You might also like
- Copie de Rapport de Stage BOUSSAGGAMADocument21 pagesCopie de Rapport de Stage BOUSSAGGAMAAymen BouroubaNo ratings yet
- Concours LP 2017-2018 PDFDocument8 pagesConcours LP 2017-2018 PDFNZ SaadNo ratings yet
- Rapport Projet s3Document30 pagesRapport Projet s3Nicolas LestradeNo ratings yet
- BATTERIES - MANUEL. Procédures de Charge, D'égalisation Et de Maintenance Préventive Recommandées Pour Les Batteries Rolls.Document48 pagesBATTERIES - MANUEL. Procédures de Charge, D'égalisation Et de Maintenance Préventive Recommandées Pour Les Batteries Rolls.Nasredine AlainNo ratings yet
- 01 TP MelangeurDocument20 pages01 TP MelangeurMohamed NaciriNo ratings yet
- LDocument1 pageLAnonymous 80p9OV0% (1)
- Analyse de Cycle de Vie Du Systeme Demballage Tetra Brik Aseptic Edge Pour Le Marche Du LaitDocument130 pagesAnalyse de Cycle de Vie Du Systeme Demballage Tetra Brik Aseptic Edge Pour Le Marche Du LaitstonsalahNo ratings yet
- PrésentationDocument24 pagesPrésentationSlimane LaidiNo ratings yet
- Altistart 48 - ATS48C14QDocument5 pagesAltistart 48 - ATS48C14QMh BengrineNo ratings yet
- TP4 - Filtres ActifsDocument8 pagesTP4 - Filtres ActifsBecem Trigui100% (1)
- Amelioration Du Systeme de Freinage de Parking Des Portiques ZPMC de Benin TerminalDocument149 pagesAmelioration Du Systeme de Freinage de Parking Des Portiques ZPMC de Benin TerminalFerrody ChetanNo ratings yet
- Catia v5 r19 x64 Avec Sp2Document13 pagesCatia v5 r19 x64 Avec Sp2Fernando CostNo ratings yet
- LE CIRCUIT IMPRIME .-ConvertiDocument3 pagesLE CIRCUIT IMPRIME .-Convertiسعيد تامرNo ratings yet
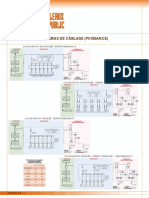
- Schemas D Eclairage Public (Sept.06) - 3Document1 pageSchemas D Eclairage Public (Sept.06) - 3frederic auzouNo ratings yet
- ATV630 650 Installation Manual FR EAV64302 04Document120 pagesATV630 650 Installation Manual FR EAV64302 04saidloubarNo ratings yet
- Liaison Modbus RS485 Filaire Entre Un M221 Et Un Variateur ATV12 ATV312 Et ATV32Document14 pagesLiaison Modbus RS485 Filaire Entre Un M221 Et Un Variateur ATV12 ATV312 Et ATV32Khaoula RAZZAKINo ratings yet
- Cours Gratuit - Com Id 11181 1Document3 pagesCours Gratuit - Com Id 11181 1Merveille DaniellaNo ratings yet
- TP 02 Électrotechnique 2Document4 pagesTP 02 Électrotechnique 2Hamza MenguellatiNo ratings yet
- Installation ET Maintenance Des Pompes ImmergeesDocument42 pagesInstallation ET Maintenance Des Pompes ImmergeesYousra AdjeriouNo ratings yet
- Comment Construire Une Centrale SolaireDocument22 pagesComment Construire Une Centrale SolaireMBALLA Yves MartialNo ratings yet
- EncodeurDocument11 pagesEncodeurYassine RahouaNo ratings yet
- Mini-Projet Automatisme Séquentiel SR4Document9 pagesMini-Projet Automatisme Séquentiel SR4mohamed lachhabNo ratings yet
- TP MCCDocument7 pagesTP MCCPaul DayNo ratings yet
- STG K 200: SonelgazDocument23 pagesSTG K 200: Sonelgazbouabdallah larefNo ratings yet
