You might also like
- Nuts & Volts January 2007Document108 pagesNuts & Volts January 2007vacsaa100% (1)
- Epson L1800 PDFDocument149 pagesEpson L1800 PDFIon Ionut50% (2)
- Dimensional Measurements: Group 22 MembersDocument12 pagesDimensional Measurements: Group 22 MemberscfellowNo ratings yet
- EMMARDocument5 pagesEMMARNisar DeenNo ratings yet
- Re92076 2005-03Document32 pagesRe92076 2005-03Şenol MemişNo ratings yet
- Index for REC Drawings Construction StandardsDocument263 pagesIndex for REC Drawings Construction Standardsveerudu100% (7)
- ISO 3722 - Hydraulic Fluid Power - Fluid Sample Containers - Qualifying and Controling Cleaning MethodsDocument4 pagesISO 3722 - Hydraulic Fluid Power - Fluid Sample Containers - Qualifying and Controling Cleaning MethodsNokiabhre WijayaNo ratings yet
- Volume 2 Design and Manufacturing of Hydraulic CylindersDocument53 pagesVolume 2 Design and Manufacturing of Hydraulic CylindersFarooq NaregalNo ratings yet
- SC/V - Valve Actuator Spring Return: Instruction Manual 5018Document49 pagesSC/V - Valve Actuator Spring Return: Instruction Manual 5018kaicyemNo ratings yet
- Lifting Eye Specs for Excavator BucketsDocument1 pageLifting Eye Specs for Excavator BucketsfernandojNo ratings yet
- Classification of Drilling EquipmentDocument32 pagesClassification of Drilling EquipmentJose BarreroNo ratings yet
- Qian (2017) - Modeling and Analysis of Outrigger Reaction Forces of Hydraulic Mobile CraneDocument7 pagesQian (2017) - Modeling and Analysis of Outrigger Reaction Forces of Hydraulic Mobile CraneGogyNo ratings yet
- Drill String Failure Autopsy OCTGDocument4 pagesDrill String Failure Autopsy OCTGChandrasekhar SonarNo ratings yet
- Make Simple Electronic Buzzer CircuitsDocument10 pagesMake Simple Electronic Buzzer Circuitsnd2b8f4djmNo ratings yet
- 23.bladder AccumlatorDocument12 pages23.bladder AccumlatorM S GokulNo ratings yet
- EIGA - Doc 79-19 - Cylinder Retest StationsDocument11 pagesEIGA - Doc 79-19 - Cylinder Retest StationsDidier GiraldoNo ratings yet
- EURAMET Cg-14 V 2.0 Static Torque Measuring Devices 01Document24 pagesEURAMET Cg-14 V 2.0 Static Torque Measuring Devices 01JASN1980No ratings yet
- Cargo Net l3 Ast Le Adma 314Document6 pagesCargo Net l3 Ast Le Adma 314Anwar DeenNo ratings yet
- Sling Safety: A. Responsibilities of The OperatorsDocument7 pagesSling Safety: A. Responsibilities of The OperatorstintucinbNo ratings yet
- API6D Ball Valves Inspection and Test ProceduresDocument5 pagesAPI6D Ball Valves Inspection and Test ProceduresChi Cha100% (2)
- Is 12735 (1994) Wire Rope Slings PDFDocument17 pagesIs 12735 (1994) Wire Rope Slings PDFLALATENDU MAHANTANo ratings yet
- Huawei Co-Antenna System OptimizationDocument18 pagesHuawei Co-Antenna System Optimizationmlmb tuhNo ratings yet
- 64 16 Use of Residual Pressure ValvesDocument9 pages64 16 Use of Residual Pressure ValvesMarcelo OjedaNo ratings yet
- A Comparison of BS en 287 Part 1 and ISO 9606Document3 pagesA Comparison of BS en 287 Part 1 and ISO 9606Joe ClarkeNo ratings yet
- Gas CylindersDocument9 pagesGas CylindersSanj.etcNo ratings yet
- Manual of Petroleum Measurement StandardsDocument20 pagesManual of Petroleum Measurement StandardsPedro Pablo Nuñez LeonNo ratings yet
- Broadband Telecom. Networks WorkshopDocument105 pagesBroadband Telecom. Networks WorkshopKimLorraineNo ratings yet
- Instruction Manual Coating Thickness GaugeDocument16 pagesInstruction Manual Coating Thickness GaugeRaheel ZiaNo ratings yet
- Cylinder Design StandardsDocument8 pagesCylinder Design StandardsterigaliyanNo ratings yet
- MACHINETOOLS-POWERTOOLS-LASER-ELECTRONICS-MEDICALDocument12 pagesMACHINETOOLS-POWERTOOLS-LASER-ELECTRONICS-MEDICALVenkatesh BantwalNo ratings yet
