You might also like
- Toyota Production SystemDocument149 pagesToyota Production SystemJorge Ivan Santos AquinoNo ratings yet
- Shorthand TheoryDocument75 pagesShorthand Theorysubhashcb100% (3)
- Why Standard Work Is Not StandardDocument7 pagesWhy Standard Work Is Not StandardangrainadillaNo ratings yet
- BRM Qualitative toolsDocument35 pagesBRM Qualitative toolsGovind Agarwal100% (1)
- Principles of World Class Manufacturing PDFDocument171 pagesPrinciples of World Class Manufacturing PDFSavetaVukadinović100% (1)
- Iso 27001 Auditor TrainingDocument19 pagesIso 27001 Auditor TrainingITOPS TeamNo ratings yet
- The Standardized Work Field Guide CompressDocument176 pagesThe Standardized Work Field Guide CompressWilberth Denilson Matos Tuncar100% (1)
- Frigga Haug - Beyond Female Masochism. Memory-Work and Politics (1992, Verso) PDFDocument275 pagesFrigga Haug - Beyond Female Masochism. Memory-Work and Politics (1992, Verso) PDFKalindaMarínNo ratings yet
- Quick Changeover BasicsDocument44 pagesQuick Changeover BasicsSergio Prieto SerranoNo ratings yet
- Bank ManagementDocument112 pagesBank Managementsat237No ratings yet
- D37H-08A ManualDocument56 pagesD37H-08A Manuallijie100% (1)
- Creating Continuous FlowDocument126 pagesCreating Continuous FlowAdi copycenterNo ratings yet
- Takt TimeDocument4 pagesTakt Timemj123No ratings yet
- Lean AccountingDocument5 pagesLean AccountingjohnoomsNo ratings yet
- Committing To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbDocument36 pagesCommitting To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbCarlos Delgado NietoNo ratings yet
- Metamath: A Computer Language For Mathematical ProofsDocument247 pagesMetamath: A Computer Language For Mathematical ProofsJohn DoeNo ratings yet
- Making Materials FlowDocument114 pagesMaking Materials FlowAdi copycenterNo ratings yet
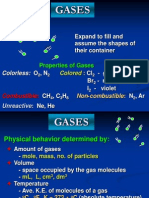
- Properties and Behavior of GasesDocument34 pagesProperties and Behavior of GasesPaul Jeremiah Serrano NarvaezNo ratings yet
- Lean From CSUNDocument45 pagesLean From CSUNthedjoss2000No ratings yet
- Lean BOKDocument6 pagesLean BOKumeshjmangroliyaNo ratings yet
- The Two Key Principles of Toyota Production System Were Just in Time and JidokaDocument2 pagesThe Two Key Principles of Toyota Production System Were Just in Time and JidokaF13 NIECNo ratings yet
- Bowen E Z GO Shingo Prize Case StudyDocument27 pagesBowen E Z GO Shingo Prize Case StudyJimmyWang100% (1)
- Chris Harris, Rick Harris - Lean Connections - Making Information Flow Efficiently and Effectively-Productivity Press (2008) PDFDocument166 pagesChris Harris, Rick Harris - Lean Connections - Making Information Flow Efficiently and Effectively-Productivity Press (2008) PDFAnibal DazaNo ratings yet
- Value Stream Mapping - Participant-Workbook PDFDocument50 pagesValue Stream Mapping - Participant-Workbook PDFmxalfon100% (1)
- Lean ClassDocument425 pagesLean ClassElena Montero CarrascoNo ratings yet
- Cp-117-Project EngineeringDocument67 pagesCp-117-Project Engineeringkattabomman100% (1)
- Air Plane Game Exercise: - Flow, Line Balancing, KaizenDocument19 pagesAir Plane Game Exercise: - Flow, Line Balancing, KaizenJose SantosNo ratings yet
- Achieve Basic Stability Before Lean SuccessDocument5 pagesAchieve Basic Stability Before Lean SuccessMaria MirandaNo ratings yet
- Maintain Continuous Improvement SystemDocument76 pagesMaintain Continuous Improvement SystemJaleto sunkemoNo ratings yet
- Extended Model For SMED Application Through GoodDocument9 pagesExtended Model For SMED Application Through GoodIrshad Ali100% (1)
- Record of Appropriations and Obligations: TotalDocument1 pageRecord of Appropriations and Obligations: TotaljomarNo ratings yet
- Standardized Work For Noncyclical Processes CompressDocument99 pagesStandardized Work For Noncyclical Processes CompressWilberth Denilson Matos TuncarNo ratings yet
- Kanban the Toyota Way: An Inventory Buffering System to Eliminate InventoryFrom EverandKanban the Toyota Way: An Inventory Buffering System to Eliminate InventoryRating: 5 out of 5 stars5/5 (1)
