You might also like
- Design of A Safe and Smart Medicine BoxDocument13 pagesDesign of A Safe and Smart Medicine BoxAnonymous UXBSV13cNo ratings yet
- Title: Objective: Electrode Discharge Machine Wirecut (EDM Wirecut)Document23 pagesTitle: Objective: Electrode Discharge Machine Wirecut (EDM Wirecut)Nur Shaheera Zainurin33% (3)
- Simulation of Queueing SystemsDocument19 pagesSimulation of Queueing SystemsSuresh ThangarajanNo ratings yet
- Futurelearn Swot Analysis: Strengths WeaknessesDocument2 pagesFuturelearn Swot Analysis: Strengths Weaknessesmacman1211No ratings yet
- Covid 19 Awareness Advertisements: Break The ChainDocument4 pagesCovid 19 Awareness Advertisements: Break The ChainYogeshNo ratings yet
- CNN Project - GTSRB DatasetDocument4 pagesCNN Project - GTSRB DatasetMohamed ElHefnawy100% (2)
- Surface Coating ProcessesDocument7 pagesSurface Coating ProcessesSailabala ChoudhuryNo ratings yet
- Data Base Management System: Presented By-Babita SharmaDocument12 pagesData Base Management System: Presented By-Babita Sharmababita_27No ratings yet
- Matlab Laboratory f19Document26 pagesMatlab Laboratory f19IsaacNo ratings yet
- The Manufacturing Processes of StaplerSDocument9 pagesThe Manufacturing Processes of StaplerSMahendra DahiyaNo ratings yet
- HX711 Weighing Sensor ModuleDocument2 pagesHX711 Weighing Sensor ModuleuqinkNo ratings yet
- Case Study BRDDocument4 pagesCase Study BRDSimi StancuNo ratings yet
- Project Guideline For Computer Scince ProjectDocument8 pagesProject Guideline For Computer Scince ProjectsoloNo ratings yet
- Thesis On ProductivityDocument31 pagesThesis On ProductivityKamalAfzalJarralNo ratings yet
- Brexit: History, Reasoning and Perspectives: January 2018Document287 pagesBrexit: History, Reasoning and Perspectives: January 2018Staff CollegeNo ratings yet
- Microunde FiltreDocument341 pagesMicrounde FiltreSimona DanNo ratings yet
- Concept and Controllability of Virtual Power Plant PDFDocument0 pagesConcept and Controllability of Virtual Power Plant PDFashameensNo ratings yet
- BibliografieDocument2 pagesBibliografieLucian GrigorasNo ratings yet
- 1725 Electrical Engineer Sample Cover Letter WWW - Careerfaqs.com - AuDocument2 pages1725 Electrical Engineer Sample Cover Letter WWW - Careerfaqs.com - AuraulortaeNo ratings yet
- Importance of Internet For Development in The Context of BangladeshDocument4 pagesImportance of Internet For Development in The Context of Bangladeshmehrab1807No ratings yet
- Srs For PayrollDocument2 pagesSrs For Payrollkunalchandegaonkar0% (2)
- AGC TenovaDocument2 pagesAGC TenovaVikram TambeNo ratings yet
- System TestingDocument5 pagesSystem TestingRambhupalReddyNo ratings yet
- Dec40053 Quiz 2 Set A - Jun2019 PDFDocument2 pagesDec40053 Quiz 2 Set A - Jun2019 PDFpuajjjNo ratings yet
- Requirement EngineeringDocument17 pagesRequirement EngineeringKishore AshrafNo ratings yet
- Design & Implementation of Patient Monitoring System Using MicrocontrollerDocument9 pagesDesign & Implementation of Patient Monitoring System Using MicrocontrollerBereket Abi Mulugeta100% (1)
- Difference Between CV and RésuméDocument1 pageDifference Between CV and RésuméMuhammad SheryNo ratings yet
- Automatic Sanitizer MachineDocument3 pagesAutomatic Sanitizer MachineVinayaga ProjectinstituteNo ratings yet