- HMI - 1150 7 FRDocument30 pagesHMI - 1150 7 FRcycypacoNo ratings yet
- SIRIUS IC90 Complete French 2016 201705221028364282Document1,138 pagesSIRIUS IC90 Complete French 2016 201705221028364282Carlos Herrera RodriguezNo ratings yet
- SCHEMADocument28 pagesSCHEMAKDANo ratings yet
- S NT FR 50Hz PDFDocument20 pagesS NT FR 50Hz PDFmouakharNo ratings yet
- Catalogue Vol 3 2019 2020 AUTOMATION FR 60432729 PDFDocument564 pagesCatalogue Vol 3 2019 2020 AUTOMATION FR 60432729 PDFToussaint100% (1)
- Support de CoursDocument127 pagesSupport de CourspapipapiiNo ratings yet
- Therm - Stockage Et Aliment. Gaz FuelDocument72 pagesTherm - Stockage Et Aliment. Gaz FuelNizarChoucheneNo ratings yet
- Examen - Oran 2016Document3 pagesExamen - Oran 2016Mahfoud OmarNo ratings yet
- Le Timer 555Document3 pagesLe Timer 555Darrell ScottNo ratings yet
- Rapport de Stage 21hall TechDocument17 pagesRapport de Stage 21hall Techaissam chNo ratings yet
- TPMACHINES1 Electrotechnique 1 TPDocument45 pagesTPMACHINES1 Electrotechnique 1 TPmauricetappaNo ratings yet
- CalpedaDocument5 pagesCalpedaladraa_hamzaNo ratings yet
- Détails Technique.v3Document23 pagesDétails Technique.v3EmmanuelNo ratings yet
- Mémoire SalahDocument62 pagesMémoire SalahBEN SAADA SALAH-EDDINENo ratings yet
- Tp3 Etude Montages Redresseurs CommandesDocument5 pagesTp3 Etude Montages Redresseurs CommandesDjalal Eddine HammachiNo ratings yet
- Presentation - Totale - Calcul - de - Chute - de Tension - IFEG-1Document40 pagesPresentation - Totale - Calcul - de - Chute - de Tension - IFEG-1djebienNo ratings yet
- Ingénieur Électromécanique: Nom / PrénomDocument3 pagesIngénieur Électromécanique: Nom / PrénomMohamed DallagiNo ratings yet
- Guide n22 Conception Et Maintenance Balisage Lumineux Approuve Corrige 3Document49 pagesGuide n22 Conception Et Maintenance Balisage Lumineux Approuve Corrige 3Chafik BouguezourNo ratings yet
- 828 Lescapteurs 2 SteDocument10 pages828 Lescapteurs 2 SteichoualaneNo ratings yet
- Cours Machine 2Document68 pagesCours Machine 2Med JDNo ratings yet
- Id 10726Document6 pagesId 10726Wided HechkelNo ratings yet
- 2 Potences Sur FûtDocument7 pages2 Potences Sur FûtsereNo ratings yet
- Concours Tss SonatrachDocument1 pageConcours Tss SonatrachMohamed Ikbal GuetoutNo ratings yet
- Brochure Victron Energy RS 48/6000 Smart SolarDocument2 pagesBrochure Victron Energy RS 48/6000 Smart SolarSINES FranceNo ratings yet
- Calcul Sismique D'un RéservoireDocument2 pagesCalcul Sismique D'un Réservoirenabil_hader1229No ratings yet
- MesuresellnDocument65 pagesMesuresellnsih emNo ratings yet
- Chapitre 3Document12 pagesChapitre 3GĀMËR HABETNo ratings yet
- Mémoire CompletDocument37 pagesMémoire CompletBouazza ZiouNo ratings yet
- TP Charge Et Décharge D'un CondensateurDocument3 pagesTP Charge Et Décharge D'un CondensateurMtibaa MaherNo ratings yet
- M06 Analyse+de+circuits+à+c.a.+GE-ESA+Document7 pagesM06 Analyse+de+circuits+à+c.a.+GE-ESA+JàMàl MejorNo ratings yet
