You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- NABH Accredited HospitalsDocument12 pagesNABH Accredited HospitalsJai GoyalNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Ahmedabad PPN List of HospitalsDocument14 pagesAhmedabad PPN List of HospitalsankitsarvaiyaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Gmail - Booking Confirmation On IRCTC, Train - 12932, 09-Mar-2024, CC, ADI - VAPIDocument1 pageGmail - Booking Confirmation On IRCTC, Train - 12932, 09-Mar-2024, CC, ADI - VAPIankitsarvaiyaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- NABH Accredited HospitalsDocument12 pagesNABH Accredited HospitalsJai GoyalNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Doctors ListssDocument72 pagesDoctors Listsssharfrajkhan82% (17)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Geoprocessing Quick GuideDocument206 pagesGeoprocessing Quick GuideMiguel AlvarengaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- List of Hospitals in IndiaDocument28 pagesList of Hospitals in Indiasd.ehtesham91% (34)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- BDocument31 pagesBAnkit SarvaiyaNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Appendix: Table A.2Document2 pagesAppendix: Table A.2Ivelin ValchevNo ratings yet
- A 261 A 52 ApplicationDocument2 pagesA 261 A 52 ApplicationAnkit SarvaiyaNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Project Team Member Team Id: 130007633: Enrollment Number Student Name College Name Branch NameDocument1 pageProject Team Member Team Id: 130007633: Enrollment Number Student Name College Name Branch NameankitsarvaiyaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Textbook of Engineering Mechanics by R.K. BansalDocument130 pagesA Textbook of Engineering Mechanics by R.K. BansalClydelle Rondaris77% (94)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- GTU Re Check Re AssessmentDocument2 pagesGTU Re Check Re AssessmentankitsarvaiyaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- April 2012 Gal DoytsherDocument18 pagesApril 2012 Gal DoytsherankitsarvaiyaNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Viewshed Calculation AlgoDocument8 pagesViewshed Calculation AlgoYasirNo ratings yet
- Fourier Series: A A A A X A A BDocument10 pagesFourier Series: A A A A X A A Bsmile0lifeNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Cut of Marks EngineeringDocument11 pagesCut of Marks EngineeringHarikrishna ShenoyNo ratings yet
- High-Speed Operation: Ball and Roller Dynamic Loads and Bearing Internal Load DistributionDocument32 pagesHigh-Speed Operation: Ball and Roller Dynamic Loads and Bearing Internal Load DistributionankitsarvaiyaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Newton-Raphson Method: Appendix To A Radical Approach To Real Analysis 2 Edition C 2006 David M. BressoudDocument9 pagesNewton-Raphson Method: Appendix To A Radical Approach To Real Analysis 2 Edition C 2006 David M. BressoudKristine Elijah JNo ratings yet
- HT in Bearing PDFDocument8 pagesHT in Bearing PDFankitsarvaiyaNo ratings yet
- 7182 C002 PDFDocument22 pages7182 C002 PDFankitsarvaiyaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 7182 C007 PDFDocument18 pages7182 C007 PDFankitsarvaiyaNo ratings yet
- A1 PDFDocument12 pagesA1 PDFankitsarvaiyaNo ratings yet
- Vibration Analysis of Lubricated Angular Contact Ball Bearing of Rigid Rotor Considering Waviness of Ball and RacesDocument6 pagesVibration Analysis of Lubricated Angular Contact Ball Bearing of Rigid Rotor Considering Waviness of Ball and RacesankitsarvaiyaNo ratings yet
- E 133 Thermo LyneDocument48 pagesE 133 Thermo LyneJITENDRA KUMAR SHARMANo ratings yet
- The Matrix Cook BookDocument71 pagesThe Matrix Cook BookChristien MarieNo ratings yet
- Temp Long Duration Blade Loss 2008 PDFDocument17 pagesTemp Long Duration Blade Loss 2008 PDFankitsarvaiyaNo ratings yet
- Telephone Directory PDFDocument140 pagesTelephone Directory PDFankitsarvaiya0% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Rotor Gear Bearing SystemDocument8 pagesRotor Gear Bearing SystemankitsarvaiyaNo ratings yet
- Abhijat Equipments Pvt. LTDDocument15 pagesAbhijat Equipments Pvt. LTDSatish PatilNo ratings yet
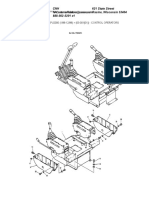
- Control OperatorsDocument3 pagesControl OperatorsAnonymous cS9UMvhBqNo ratings yet
- Exploded View of Breaker Body Ghb90: Gorilla Hydraulic Breakers pg.27Document8 pagesExploded View of Breaker Body Ghb90: Gorilla Hydraulic Breakers pg.27Salvador Orihuela ReyesNo ratings yet