- Evaluation of Internet PDFDocument2 pagesEvaluation of Internet PDFPam0% (1)
- MTM Lab ManualDocument23 pagesMTM Lab ManualMian Abdul Rehman100% (1)
- System Analysis and Design ProjectDocument18 pagesSystem Analysis and Design ProjectEyob Desta0% (1)
- Joseph Schmuller - Sams Teach Yourself Uml in 24 Hours-Sams (2001) PDFDocument33 pagesJoseph Schmuller - Sams Teach Yourself Uml in 24 Hours-Sams (2001) PDFElizabeth AllenNo ratings yet
- Criteria For The Choice of Business OrganizationDocument2 pagesCriteria For The Choice of Business OrganizationKavita SinghNo ratings yet
- Classical Vs Intelligent ControlDocument13 pagesClassical Vs Intelligent ControlNavin DasNo ratings yet
- Case Study Report On AutomobileDocument18 pagesCase Study Report On AutomobileSayaliRewaleNo ratings yet
- KL 200 PDFDocument4 pagesKL 200 PDFghenriquezNo ratings yet
- Csca0101 ch02 PDFDocument65 pagesCsca0101 ch02 PDFjaygaboNo ratings yet
- Universiti Teknologi Mara Final Examination: Confidential EM/JAN 2013/MEM560Document5 pagesUniversiti Teknologi Mara Final Examination: Confidential EM/JAN 2013/MEM560Shah GrungeNo ratings yet
- UNIT-3 Engineering Ethics and Social ExperimentationDocument123 pagesUNIT-3 Engineering Ethics and Social Experimentationpinnamaraju kavyaNo ratings yet
- زينب اسماعيلDocument50 pagesزينب اسماعيلSarmad Salih Jawad AlkodaryNo ratings yet
- Criminal Face Recognition Using GANDocument3 pagesCriminal Face Recognition Using GANInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Workshop Technology Notes B.EDocument58 pagesWorkshop Technology Notes B.EMonikandonNo ratings yet
- PLC Based Automatic Car Washing System-18849Document6 pagesPLC Based Automatic Car Washing System-18849Jok ZamNo ratings yet
- Ch1 2Document97 pagesCh1 2Ajay NaikalNo ratings yet
- Linear Actuators Report EnglishDocument8 pagesLinear Actuators Report EnglishAjimKe'enNo ratings yet
- BLDC Sinusoidal ControlDocument6 pagesBLDC Sinusoidal ControlOctavian MîrţiNo ratings yet
- MS-043 Database Design and ImplementationDocument351 pagesMS-043 Database Design and Implementationashok_rawat_21No ratings yet
- Automated Car Parking SystemDocument25 pagesAutomated Car Parking SystemAbhijit BastiaNo ratings yet
- Optical MEMS ReportDocument27 pagesOptical MEMS Reportashu_update100% (2)
- SAADDocument58 pagesSAADmafhhNo ratings yet
- Inventory Management System Use Case DiagramDocument4 pagesInventory Management System Use Case Diagramwiliam0% (1)
- "Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityDocument10 pages"Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityAcerz VillagraciaNo ratings yet
- Chapter 3-Electric WeldingDocument32 pagesChapter 3-Electric WeldingAMAR CHAND MEENANo ratings yet
- Resistance WeldingDocument18 pagesResistance WeldingAnand JainNo ratings yet
- Spot & TIG WeldingDocument17 pagesSpot & TIG WeldingMostafizur Rahman SobujNo ratings yet
- Welding Technology Unit 6008Document10 pagesWelding Technology Unit 6008loganathanNo ratings yet
- Experiment No 02: AIM To Study Resistance Welding & Its SetupDocument6 pagesExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900No ratings yet
- Electric WeldingDocument19 pagesElectric WeldingRaghupatruni SowmyaNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- DF 31490496Document7 pagesDF 31490496IJMERNo ratings yet
- Tata Motors LTDDocument2 pagesTata Motors LTDAmit Karmakar100% (1)