- Redresseur CDocument24 pagesRedresseur CAhmed SchNo ratings yet
- SPECIFICATIONS TECHNIQUES Tableau HTA 11KVDocument48 pagesSPECIFICATIONS TECHNIQUES Tableau HTA 11KVWael AbNo ratings yet
- Support Mesures Lectriques PDFDocument38 pagesSupport Mesures Lectriques PDFsouadNo ratings yet
- TD6 Construction G7 CorrDocument5 pagesTD6 Construction G7 CorrOussama ZaouiNo ratings yet
- 06 PDFDocument10 pages06 PDFredwaneNo ratings yet
- Poly Aliment at Ion en Eau Potable Moussa 2002Document123 pagesPoly Aliment at Ion en Eau Potable Moussa 2002mabrouk2013100% (2)
- Thalasso Thermal Part 1 2007Document32 pagesThalasso Thermal Part 1 2007mabrouk2013No ratings yet
- Pose Conduite PAODocument41 pagesPose Conduite PAOabdesslam1947No ratings yet
- Cours D'hydraulique SVDocument136 pagesCours D'hydraulique SVfredcornez93% (14)
- Pertes de ChargeDocument17 pagesPertes de Chargemabrouk2013No ratings yet
- Pehd LBDocument16 pagesPehd LBRachid YahyaNo ratings yet
- Pehd LBDocument16 pagesPehd LBRachid YahyaNo ratings yet
- Eau Potable 2Document3 pagesEau Potable 2Bechir Bdioui100% (1)
- Cours PompeDocument62 pagesCours PompeHichem BenniaNo ratings yet
- Eau Potable 2Document3 pagesEau Potable 2Bechir Bdioui100% (1)
- Pehd LBDocument16 pagesPehd LBRachid YahyaNo ratings yet
- Perte de Charge HydrauliqueDocument22 pagesPerte de Charge HydrauliqueHammadi Ibtissame100% (2)
- 2 Alimentation en Eau PotableDocument28 pages2 Alimentation en Eau Potablemabrouk2013100% (1)
- Pertes D Eau en Reseau PDFDocument56 pagesPertes D Eau en Reseau PDFmabrouk2013No ratings yet
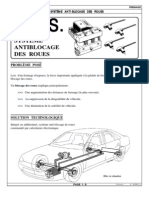
- Afreinage AbsDocument8 pagesAfreinage Absmabrouk2013No ratings yet
- Pertes de ChargeDocument1 pagePertes de Chargemabrouk2013No ratings yet
- Formation KSB Notions D Hydraulique Et ElectriciteDocument0 pagesFormation KSB Notions D Hydraulique Et Electricitemabrouk2013No ratings yet
- Pumps (ACF)Document47 pagesPumps (ACF)ybouhierNo ratings yet
- HydrauliqueDocument72 pagesHydrauliqueScrib4ever100% (1)
- PompesDocument14 pagesPompesmabrouk2013No ratings yet
- Exo Pompe1Document5 pagesExo Pompe1mabrouk2013No ratings yet
- Cours Pompes Et Station de PompageDocument55 pagesCours Pompes Et Station de PompageSylvain Didy87% (39)
- PompesDocument14 pagesPompesmabrouk2013No ratings yet
- Etude D'un Réseaux D'eauDocument62 pagesEtude D'un Réseaux D'eautuonamcess89% (19)
- COURS Hydraulique Generale MEPADocument69 pagesCOURS Hydraulique Generale MEPAH!Ch@m100% (2)
- Technique de La Conduite AutomobileDocument18 pagesTechnique de La Conduite Automobiletoctoc2009No ratings yet
- Maintenance Des Moteurs Diesel PDFDocument71 pagesMaintenance Des Moteurs Diesel PDFDeghboudj Samir97% (60)
- Initiation AutomobileDocument104 pagesInitiation Automobilesocoban100% (5)
- Reparationn Des Systemes D'injection DieselDocument64 pagesReparationn Des Systemes D'injection Dieselbhsbhs1993% (15)