- Tanktrader Bitutainer SpecDocument9 pagesTanktrader Bitutainer SpecNauman AliNo ratings yet
- Synthetic Slings PDFDocument3 pagesSynthetic Slings PDFNeemo FishNo ratings yet
- Appendix 1 - Technical SpecificationDocument119 pagesAppendix 1 - Technical SpecificationMarleneLopes100% (1)
- Applications of Industrial Robots: Cad/ CamDocument31 pagesApplications of Industrial Robots: Cad/ CamamalNo ratings yet
- LEEA Correspondence Courses: Assignment 1.1Document3 pagesLEEA Correspondence Courses: Assignment 1.1alexedamalaNo ratings yet
- Group 10 Millado, Arvi Miranda, Irish Lozano, Nixon Luzon, MichaelDocument60 pagesGroup 10 Millado, Arvi Miranda, Irish Lozano, Nixon Luzon, MichaellucasNo ratings yet
- 01 - Transfer Pumps & TexsteamDocument26 pages01 - Transfer Pumps & TexsteamMarsyaNo ratings yet
- Specifications & Load Charts: 40 Ton Tele-Boom Crawler CraneDocument16 pagesSpecifications & Load Charts: 40 Ton Tele-Boom Crawler CraneLauren'sclub EnglishBimbel Sd-smaNo ratings yet
- Mini Excavator Design and AnalysisDocument9 pagesMini Excavator Design and AnalysisInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Pullmaster Brochure PDFDocument16 pagesPullmaster Brochure PDFKSRNo ratings yet
- HOSE TEST METHODS GUIDEDocument5 pagesHOSE TEST METHODS GUIDEtriagusmanNo ratings yet
- m571c XL Cat d7g Web Spec SheetDocument2 pagesm571c XL Cat d7g Web Spec SheetRahmat RiskiNo ratings yet
- Bank Tubes in BoilerDocument2 pagesBank Tubes in Boilerkalyanm203515100% (1)
- Hydraulic Hooklift Truck ModelDocument14 pagesHydraulic Hooklift Truck ModelJANANINo ratings yet
- Calibration BlockDocument3 pagesCalibration BlockAsif HameedNo ratings yet
- Design Task Crane tmhp02 2014 PDFDocument7 pagesDesign Task Crane tmhp02 2014 PDFMiguel Angel Munguia FloresNo ratings yet
- Probe CatalogDocument35 pagesProbe CatalogDaniel Jimenez MerayoNo ratings yet
- Anchor Chain Preparation For MeasuringDocument2 pagesAnchor Chain Preparation For MeasuringVaibhav DesaiNo ratings yet
- Inspection Capabilities - 2016Document4 pagesInspection Capabilities - 2016muhamadrafie1975No ratings yet
- Globe Valve PresentationDocument11 pagesGlobe Valve Presentationmayur22785No ratings yet
- Pressure Relief ValveDocument64 pagesPressure Relief Valveedhy_03No ratings yet
- Iso 3874 1997Document87 pagesIso 3874 1997ferruxo69No ratings yet
- LEEA-016 Correspondence Course Prospectus 2012-13docDocument7 pagesLEEA-016 Correspondence Course Prospectus 2012-13docAjith KumarNo ratings yet
- Rules For The Certification of Welders of Polyethylene Pipes and FittingsDocument7 pagesRules For The Certification of Welders of Polyethylene Pipes and FittingsprokulisNo ratings yet
- Accreditation For Inspection Bodies Performing NDT - United Kingdom - RG7Document6 pagesAccreditation For Inspection Bodies Performing NDT - United Kingdom - RG7rotero_pujolNo ratings yet
- DOC. No. Revision Date by E6DPA-WEIGHT-003 01 18.02.2015 1 of 2 Flora Braoh TitleDocument1 pageDOC. No. Revision Date by E6DPA-WEIGHT-003 01 18.02.2015 1 of 2 Flora Braoh TitleNasrul AdliNo ratings yet
- 2009FDocument26 pages2009FdaimaheshNo ratings yet
- Is 7001 1989Document14 pagesIs 7001 1989Kevin100% (1)
- Ohsar PDFDocument40 pagesOhsar PDFMohammed Ali YoussefNo ratings yet
- 2012 Ol1 1.7 UDocument14 pages2012 Ol1 1.7 UalexedamalaNo ratings yet
- 3D Pressure Vessel Design SoftwareDocument3 pages3D Pressure Vessel Design Softwareام يمنى ايمنNo ratings yet
- Texsteam-Ñ Bomba QuímicaDocument8 pagesTexsteam-Ñ Bomba QuímicarivomarNo ratings yet
- TGN-RT-03 - Bolting Procedure For Steel Structures Rev 1Document3 pagesTGN-RT-03 - Bolting Procedure For Steel Structures Rev 1mostafamaroc0% (1)