- Design and Fabrication of Pneumatic Auto Feed Spot Welding MachineDocument1 pageDesign and Fabrication of Pneumatic Auto Feed Spot Welding MachinePaulNo ratings yet
- Application Form TraineeEr Jun14Document3 pagesApplication Form TraineeEr Jun14PaulNo ratings yet
- AbstractDocument1 pageAbstractPaulNo ratings yet
- Bosch Letter 1Document3 pagesBosch Letter 1PaulNo ratings yet
- Determination of Mechanical Properties of Stitched and Un-Stitched Fibre Glass-Epoxy CompositesDocument11 pagesDetermination of Mechanical Properties of Stitched and Un-Stitched Fibre Glass-Epoxy CompositesPaulNo ratings yet
- Renovation and Modernization For Hydro Power StationsDocument9 pagesRenovation and Modernization For Hydro Power StationsPaulNo ratings yet
- ResistanceDocument37 pagesResistancePaulNo ratings yet
- Tensile Testing Composite ASTM D3039Document3 pagesTensile Testing Composite ASTM D3039PaulNo ratings yet
- Spot WeldingDocument2 pagesSpot WeldingPaul100% (1)
- Should There Be A Ban in A Fashion Show 1Document3 pagesShould There Be A Ban in A Fashion Show 1PaulNo ratings yet
- B U S I N e S S P R o C e S S R e - e N G I N e e R I N GDocument25 pagesB U S I N e S S P R o C e S S R e - e N G I N e e R I N GYasmin KhanNo ratings yet
- Banana Fibre CompositesDocument10 pagesBanana Fibre CompositesAbhishek BanerjeeNo ratings yet
- Mechanical Engineering IIT KanpurDocument104 pagesMechanical Engineering IIT KanpurbhushaninjeNo ratings yet
- Ident-No: ARADUR HY 951: Safety Data SheetDocument7 pagesIdent-No: ARADUR HY 951: Safety Data SheetPaulNo ratings yet
- Automobile History: IdeasDocument38 pagesAutomobile History: IdeasmajaklipaNo ratings yet
- Mechanical ProjectsDocument2 pagesMechanical ProjectsPaulNo ratings yet
- Abst - Fea Analysis and Experimental Evaluation of Piston With Plasma Spray CoatingDocument1 pageAbst - Fea Analysis and Experimental Evaluation of Piston With Plasma Spray CoatingPaulNo ratings yet
- Abstract - Design Analysis and Implementation of of Composite Leaf SpringDocument1 pageAbstract - Design Analysis and Implementation of of Composite Leaf SpringPaulNo ratings yet
- Entry BeforeDocument1 pageEntry BeforePaulNo ratings yet
- Design CalculationDocument2 pagesDesign CalculationPaul100% (1)
- Category Title NFR: SnapDocument14 pagesCategory Title NFR: SnapPaulNo ratings yet
- Tensile Testing Composite ASTM D3039Document3 pagesTensile Testing Composite ASTM D3039PaulNo ratings yet
- 02 Effect of Defects On Mechanical Properties of Composites Undergraduate Research On MaterialsDocument10 pages02 Effect of Defects On Mechanical Properties of Composites Undergraduate Research On MaterialsAmir Ahmad BakhtiaryNo ratings yet
- Steam Turbine Q & ADocument47 pagesSteam Turbine Q & Asrikanth9555100% (1)
- Underground Coal Gasification - Wikipedia, The Free EncyclopediaDocument6 pagesUnderground Coal Gasification - Wikipedia, The Free EncyclopediaPaulNo ratings yet
- Mech FTDocument3 pagesMech FTPaulNo ratings yet
- Anna University Rank Holders List 2013 PDFDocument343 pagesAnna University Rank Holders List 2013 PDFmykalviNo ratings yet
- 0611-M Cylinder CatDocument86 pages0611-M Cylinder Cately_ummechi8509No ratings yet
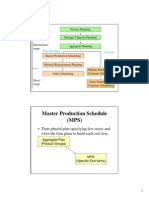
- Master Production ScheduleDocument9 pagesMaster Production ScheduleglamboyzNo ratings yet
