You might also like
- BTEX in GDUDocument19 pagesBTEX in GDUAnonymous QSfDsVxjZNo ratings yet
- Waste Water Treatment by Activated CharcoalDocument15 pagesWaste Water Treatment by Activated Charcoallokesh singh100% (1)
- Methanol Injection Rate For Natural Gas Hydrate Prevention Be Careful What Simulators Tell YouDocument3 pagesMethanol Injection Rate For Natural Gas Hydrate Prevention Be Careful What Simulators Tell YouAndrés Daniel GotopoNo ratings yet
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsFrom EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo ratings yet
- Lime Neutralization Treatment Plant Cost Estimate PDFDocument9 pagesLime Neutralization Treatment Plant Cost Estimate PDFWilmer JuarezNo ratings yet
- Introduction To Merichem TechnologyDocument16 pagesIntroduction To Merichem TechnologyNgoVietCuongNo ratings yet
- 1404 SolProduct PDFDocument30 pages1404 SolProduct PDFedeceNo ratings yet
- A Presentation On Analysis of Industrial Waste WaterDocument29 pagesA Presentation On Analysis of Industrial Waste WaterJameel KhanNo ratings yet
- MERICAT J: A New Kerosene Treating Technology To Meet Jet Fuel SpecificationsDocument13 pagesMERICAT J: A New Kerosene Treating Technology To Meet Jet Fuel SpecificationsRio RinaldiNo ratings yet
- SRU UnitDocument33 pagesSRU UnitCenk Yağız ÖzçelikNo ratings yet
- Gas Dehydration Solid AdsorptionDocument2 pagesGas Dehydration Solid Adsorptionachmadh_2010No ratings yet
- Merox SweeteningDocument15 pagesMerox Sweeteningajay7892No ratings yet
- Activated Carbon PDFDocument28 pagesActivated Carbon PDFCleverSeyramKetekuNo ratings yet
- Comparative Study of DEA and MDEADocument4 pagesComparative Study of DEA and MDEAsaleh4060No ratings yet
- Gas Treatment Processes-1Document17 pagesGas Treatment Processes-1m sohailNo ratings yet
- Continuous Heat Stable Salts Removal From Amine SolutionsDocument12 pagesContinuous Heat Stable Salts Removal From Amine SolutionsGopi Kiran NNo ratings yet
- SRU OriginalDocument25 pagesSRU OriginalTom Jose Kooduthottiyil100% (1)
- Chapter 4 Solid BedDocument25 pagesChapter 4 Solid BedTaha Azab MouridNo ratings yet
- Part II Cases of Piperazine-Activated MDEA and Generic MDEADocument2 pagesPart II Cases of Piperazine-Activated MDEA and Generic MDEAShailesh LohareNo ratings yet
- Amine Solution Recovery Package and Controlling Corrosin in Regeneration TowerDocument4 pagesAmine Solution Recovery Package and Controlling Corrosin in Regeneration TowerkemalarthurNo ratings yet
- Amine Gas TreatingDocument3 pagesAmine Gas Treatinghmudassir_1No ratings yet
- Slop Oil 1197 ENDocument6 pagesSlop Oil 1197 ENsasankar_yhNo ratings yet
- Chapter 3 Separation of Oil and Gas - 1987 - Developments in Petroleum ScienceDocument50 pagesChapter 3 Separation of Oil and Gas - 1987 - Developments in Petroleum ScienceFalokid RaboNo ratings yet
- STRATCO AlkylationTechnologyImprovementsDocument23 pagesSTRATCO AlkylationTechnologyImprovementsAli YousefNo ratings yet
- Amine Unit AntifoamDocument1 pageAmine Unit Antifoamsmith136No ratings yet
- Comtaminents in Amine Gas Treating UnitDocument13 pagesComtaminents in Amine Gas Treating Unitarvindgupta_2005No ratings yet
- Amine ReportDocument14 pagesAmine ReportM qasimNo ratings yet