- Capitalizing On Lean Production Systems To Win New Business - Creating A Lean and Profitable New Product Portfolio 1466586338 PDFDocument188 pagesCapitalizing On Lean Production Systems To Win New Business - Creating A Lean and Profitable New Product Portfolio 1466586338 PDFjames007bondsgNo ratings yet
- 6 1standard WorkDocument15 pages6 1standard WorkXiang Liu100% (1)
- Principles of World Class ManufacturingDocument171 pagesPrinciples of World Class Manufacturinglakshmigsr6610100% (1)
- Lesson Plan For DemoDocument7 pagesLesson Plan For DemoShiela Tecson GamayonNo ratings yet
- Lean Manufacturing in Apparel Industry: By: Ashutosh Tiwari & Shilpa WanjariDocument20 pagesLean Manufacturing in Apparel Industry: By: Ashutosh Tiwari & Shilpa WanjariNelum WijekoonNo ratings yet
- The Toyota Way by Jeffrey Liker: 14 Management Principles From The World's Greatest ManufacturerDocument20 pagesThe Toyota Way by Jeffrey Liker: 14 Management Principles From The World's Greatest ManufactureralexminayaNo ratings yet
- The 14 Principles of the Toyota WayDocument7 pagesThe 14 Principles of the Toyota Wayraydiamond4uNo ratings yet
- Lean MFG - GoldDocument4 pagesLean MFG - Goldpragthedog100% (1)
- Optimizing Production Processes Using SMED AnalysisDocument9 pagesOptimizing Production Processes Using SMED AnalysishajiNo ratings yet
- A Waste Relationship Model and Center Point Tracking Metric For Lean Manufacturing Systems PDFDocument20 pagesA Waste Relationship Model and Center Point Tracking Metric For Lean Manufacturing Systems PDFCharlye VasquezNo ratings yet
- A Method For TPT ReductionDocument114 pagesA Method For TPT ReductionEbrahim HanashNo ratings yet
- Learning To EvolveDocument44 pagesLearning To EvolveJohn VatistasNo ratings yet
- 8 Areas of Waste: Understanding Lean PrinciplesDocument2 pages8 Areas of Waste: Understanding Lean PrinciplesNoby BecheerNo ratings yet
- KANBANDocument11 pagesKANBANUNF2012No ratings yet
- 10 Commandmens of KaikakuDocument3 pages10 Commandmens of Kaikakupolypro78No ratings yet
- Presented By:: Priyanka LawateDocument24 pagesPresented By:: Priyanka Lawatepriyankalawate100% (1)
- Improving Manufacturing Productivity Through Lean TechniquesDocument4 pagesImproving Manufacturing Productivity Through Lean TechniquesVikas SuryavanshiNo ratings yet
- Kaizen Intro 19 10Document104 pagesKaizen Intro 19 10Max HaroutunianNo ratings yet
- The Plan For Every PartDocument7 pagesThe Plan For Every PartThandraelNo ratings yet
- Lean Thinking Banish Waste and Create Wealth in YoDocument9 pagesLean Thinking Banish Waste and Create Wealth in YoANIYIE ONYEKANo ratings yet
- Work Study, Time StudyDocument21 pagesWork Study, Time StudyShashank SrivastavaNo ratings yet
- Tasks For Completion: Quality ObjectivesDocument2 pagesTasks For Completion: Quality ObjectivesAmit PintoNo ratings yet
- Chapter 1. Introduction: 1.1. BackgroundDocument92 pagesChapter 1. Introduction: 1.1. BackgroundSanjay KmrNo ratings yet
- VSM Exercise for Vinayaka Engineering: Improve Production ProcessDocument1 pageVSM Exercise for Vinayaka Engineering: Improve Production ProcessJacob EdwardsNo ratings yet
- 16228Document4 pages16228umeshjmangroliyaNo ratings yet
- Logistics Evolution BallouDocument12 pagesLogistics Evolution BallouFábio OliveiraNo ratings yet
- Sage 100 ERP: Getting Started GuideDocument170 pagesSage 100 ERP: Getting Started GuideHafiz MohammedNo ratings yet
- Basic Concepts On 5s Kaizen TQMDocument19 pagesBasic Concepts On 5s Kaizen TQMRodj Eli Mikael Viernes-IncognitoNo ratings yet
- Oee For Operators Overall Equipment Effectiveness PDFDocument2 pagesOee For Operators Overall Equipment Effectiveness PDFRayNo ratings yet
- Job Instruction Sessions OutlineDocument115 pagesJob Instruction Sessions OutlineRui NguyenNo ratings yet
- Application of MCDM Model For Assessing Suitability of JIT ManufacturingDocument6 pagesApplication of MCDM Model For Assessing Suitability of JIT ManufacturingJournal of ComputingNo ratings yet
- Lean and Green: Profit for Your Workplace and the EnvironmentFrom EverandLean and Green: Profit for Your Workplace and the EnvironmentRating: 3 out of 5 stars3/5 (1)
- SMED single minute exchange of die A Complete Guide - 2019 EditionFrom EverandSMED single minute exchange of die A Complete Guide - 2019 EditionNo ratings yet
- Credit SuisseDocument2 pagesCredit SuisseGovind AgarwalNo ratings yet
