You might also like
- Guía de Actividades y Rúbrica de Evaluación - Paso 3 - Análisis de La InformaciónDocument14 pagesGuía de Actividades y Rúbrica de Evaluación - Paso 3 - Análisis de La InformaciónSantiago RojasNo ratings yet
- Zoiper WindowsDocument3 pagesZoiper WindowsCamilo JoseNo ratings yet
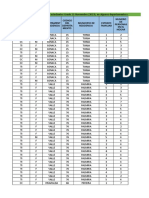
- Pruebas SABER 11 - 220 Estudiantes 2020 (16-1)Document45 pagesPruebas SABER 11 - 220 Estudiantes 2020 (16-1)beyanmartinezNo ratings yet
- Pruebas SABER 11 - 220 Estudiantes 2020 (16-1)Document45 pagesPruebas SABER 11 - 220 Estudiantes 2020 (16-1)beyanmartinezNo ratings yet
- Pruebas SABER 11 - 220 Estudiantes 2020 (16-1)Document45 pagesPruebas SABER 11 - 220 Estudiantes 2020 (16-1)beyanmartinezNo ratings yet
- Condensadores: tipos y codificaciónDocument7 pagesCondensadores: tipos y codificaciónIvan Andres MuñozNo ratings yet
- Fuentes ConmutadasDocument46 pagesFuentes Conmutadasbob75No ratings yet
- FiltrosDocument8 pagesFiltrosMelvis MellNo ratings yet
- Practica Fuente de PoderDocument5 pagesPractica Fuente de PoderCamilo JoseNo ratings yet
- Configuracion Del Transistor BC EC CCDocument2 pagesConfiguracion Del Transistor BC EC CCCamilo Jose0% (1)
- FM MultitonoDocument47 pagesFM MultitonoPeter LionNo ratings yet
- Apuntes PDS Cap 4-5Document51 pagesApuntes PDS Cap 4-5Rafael SierraNo ratings yet
- Curso0 Ficha1 PDFDocument7 pagesCurso0 Ficha1 PDFprofulanodetalNo ratings yet
- FM MultitonoDocument47 pagesFM MultitonoPeter LionNo ratings yet
- Modulación angular: definición, tipos PM y FM, generación y demodulaciónDocument30 pagesModulación angular: definición, tipos PM y FM, generación y demodulaciónCamilo JoseNo ratings yet
- Kuntz, 207-235Document75 pagesKuntz, 207-235alan orlandoNo ratings yet
- 3 Estudio Factibilidad Recicladora de Plomo Santa Marta ColombiaDocument131 pages3 Estudio Factibilidad Recicladora de Plomo Santa Marta ColombiaBryan Camacho PradoNo ratings yet
- Capítulo 6. - Tensiones y Deformaciones Por SoldaduraDocument32 pagesCapítulo 6. - Tensiones y Deformaciones Por SoldaduraMiguel Huarcaya MayhuaNo ratings yet
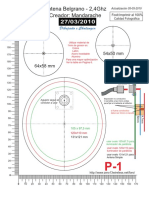
- Antena Belgrano PDFDocument6 pagesAntena Belgrano PDFRicardo CorreaNo ratings yet
- Interpretación de Analisis de AceiteDocument108 pagesInterpretación de Analisis de AceiteSebastian Navarro VergaraNo ratings yet
- Unidad 3. Metales. Procesos de Fabricacion IDocument27 pagesUnidad 3. Metales. Procesos de Fabricacion IBlessinsgs SINo ratings yet
- Joyeria Conceptos Básicos 2020-IDocument21 pagesJoyeria Conceptos Básicos 2020-IricardoNo ratings yet
- Cable DimensionDocument3 pagesCable DimensionFranco CortezNo ratings yet
- Instalación eléctrica: especificaciones técnicas generalesDocument68 pagesInstalación eléctrica: especificaciones técnicas generalesCruz PorfirioNo ratings yet
- TECHOSDocument100 pagesTECHOSeli jimenez garciaNo ratings yet
- NTE INEN 2337 jugos y bebidas frutalesDocument15 pagesNTE INEN 2337 jugos y bebidas frutalespopliteaNo ratings yet
- Remolienda de Los Materiales Gruesos A Flotacion Rougher en Concentrador Chuquicamata PDFDocument16 pagesRemolienda de Los Materiales Gruesos A Flotacion Rougher en Concentrador Chuquicamata PDFLuis Katsumoto Huere AnayaNo ratings yet
- Evolución Armamentista y Su Efecto en El Desarrollo Tecnológico y SocialDocument57 pagesEvolución Armamentista y Su Efecto en El Desarrollo Tecnológico y SocialFabián MonteroNo ratings yet
- Minera Los PelambresDocument49 pagesMinera Los PelambresCarla Traslaviña DiazNo ratings yet
- Codex de Aceite de CocoDocument3 pagesCodex de Aceite de CocoMarianella TGNo ratings yet
- Isa 78Document8 pagesIsa 78Franklin Alva ReyesNo ratings yet
- Texto Video Edad Piedra 2Document3 pagesTexto Video Edad Piedra 2Rocio PerezNo ratings yet
- Proyecto MicroStrip Stub MariposaDocument12 pagesProyecto MicroStrip Stub MariposaMyriam TipanNo ratings yet
- EETT Sistema Puesta A Tierra en Acero InoxidableDocument30 pagesEETT Sistema Puesta A Tierra en Acero InoxidablesimecltdaNo ratings yet
- Especificaciones Técnicas de Suministro de MaterialesDocument50 pagesEspecificaciones Técnicas de Suministro de MaterialesAlain MiñanoNo ratings yet
- Revista Indesagro LTDADocument68 pagesRevista Indesagro LTDAELIANA MARCELA TUNARROSA ECHEVERRIANo ratings yet
- Protocolo de Pozo de Puesta A TierraDocument7 pagesProtocolo de Pozo de Puesta A TierraJesús A. VillaNo ratings yet
- Extracción SubterráneaDocument6 pagesExtracción Subterráneanano romeroNo ratings yet
- CNAM 007-2005 Edicion 2 PDFDocument65 pagesCNAM 007-2005 Edicion 2 PDFAlejandro VegaNo ratings yet
- 2 Definiciones. Conductores y AislantesDocument5 pages2 Definiciones. Conductores y AislantesMaxi BustosNo ratings yet
- Procedimientos metalúrgicos de laboratorioDocument30 pagesProcedimientos metalúrgicos de laboratorioRobert Sinca0% (1)
- Análisis Histórico de La FísicaDocument226 pagesAnálisis Histórico de La FísicaadrianarodryNo ratings yet
- Diseño y Construcción de Un Horno de Crisol para Aleaciones No FerrosasDocument157 pagesDiseño y Construcción de Un Horno de Crisol para Aleaciones No FerrosasTu Persona FavoritaNo ratings yet
- Ensayos Por Vía SecaDocument8 pagesEnsayos Por Vía SecaJuan Diego VillanuevaNo ratings yet
- Simplex User Manual EsDocument24 pagesSimplex User Manual EsJavier Manuel Contreras GradosNo ratings yet