- Desalting HandbookDocument310 pagesDesalting HandbookFREDIELABRADORNo ratings yet
- Superfrac High Perfomance TraysDocument16 pagesSuperfrac High Perfomance Traysnatee8632No ratings yet
- Gas Treating Products and ServicesDocument16 pagesGas Treating Products and ServicesphantanthanhNo ratings yet
- Amine Recovery Unit (ARU) : E. BayanjargalDocument12 pagesAmine Recovery Unit (ARU) : E. BayanjargalBayanjargal ErdeneeNo ratings yet
- BF-9201 US F-200 DatasheetDocument3 pagesBF-9201 US F-200 DatasheetNguyễn Kim HùngNo ratings yet
- MPR Technical Bulletin - Mobile ProcessesDocument5 pagesMPR Technical Bulletin - Mobile ProcessesELHAJBNo ratings yet
- Adiabatic Flame TemperatureDocument5 pagesAdiabatic Flame TemperaturerishavkmNo ratings yet
- FeS in Amine System-PyrophoricDocument31 pagesFeS in Amine System-PyrophoricwaheedNo ratings yet
- Amine Degradation Chemistry in CO2 ServiceDocument15 pagesAmine Degradation Chemistry in CO2 ServiceZEN MANo ratings yet
- Gas Treating Products and Services PDFDocument16 pagesGas Treating Products and Services PDFProcess EngineerNo ratings yet
- 1 s2.0 S0263876203723685 Main PDFDocument40 pages1 s2.0 S0263876203723685 Main PDFrishikeshmandawadNo ratings yet
- Pluses and Minuses of Caustic TreatingDocument7 pagesPluses and Minuses of Caustic Treatingargacho100% (1)
- SulfolaneAppendices A EDocument158 pagesSulfolaneAppendices A Erkhandelwal9604No ratings yet
- Takreer RFCC 1st Day Calss PDFDocument47 pagesTakreer RFCC 1st Day Calss PDFrameshkarthik810No ratings yet
- Assignment 2 Process and Dynamic System Modelling (PPSD)Document15 pagesAssignment 2 Process and Dynamic System Modelling (PPSD)Husaini ZaidanNo ratings yet
- Paper 10 - Catalyst CatastrophesDocument16 pagesPaper 10 - Catalyst CatastrophesArsalan QadirNo ratings yet
- Developing Low Sour GasDocument12 pagesDeveloping Low Sour GasOilfieldJimNo ratings yet
- Antifoam + Activated Carbon Filter For AGRUDocument1 pageAntifoam + Activated Carbon Filter For AGRUElton SitumeangNo ratings yet
- Dow Solvent Technologies For CO 2 RemovalDocument25 pagesDow Solvent Technologies For CO 2 RemovalWajid NizamiNo ratings yet
- Amine Unit Start UpDocument11 pagesAmine Unit Start UpthinkpadNo ratings yet
- Foaming in A Mine SystemsDocument16 pagesFoaming in A Mine SystemsAhmad FarooqNo ratings yet
- Sour Water AnalysisDocument14 pagesSour Water AnalysisSudeep MukherjeeNo ratings yet
- Sea Water For HydrotestDocument2 pagesSea Water For HydrotestNakkolopNo ratings yet
- Catelogue - Internals For Packed ColumnDocument20 pagesCatelogue - Internals For Packed ColumnvaidyakunjalNo ratings yet
- Sulfur Recovery and Tail Gas Treating UnitDocument4 pagesSulfur Recovery and Tail Gas Treating UnitSreenivas Guduru100% (1)
- SWEETENING (Chemical Absorption) PresentationDocument54 pagesSWEETENING (Chemical Absorption) Presentationarsalan amirpour75% (4)
- Chapter 3. Acid Gas RemovalDocument88 pagesChapter 3. Acid Gas RemovalTu Dang TrongNo ratings yet
- DESULFURIZATIONDocument58 pagesDESULFURIZATIONMukul GoyalNo ratings yet
- Estimation Man HourDocument241 pagesEstimation Man HourAnonymous ynJByUs52% (42)
- Engineeringstandardsvol 150422145804 Conversion Gate01Document51 pagesEngineeringstandardsvol 150422145804 Conversion Gate01Mamank Ira SudrajatNo ratings yet