- Risk Management Resume SampleDocument2 pagesRisk Management Resume SampleGovind AgarwalNo ratings yet
- FRM Part - I Test PaperDocument11 pagesFRM Part - I Test PaperKaran Chopra100% (3)
- Template - Stress Testing - Model Validation Specialist - AVP or Assoc FinalDocument3 pagesTemplate - Stress Testing - Model Validation Specialist - AVP or Assoc FinalGovind AgarwalNo ratings yet
- Gujarat Development ModelDocument36 pagesGujarat Development ModelGovind AgarwalNo ratings yet
- Marketing CommunicationDocument33 pagesMarketing CommunicationGovind AgarwalNo ratings yet
- Academic Time Table - Term - II (Batch 2014 - 16)Document2 pagesAcademic Time Table - Term - II (Batch 2014 - 16)Govind AgarwalNo ratings yet
- The Corporate Jack August EditionDocument17 pagesThe Corporate Jack August EditionGovind AgarwalNo ratings yet
- BRM OutlineDocument9 pagesBRM OutlineGovind AgarwalNo ratings yet
- The Tata Motors Group Employs Over 59Document3 pagesThe Tata Motors Group Employs Over 59Govind AgarwalNo ratings yet
- Creating BrandsDocument20 pagesCreating BrandsGovind AgarwalNo ratings yet
- APA Referencing GuideDocument11 pagesAPA Referencing GuideGovind AgarwalNo ratings yet
- Academic Time Table - Term - I (2013-15)Document2 pagesAcademic Time Table - Term - I (2013-15)Govind AgarwalNo ratings yet
- BS AssignmentDocument3 pagesBS AssignmentGovind AgarwalNo ratings yet
- Indian CinemaDocument5 pagesIndian CinemaGovind AgarwalNo ratings yet
- Electronics & Communication Engineering Dissertation CertificationDocument1 pageElectronics & Communication Engineering Dissertation CertificationGovind AgarwalNo ratings yet
- Summer Placement Report 2012-13 v1Document7 pagesSummer Placement Report 2012-13 v1Pulkit AroraNo ratings yet
- 8th Sem SyllabusDocument8 pages8th Sem SyllabusGovind AgarwalNo ratings yet
- Tum Hi Ho LyricsDocument1 pageTum Hi Ho LyricsGovind Agarwal0% (1)
- 8th Sem SyllabusDocument8 pages8th Sem SyllabusGovind AgarwalNo ratings yet
- Sense Organs Lesson PlanDocument16 pagesSense Organs Lesson PlanBernard DayotNo ratings yet
- Spiral Curve - Surveying and Transportation Engineering ReviewDocument3 pagesSpiral Curve - Surveying and Transportation Engineering ReviewGphone100% (2)
- Prayer of SubmissionDocument3 pagesPrayer of SubmissionLindaLindyNo ratings yet
- MARS Motor Cross Reference InformationDocument60 pagesMARS Motor Cross Reference InformationLee MausNo ratings yet
- Mahabharata Book 9 Shalya ParvaDocument413 pagesMahabharata Book 9 Shalya Parvaavacdis1969No ratings yet
- Dslam Commissioning Steps Punjab For 960 PortDocument8 pagesDslam Commissioning Steps Punjab For 960 Portanl_bhn100% (1)
- Cronbach AlphaDocument15 pagesCronbach AlphaRendy EdistiNo ratings yet
- Literature Review BUS 507 PDFDocument18 pagesLiterature Review BUS 507 PDFtanmoy8554No ratings yet
- Business Research Chapter 1Document27 pagesBusiness Research Chapter 1Toto H. Ali100% (2)
- Vision CSP22 Abhyaas Test 3SDocument44 pagesVision CSP22 Abhyaas Test 3SManasa DevarakondaNo ratings yet
- Contract Law 17Document1 pageContract Law 17lorraineNo ratings yet
- MAMALUMPONG JORDAN A. BSN-3 Literature ReviewDocument3 pagesMAMALUMPONG JORDAN A. BSN-3 Literature ReviewJordan Abosama MamalumpongNo ratings yet
- Axial and Appendicular Muscles GuideDocument10 pagesAxial and Appendicular Muscles GuideYasmeen AlnajjarNo ratings yet
- Advanced Java Thread Lab ExercisesDocument9 pagesAdvanced Java Thread Lab ExercisesafalonsoNo ratings yet
- Deepali Bhartiya: TCI Express Limited Gurgaon Assistant Manager Prateek Group Noida Senior ExecutiveDocument3 pagesDeepali Bhartiya: TCI Express Limited Gurgaon Assistant Manager Prateek Group Noida Senior ExecutiveThe Cultural CommitteeNo ratings yet
- DP4XXX PricesDocument78 pagesDP4XXX PricesWassim KaissouniNo ratings yet
- Laplace Transform solved problems explainedDocument41 pagesLaplace Transform solved problems explainedduchesschloeNo ratings yet
- Ozone Layer EssayDocument7 pagesOzone Layer Essayb71bpjha100% (2)
- Vaiana Et Al (2021)Document11 pagesVaiana Et Al (2021)Raffaele CapuanoNo ratings yet
- Manual Lift Release System: Parts List and DiagramsDocument4 pagesManual Lift Release System: Parts List and DiagramsPartagon PowNo ratings yet