- Explanations To Hydraulic DiagramDocument7 pagesExplanations To Hydraulic Diagramsunil singhNo ratings yet
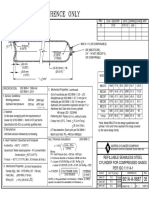
- Refillable Seamless Steel Cylinder For Compressed Gases PER ISO 11114-1Document1 pageRefillable Seamless Steel Cylinder For Compressed Gases PER ISO 11114-1bkprodhNo ratings yet
- D SeriesDocument20 pagesD SeriesJorge A VilalNo ratings yet
- Is 4721Document7 pagesIs 4721dak2anshulNo ratings yet
- Slewing Jib CranesDocument2 pagesSlewing Jib CranesahmedNo ratings yet
- SafusgcDocument11 pagesSafusgcsmishra2222No ratings yet
- Steel Emissivity at High Temperatures EURACHEMDocument80 pagesSteel Emissivity at High Temperatures EURACHEMjosearrietacoNo ratings yet
- Nist Technical Note 1297 SDocument25 pagesNist Technical Note 1297 SRonny Andalas100% (1)
- Introduction To OscilloscopesDocument18 pagesIntroduction To Oscilloscopesjosearrietaco100% (1)
- General Description: EM78P153SDocument38 pagesGeneral Description: EM78P153SNam NhiNo ratings yet
- Digital IC DesignDocument13 pagesDigital IC DesignSteven HertzNo ratings yet
- Circuits 1 Problems SolvedDocument86 pagesCircuits 1 Problems SolvedMarvin SinuesNo ratings yet
- Manual Leviton-HCPRF All Code ReceiverDocument2 pagesManual Leviton-HCPRF All Code ReceiverBenjamin DoverNo ratings yet
- Samsung mm-d530dDocument43 pagesSamsung mm-d530dPedroNo ratings yet
- SymphoniePRO® Data Logger - 26 CH & 16 CHDocument7 pagesSymphoniePRO® Data Logger - 26 CH & 16 CHAni dwi OctaviaNo ratings yet
- Table of content error code listDocument118 pagesTable of content error code listEnderson Ramos100% (2)
- Tan Delta VLF Cable TestingDocument2 pagesTan Delta VLF Cable TestingLedred1No ratings yet
- Operating Principles of Electronic Engine Management SystemsDocument6 pagesOperating Principles of Electronic Engine Management SystemsVaishali Wagh100% (2)
- TM 11-6625-213-34P - Test - Set - TS-538 - 1978 PDFDocument55 pagesTM 11-6625-213-34P - Test - Set - TS-538 - 1978 PDFWurzel1946No ratings yet
- HUAWEI Y541-U02 Upgrade InstructionsDocument7 pagesHUAWEI Y541-U02 Upgrade InstructionsmsemNo ratings yet
- AMS90/1 Application ManualDocument20 pagesAMS90/1 Application ManualKhaled RabeaNo ratings yet
- Altium Designer PCB Training Covers Design, ManufacturingDocument2 pagesAltium Designer PCB Training Covers Design, ManufacturingbcNo ratings yet
- Implementation of A Simple Li Fi Based SystemDocument7 pagesImplementation of A Simple Li Fi Based SystemMadhuri RoyNo ratings yet
- Past Paper 2013 Computer Networks 2Document11 pagesPast Paper 2013 Computer Networks 2Muhammad UmairNo ratings yet
- StarcgreenDocument22 pagesStarcgreenSheo PujanNo ratings yet
- DS IM120417015 Dual Step Motor Driver ShieldDocument3 pagesDS IM120417015 Dual Step Motor Driver ShieldJohn Doe100% (1)
- GtkwaveDocument159 pagesGtkwaveMinu MathewNo ratings yet
- Evermotion Archinteriors PDFDocument2 pagesEvermotion Archinteriors PDFAllisonNo ratings yet
- Short-Circuit Analysis Models For Unbalanced Inverter-Based Distributed Generation Sources and LoadsDocument11 pagesShort-Circuit Analysis Models For Unbalanced Inverter-Based Distributed Generation Sources and LoadsRamesh NaiduNo ratings yet
- Order Vamp IED 321Document2 pagesOrder Vamp IED 321Thiago Henrique SantosNo ratings yet
- Technical Writing Midterm Exam ReviewDocument7 pagesTechnical Writing Midterm Exam Reviewkath pascualNo ratings yet
- Comparision of Voltage Stress Across The MOSFET Switch of A Flyback Converter With Various SnubbersDocument5 pagesComparision of Voltage Stress Across The MOSFET Switch of A Flyback Converter With Various SnubbersInternational Journal of Innovative Science and Research TechnologyNo ratings yet