- Item Tag Qty. Designation Component Properties Material Cl. WeightDocument1 pageItem Tag Qty. Designation Component Properties Material Cl. WeightMamank Ira SudrajatNo ratings yet
- ReciprocatingcompressorsDocument13 pagesReciprocatingcompressorsasbuasbuNo ratings yet
- Gasco Brochure English PDFDocument12 pagesGasco Brochure English PDFMamank Ira SudrajatNo ratings yet
- 92-Understanding The Pulsation and Vibration Control Concepts - Api 618 Paper JDT Kea Asp PDFDocument24 pages92-Understanding The Pulsation and Vibration Control Concepts - Api 618 Paper JDT Kea Asp PDFAlfred LamNo ratings yet
- Sivalls Crude Oil Treating Systems Design ManualDocument51 pagesSivalls Crude Oil Treating Systems Design ManualElias Torca100% (1)
- Sampling Catalogue: 4.2 Itl Retractable In-The-Line Sample ProbeDocument1 pageSampling Catalogue: 4.2 Itl Retractable In-The-Line Sample ProbeMamank Ira SudrajatNo ratings yet
- Gas SamplingDocument2 pagesGas SamplingMamank Ira SudrajatNo ratings yet
- 4.6B High Pressure Var. Vol. Sample ReceiversDocument1 page4.6B High Pressure Var. Vol. Sample ReceiversMamank Ira SudrajatNo ratings yet
- AMETank PDFDocument6 pagesAMETank PDFMadan Yadav50% (2)
- P&i Diagram Gas Sampling Device 2Document1 pageP&i Diagram Gas Sampling Device 2Mamank Ira SudrajatNo ratings yet
- 2.0 Sampling BrochureDocument6 pages2.0 Sampling BrochureMamank Ira SudrajatNo ratings yet
- Filling Time CalculationDocument1 pageFilling Time CalculationMamank Ira SudrajatNo ratings yet
- 84501-9200-9P-006 - R2 - Inspecti... For Equipment & MaterialDocument32 pages84501-9200-9P-006 - R2 - Inspecti... For Equipment & MaterialMamank Ira SudrajatNo ratings yet
- P&i Diagram Gas Sampling Device 2Document1 pageP&i Diagram Gas Sampling Device 2Mamank Ira SudrajatNo ratings yet
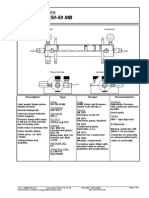
- Prosteel Ss-150-50 MB: Sample ReceiverDocument1 pageProsteel Ss-150-50 MB: Sample ReceiverMamank Ira SudrajatNo ratings yet
- Gas SamplingDocument2 pagesGas SamplingMamank Ira SudrajatNo ratings yet
- Tube Calculation: Cylinder DataDocument1 pageTube Calculation: Cylinder DataMamank Ira SudrajatNo ratings yet
- Datasheet Phe OnwjDocument1 pageDatasheet Phe OnwjMamank Ira Sudrajat100% (1)
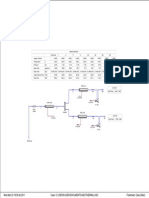
- Wed Mar 23 19:30:42 2011 Case: C:/Users/User/Documents/Geothermal - HSC Flowsheet: Case (Main)Document1 pageWed Mar 23 19:30:42 2011 Case: C:/Users/User/Documents/Geothermal - HSC Flowsheet: Case (Main)Mamank Ira SudrajatNo ratings yet
- Muffler AssyDocument1 pageMuffler AssyMamank Ira SudrajatNo ratings yet
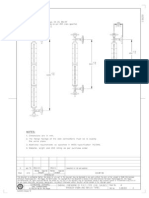
- Level GlassDocument1 pageLevel GlassMamank Ira SudrajatNo ratings yet
- PVEliteDocument580 pagesPVEliteSudhanshu Shekhar100% (2)
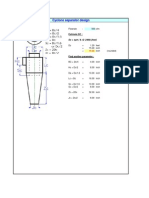
- Cyclone Separator Design: Flowrate: 500 CFMDocument1 pageCyclone Separator Design: Flowrate: 500 CFMMamank Ira SudrajatNo ratings yet
- Cover Flange For ThermowellDocument1 pageCover Flange For ThermowellMamank Ira SudrajatNo ratings yet
- Liquid RecoveryDocument87 pagesLiquid Recoveryrkumar_225No ratings yet
- Purchasing - Bids April 2009 - Section 1 CNG Tech Specs p1 - 29Document29 pagesPurchasing - Bids April 2009 - Section 1 CNG Tech Specs p1 - 29Mamank Ira SudrajatNo ratings yet