- Wear Behavior of Magnesium Alloy AZ91 Hybrid Composite MaterialsDocument10 pagesWear Behavior of Magnesium Alloy AZ91 Hybrid Composite MaterialstarasasankaNo ratings yet
- Curso Básico Construccion de Un Motor BediniDocument28 pagesCurso Básico Construccion de Un Motor Bedinipatrick masonNo ratings yet
- Logistics and Supply Chain ManagementDocument2 pagesLogistics and Supply Chain ManagementDr. Iqbal Ahmad HakimNo ratings yet
- Cybermedia Research India Vlsi Design Services Study 2012 RevealsDocument4 pagesCybermedia Research India Vlsi Design Services Study 2012 Revealsrajt123No ratings yet
- Recruitment Shipping and Logistics ManagerDocument2 pagesRecruitment Shipping and Logistics Managercedric NchoNo ratings yet
- Product Lifecycle Management Advantages and ApproachDocument4 pagesProduct Lifecycle Management Advantages and ApproachJournal of ComputingNo ratings yet
- Accident Due To Rope HaulagesDocument2 pagesAccident Due To Rope HaulagesadityatheaaaNo ratings yet
- LMMM Project Report of Minhaz Mohammed M ADocument90 pagesLMMM Project Report of Minhaz Mohammed M AMinhazMohammed100% (2)
- Lean Certification White PaperDocument16 pagesLean Certification White PaperrajakoppulaNo ratings yet
- Supply Chain Evolution - Theory, Concepts and ScienceDocument25 pagesSupply Chain Evolution - Theory, Concepts and ScienceAhmed AmrNo ratings yet
- Sizing Draw inDocument23 pagesSizing Draw inteegalajyothiNo ratings yet
- MIM DesignGuideDocument28 pagesMIM DesignGuideSubhojit SamontaNo ratings yet
- Material Requirement Planning-2020Document37 pagesMaterial Requirement Planning-2020Sam SamNo ratings yet
- Stronger, Faster: by Mar Tin S. McgovernDocument3 pagesStronger, Faster: by Mar Tin S. McgovernVijay KumarNo ratings yet
- SAUDI Lighting CodeDocument14 pagesSAUDI Lighting CodeIBRAHIM ESMAIL50% (2)
- Unit I Foundry TechnologyDocument164 pagesUnit I Foundry TechnologyBlessy KamalaNo ratings yet
- Ballou 01Document27 pagesBallou 01Student_BUNo ratings yet
- Typical Questions For Piping Engineers Knowledge Testing With AnswersDocument5 pagesTypical Questions For Piping Engineers Knowledge Testing With AnswersAnonymous rjs9SOrNo ratings yet
- 2008 AACEi TransactionsDocument6 pages2008 AACEi TransactionsAnonymous 19hUyemNo ratings yet
- Jigs and Fixtures: Presented By:-Abhilekh AgrawalDocument30 pagesJigs and Fixtures: Presented By:-Abhilekh AgrawalIoan PascaNo ratings yet
- Carrileria Berco CATDocument8 pagesCarrileria Berco CATEiser Vasquez Vargas100% (3)
- Report About Casting DefectsDocument6 pagesReport About Casting DefectsAbdul Rehman FaisalNo ratings yet
- Cenvat Credit On Welding ElectrodesDocument24 pagesCenvat Credit On Welding ElectrodesRatanaRoul100% (1)
- Operations Management CaseDocument10 pagesOperations Management Casebeyiii100% (1)
- 7 Pyrotek CrossfeederDocument27 pages7 Pyrotek CrossfeederMuhamad Hafidz RyansyahNo ratings yet
- Nptel ManuDocument516 pagesNptel ManuMohammad ArshadNo ratings yet
- Reflo Brochure LUB2377EDocument8 pagesReflo Brochure LUB2377EEber.CVNo ratings yet
- Laboratory Manual MEC224 Mechanical Engineering WorkshopDocument30 pagesLaboratory Manual MEC224 Mechanical Engineering WorkshopSunil SharmaNo ratings yet
- Salary Structure Bench MarkingDocument24 pagesSalary Structure Bench MarkingYogesh MhatreNo ratings yet