocument2 pagesGas Cutting SafetyTonmay MajumderNo ratings yet
- Petrol Chainsaws: Owner's ManualDocument4 pagesPetrol Chainsaws: Owner's Manualkatta ngaNo ratings yet
- Glycolysis TCA ETCDocument61 pagesGlycolysis TCA ETCLê Trà GiangNo ratings yet
- Quick Reference GC Detectors 5994 4919en AgilentDocument2 pagesQuick Reference GC Detectors 5994 4919en AgilentSasan FaniNo ratings yet
- 25 HP & 20 HP Solar Pump QuatationDocument5 pages25 HP & 20 HP Solar Pump QuatationAmodNo ratings yet
- SMiRT-23 Paper107 RCCCW CourtoisClauzon-v1Document11 pagesSMiRT-23 Paper107 RCCCW CourtoisClauzon-v1CourtoisNo ratings yet
- SHS Micro Financing in NepalDocument24 pagesSHS Micro Financing in NepalparipranaNo ratings yet
- Combined Impact and Attrition MethodDocument7 pagesCombined Impact and Attrition MethodBernadette Beltran0% (2)
- Biotechnology of Non-SaccharomycesDocument15 pagesBiotechnology of Non-SaccharomycesIonuț NeaguNo ratings yet
- Course Outline Applied Physics PDFDocument2 pagesCourse Outline Applied Physics PDFMuhammad UmerNo ratings yet
- DTC Fallas Caja Automatica OptraDocument64 pagesDTC Fallas Caja Automatica OptraFernando Jordan BarretoNo ratings yet
- TUV Manual IEC2016 2022.04.11 PDFDocument69 pagesTUV Manual IEC2016 2022.04.11 PDFFriedrichNo ratings yet