- Module 8 - Emotional Intelligence Personal DevelopmentDocument19 pagesModule 8 - Emotional Intelligence Personal DevelopmentRoxan Binarao-Bayot60% (5)
- Super Gene 1201-1300Document426 pagesSuper Gene 1201-1300Henri AtanganaNo ratings yet
- Epson EcoTank ITS Printer L4150 DatasheetDocument2 pagesEpson EcoTank ITS Printer L4150 DatasheetWebAntics.com Online Shopping StoreNo ratings yet
- BPI - I ExercisesDocument241 pagesBPI - I Exercisesdivyajeevan89No ratings yet
- ShotcreteDocument7 pagesShotcreteafuhcivNo ratings yet
- P4 Science Topical Questions Term 1Document36 pagesP4 Science Topical Questions Term 1Sean Liam0% (1)
- Ten Reasons To Oppose The Death PenaltyDocument5 pagesTen Reasons To Oppose The Death PenaltyAlvin ArellanoNo ratings yet
- Fisker Karma - Battery 12V Jump StartDocument2 pagesFisker Karma - Battery 12V Jump StartRedacTHORNo ratings yet
- Attitude of Tribal and Non Tribal Students Towards ModernizationDocument9 pagesAttitude of Tribal and Non Tribal Students Towards ModernizationAnonymous CwJeBCAXpNo ratings yet
- GNT 52 60HZ enDocument4 pagesGNT 52 60HZ enEduardo VicoNo ratings yet
- MODULE 8. Ceiling WorksDocument2 pagesMODULE 8. Ceiling WorksAj MacalinaoNo ratings yet
- LG) Pc-Ii Formulation of Waste Management PlansDocument25 pagesLG) Pc-Ii Formulation of Waste Management PlansAhmed ButtNo ratings yet
- Hydraulics Sheet 5 Energy ADocument19 pagesHydraulics Sheet 5 Energy AMohamed H AliNo ratings yet
- Assignment # 1 POMDocument10 pagesAssignment # 1 POMnaeemNo ratings yet
- M 995Document43 pagesM 995Hossam AliNo ratings yet
- Paper 11-ICOSubmittedDocument10 pagesPaper 11-ICOSubmittedNhat Tan MaiNo ratings yet
- Enter Absence APIDocument45 pagesEnter Absence APIEngOsamaHelalNo ratings yet
- On The Margins - A Study of The Experiences of Transgender College StudentsDocument14 pagesOn The Margins - A Study of The Experiences of Transgender College StudentsRory J. BlankNo ratings yet
- E WiLES 2021 - BroucherDocument1 pageE WiLES 2021 - BroucherAshish HingnekarNo ratings yet
- LUNG ARTIFACTSreviewDocument13 pagesLUNG ARTIFACTSreviewMayra ValderramaNo ratings yet
- The Eye WorksheetDocument3 pagesThe Eye WorksheetCally ChewNo ratings yet
- Rizal Noli Me TangereDocument35 pagesRizal Noli Me TangereKristine Cantilero100% (2)
- Bridging The Divide Between Saas and Enterprise Datacenters: An Oracle White Paper Feb 2010Document18 pagesBridging The Divide Between Saas and Enterprise Datacenters: An Oracle White Paper Feb 2010Danno NNo ratings yet
- Aa DistriDocument3 pagesAa Distriakosiminda143No ratings yet
- Development and Growth of Teeth: Dr. Madhusudhan ReddyDocument48 pagesDevelopment and Growth of Teeth: Dr. Madhusudhan ReddysiyaNo ratings yet
- Sailpoint Topic Wise SyllabusDocument2 pagesSailpoint Topic Wise SyllabusKishore KodaliNo ratings yet
- Montessori Vs WaldorfDocument4 pagesMontessori Vs WaldorfAbarnaNo ratings yet
- Kongsberg Oil and Gas Technology LimitedDocument1 pageKongsberg Oil and Gas Technology LimitedGhoozyNo ratings yet
- Faculty of Engineering & TechnologyDocument15 pagesFaculty of Engineering & TechnologyGangu VirinchiNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyFrom EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyRating: 5 out of 5 stars5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)