- Linear Actuators ATL Series and BSA SeriesDocument62 pagesLinear Actuators ATL Series and BSA SeriestorkuaNo ratings yet
- Excavadora Hidraulica 336eDocument15 pagesExcavadora Hidraulica 336eOscar LosadaNo ratings yet
- Catalogo Carretes - 23.feb.2022Document131 pagesCatalogo Carretes - 23.feb.2022Rocko M SeasNo ratings yet
- 15-25kV 200A Fuse Elbow Instruction SheetDocument4 pages15-25kV 200A Fuse Elbow Instruction Sheet01666754614No ratings yet
- 18 Pulsar 150 Dtsi-I BS4 Twin Disc Rev.05 Nov 2018Document84 pages18 Pulsar 150 Dtsi-I BS4 Twin Disc Rev.05 Nov 2018Divakar MassNo ratings yet
- Propeller Shaft - Rav4 Sxa1Document9 pagesPropeller Shaft - Rav4 Sxa1Christian Linares AbreuNo ratings yet
- M30B35M 6 Cyl.: The O.E.M Trade Mark Is Property O.E.M Supplier Company O.E.M Part No. Are Used For Reference OnlyDocument3 pagesM30B35M 6 Cyl.: The O.E.M Trade Mark Is Property O.E.M Supplier Company O.E.M Part No. Are Used For Reference OnlyЕвгений ДынникNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Fyp Project For BrakesDocument28 pagesFyp Project For BrakesManojNo ratings yet
- Meter SM Bare MOYNODocument4 pagesMeter SM Bare MOYNOKerry DillonNo ratings yet
- Chapter 8 - Kinematics of GearsDocument37 pagesChapter 8 - Kinematics of GearskbashokNo ratings yet
- Honda BF75D-90D ManualDocument159 pagesHonda BF75D-90D ManualAkper AliyevNo ratings yet
- Transmission System: Pictures Produced With Kind PermissionDocument23 pagesTransmission System: Pictures Produced With Kind PermissionABCDefNo ratings yet
- 216B, 226, 232B, 236, 242, 246, 248, 252, 262, and 268 Skid Steer Loaders and 247, 257, 267, 277, and 287 Multi Terrain Loader Sist. Elect.Document4 pages216B, 226, 232B, 236, 242, 246, 248, 252, 262, and 268 Skid Steer Loaders and 247, 257, 267, 277, and 287 Multi Terrain Loader Sist. Elect.Pablo PorrasNo ratings yet
- Banshee 2010Document63 pagesBanshee 2010MiguelArmandoNo ratings yet
- 4560 E 2 TCM 12-73081 PDFDocument78 pages4560 E 2 TCM 12-73081 PDFVanessa Pajares LanciatoNo ratings yet
- Oym DoosanDocument175 pagesOym DoosanAdrian AlexanderNo ratings yet
- Gear Box Project Guide LinesDocument12 pagesGear Box Project Guide LinesteddiyfentawNo ratings yet
- Gradall Parts List PriceDocument454 pagesGradall Parts List PriceZiggy Jirgens33% (3)
- Catalogo de Repuestos Yamaha XTZ125Document58 pagesCatalogo de Repuestos Yamaha XTZ125gulle79100% (1)
- Medidas 3.2D (Duratorq - Puma)Document3 pagesMedidas 3.2D (Duratorq - Puma)Flavia CossetinNo ratings yet
- Parking Brake: Section: 4GDocument9 pagesParking Brake: Section: 4GRafael HernandezNo ratings yet
- Cub Cadet Parts Manual For Model 1512 882 782 DieselDocument10 pagesCub Cadet Parts Manual For Model 1512 882 782 Dieselmelissa100% (54)
- D61ex-15e0-Bw SN B45001-Up PDFDocument526 pagesD61ex-15e0-Bw SN B45001-Up PDFRaphael RodriguesNo ratings yet
- Corvette C5 - 2004 Service Manual - DifferentialDocument296 pagesCorvette C5 - 2004 Service Manual - Differentialken cevaNo ratings yet
- 2-Step Solenoid Valve Type GPLX: Data Sheet - Spare Parts and AccessoriesDocument2 pages2-Step Solenoid Valve Type GPLX: Data Sheet - Spare Parts and AccessoriesVadimNo ratings yet
- Piaggio MP3 400 Workshop ManualDocument394 pagesPiaggio MP3 400 Workshop Manuallynhaven172% (18)
- PMS 601c三维图使用说明 - mono - cinese - 060629Document43 pagesPMS 601c三维图使用说明 - mono - cinese - 060629Handy Lee100% (1)
- YANMAR Part Catalog - 6HYM-ETE - MuyuDocument93 pagesYANMAR Part Catalog - 6HYM-ETE - Muyuriwian100% (8)
- Welcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthFrom EverandWelcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthRating: 4 out of 5 stars4/5 (59)
- Becky Lynch: The Man: Not Your Average Average GirlFrom EverandBecky Lynch: The Man: Not Your Average Average GirlRating: 4.5 out of 5 stars4.5/5 (15)
- Merle's Door: Lessons from a Freethinking DogFrom EverandMerle's Door: Lessons from a Freethinking DogRating: 4 out of 5 stars4/5 (326)
- Life Is Not an Accident: A Memoir of ReinventionFrom EverandLife Is Not an Accident: A Memoir of ReinventionRating: 3.5 out of 5 stars3.5/5 (7)
- Crazy for the Storm: A Memoir of SurvivalFrom EverandCrazy for the Storm: A Memoir of SurvivalRating: 3.5 out of 5 stars3.5/5 (217)
- The Arm: Inside the Billion-Dollar Mystery of the Most Valuable Commodity in SportsFrom EverandThe Arm: Inside the Billion-Dollar Mystery of the Most Valuable Commodity in SportsRating: 4 out of 5 stars4/5 (49)
- House of Nails: A Memoir of Life on the EdgeFrom EverandHouse of Nails: A Memoir of Life on the EdgeRating: 3 out of 5 stars3/5 (4)