- Output 5.TextMarkDocument14 pagesOutput 5.TextMarkSolhi EssaidNo ratings yet
- Four Mixte Électrique Et Au Gaz: Combi TOUCHDocument82 pagesFour Mixte Électrique Et Au Gaz: Combi TOUCHalbertlamottehorecafNo ratings yet
- TP VoIPDocument14 pagesTP VoIPIsmailovic ChernicovNo ratings yet
- Diagramme 20psychrom c3 A9trique 202-3Document12 pagesDiagramme 20psychrom c3 A9trique 202-3El Hadj Abdoulaye SECKu.No ratings yet
- Le Diagnostic Et Sa Démarche 1 - Généralités:: Stratégies de MaintenanceDocument21 pagesLe Diagnostic Et Sa Démarche 1 - Généralités:: Stratégies de Maintenancerabbaj100% (1)
- ÉlectrozingageDocument7 pagesÉlectrozingagekehihaNo ratings yet
- Kais LM SafranDocument1 pageKais LM SafranKais MansourNo ratings yet
- Machine À Laver Danube Aide Au Diagnostic ASEP-CS Avec D1500.a FRDocument6 pagesMachine À Laver Danube Aide Au Diagnostic ASEP-CS Avec D1500.a FRBetina NdjiemiNo ratings yet
- tp001 - MuseureDocument8 pagestp001 - MuseureCLUB-IBDAA-ME Univ MilaNo ratings yet
- Tutor I El Google DriveDocument21 pagesTutor I El Google DrivejropartNo ratings yet
- Chapitre 3 Les Dimensions Temporelle Et Budgétaire de La Gestion de ProjetDocument38 pagesChapitre 3 Les Dimensions Temporelle Et Budgétaire de La Gestion de Projetzabala kamalaNo ratings yet
- Rappels GrafcetDocument44 pagesRappels GrafcetAbdallah BelabbesNo ratings yet
- Parametrage IncendieDocument26 pagesParametrage IncendieAmmar BoufaressNo ratings yet
- FICHE DE MAINTENANCE D'APPAREIL A GAZ CALYDRA 23 FF Et 28 FFDocument8 pagesFICHE DE MAINTENANCE D'APPAREIL A GAZ CALYDRA 23 FF Et 28 FFpayNo ratings yet
- Iso 23277 2015Document9 pagesIso 23277 2015Thomas Kirov AlbertNo ratings yet
- Foxit PhantomPDF - Quick Guide PDFDocument34 pagesFoxit PhantomPDF - Quick Guide PDFraex_innoNo ratings yet
- Aspersor Maxi-Paw Rain Bird Instrucciones.Document1 pageAspersor Maxi-Paw Rain Bird Instrucciones.A M P RoaNo ratings yet
- IntroductionDocument2 pagesIntroductionFifi JojoNo ratings yet
- CfguklllllnbbnDocument24 pagesCfguklllllnbbnXaymae75% (4)
- Plan Du Cours - Géologie GénéraleDocument3 pagesPlan Du Cours - Géologie GénéraleYasser GéologueNo ratings yet
- MGC 00021Document196 pagesMGC 00021TIGNEGRE YacoubaNo ratings yet
- Tamimount AmineDocument86 pagesTamimount AmineZu Yad100% (1)
- 2 TavDocument58 pages2 TavAya SaidiNo ratings yet
- Résolution Examen 2016 PDFDocument11 pagesRésolution Examen 2016 PDFDominoHevyNo ratings yet
- Rapport de Stage Olivier BATTINI Final PDFDocument66 pagesRapport de Stage Olivier BATTINI Final PDFEl Abess FekirNo ratings yet
- Technique GSMDocument13 pagesTechnique GSMSiddo NajimNo ratings yet
- Cours HorlogeDocument49 pagesCours HorlogepierreNo ratings yet
- Securité Chap5Document3 pagesSecurité Chap5Lilya ChaatalNo ratings yet
- Apv Rge4 F1Document19 pagesApv Rge4 F1Samirnov IcNo ratings yet
- Rapport-Climat YassineDocument12 pagesRapport-Climat YassineMuhcineNo ratings yet