You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 5kW Luminous Solar Off-Grid System (5.5kVA) - Kenbrook Solar PDFDocument5 pages5kW Luminous Solar Off-Grid System (5.5kVA) - Kenbrook Solar PDFSen vanNo ratings yet
- Module 6 Exercises Problem No. 3Document2 pagesModule 6 Exercises Problem No. 3Ariel GamboaNo ratings yet
- Dialogue With Solutions - Problems GridDocument2 pagesDialogue With Solutions - Problems GridspottedkelpieNo ratings yet
- Competency Assessment in Hazardous IndustriesDocument141 pagesCompetency Assessment in Hazardous IndustriesspottedkelpieNo ratings yet
- Effect of Swelling Soil On Load Carrying Capacity of A Single PileDocument10 pagesEffect of Swelling Soil On Load Carrying Capacity of A Single PilespottedkelpieNo ratings yet
- Rotating Equipment HazardsIDocument231 pagesRotating Equipment HazardsIvciliberti100% (2)
- Pipeline Valve Spacing - Comparison of CodesDocument10 pagesPipeline Valve Spacing - Comparison of CodesspottedkelpieNo ratings yet
- Comparison of US and Canadian CodesDocument121 pagesComparison of US and Canadian CodesspottedkelpieNo ratings yet
- Turbine and Compressor Performance Analysis Through Simulation PDFDocument6 pagesTurbine and Compressor Performance Analysis Through Simulation PDFspottedkelpieNo ratings yet
- Norsok O-CR-001r1 Life Cycle Cost For Systems & EquipmentDocument38 pagesNorsok O-CR-001r1 Life Cycle Cost For Systems & EquipmentspottedkelpieNo ratings yet
- Fracture Mechanical Properties of CO2 Corrosion Product Scales and Their Relation To Localized CorrosionDocument8 pagesFracture Mechanical Properties of CO2 Corrosion Product Scales and Their Relation To Localized CorrosionspottedkelpieNo ratings yet
- Basic Guide To Pipeline Compressor StationsDocument3 pagesBasic Guide To Pipeline Compressor StationsNoPipeLines100% (4)
- Hydrogen ServiceDocument15 pagesHydrogen Servicejharsh87No ratings yet
- IPLOCA Standard Form of ContractDocument11 pagesIPLOCA Standard Form of ContractspottedkelpieNo ratings yet
- Carbon Fibre Strength Vs TemperatureDocument125 pagesCarbon Fibre Strength Vs TemperaturespottedkelpieNo ratings yet
- Distillation HandbookDocument94 pagesDistillation HandbookEr Bali Pandhare100% (2)
- CP - EngineAir - enDocument16 pagesCP - EngineAir - encagrouptechNo ratings yet
- 12-Circulating Water Systems PDFDocument32 pages12-Circulating Water Systems PDFAbah JamalNo ratings yet
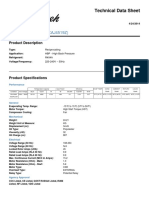
- Model:AJE4519ZFZ (CAJ4519Z) : Technical Data SheetDocument1 pageModel:AJE4519ZFZ (CAJ4519Z) : Technical Data SheetSamer ChahroukNo ratings yet
- 919/919B - PTFE Hose: FeaturesDocument1 page919/919B - PTFE Hose: Featureshoussem houssemNo ratings yet
- Stagnation PropertiesDocument18 pagesStagnation PropertiesNadeem TanwariNo ratings yet
- UCA - BST.F.2019.18 (Assingment 01)Document11 pagesUCA - BST.F.2019.18 (Assingment 01)shehan harshithaNo ratings yet
- Electric Boiler With Built-In Tank (50 LT)Document2 pagesElectric Boiler With Built-In Tank (50 LT)Daxom NavidensNo ratings yet
- M14 Sub-Mod 14.1 PDFDocument51 pagesM14 Sub-Mod 14.1 PDFAnonymous x0ep9FSXNo ratings yet
- Flame Arrestor White Paper en 5364202Document15 pagesFlame Arrestor White Paper en 5364202ksvvijNo ratings yet
- Power Plant FamiliarizationDocument33 pagesPower Plant FamiliarizationAnand Kumar100% (1)
- Overview of Heat Pump TechnologiesDocument59 pagesOverview of Heat Pump Technologiesslobo187100% (1)
- Start Up Procedure For Alkylation Unit WithDocument10 pagesStart Up Procedure For Alkylation Unit WithBikas SahaNo ratings yet
- Ee122 - Hybrid Power PlantDocument22 pagesEe122 - Hybrid Power PlantMANELYN DELIMANo ratings yet
- BR - SteamBoilers - en BOSCHDocument32 pagesBR - SteamBoilers - en BOSCHAlex MCNo ratings yet
- Optimizing Pressure Relief SystemsDocument6 pagesOptimizing Pressure Relief SystemsKimberly ConleyNo ratings yet
- The Internal Combustion Engine and Its Importance To AgricultureDocument6 pagesThe Internal Combustion Engine and Its Importance To AgricultureMoro AdamsNo ratings yet
- ABE PowerDocument2 pagesABE PowerCrystyl Joyce JavierNo ratings yet
- Sudhakar Vallala P. EnggDocument5 pagesSudhakar Vallala P. EnggAbo MalikNo ratings yet
- Supercritical Co2 Power Cycle Developments and Commercialization Why Sco2 Can Displace SteamDocument15 pagesSupercritical Co2 Power Cycle Developments and Commercialization Why Sco2 Can Displace Steamvivek pandeyNo ratings yet
- Electrical Submersible PumpDocument15 pagesElectrical Submersible PumpHussam AgabNo ratings yet
- Pumpjack: Above Ground Down-Hole Water Well Pumpjacks See Also References External LinksDocument5 pagesPumpjack: Above Ground Down-Hole Water Well Pumpjacks See Also References External LinksBenjamin KonjicijaNo ratings yet
- 2063 72040 Tipicos InstrumentacionDocument42 pages2063 72040 Tipicos InstrumentacionZillur RahmanNo ratings yet
- NPSH CalculationDocument8 pagesNPSH Calculationagung sudarsonoNo ratings yet
- Condenser CalculationDocument6 pagesCondenser Calculationgreenenergykolkata100% (2)
- Lecturer 13 Mini-HydropowerDocument13 pagesLecturer 13 Mini-HydropowerjishnuNo ratings yet
- Fives Cryogenics DELTA N BrochureDocument2 pagesFives Cryogenics DELTA N BrochureAhmed BenjellounNo ratings yet
- 712 Series Pilot Ignition Systems (Flame Rectification) : Installation DataDocument16 pages712 Series Pilot Ignition Systems (Flame Rectification) : Installation Datasalquintero74No ratings yet