You might also like
- Igualación y preparación de superficies. TMVL0509From EverandIgualación y preparación de superficies. TMVL0509Rating: 3.5 out of 5 stars3.5/5 (3)
- Procedimiento de Pintura AbrazaderaDocument8 pagesProcedimiento de Pintura AbrazaderaJoseluis Castillo RomeroNo ratings yet
- Proc. Preparación Superficial y PinturaDocument6 pagesProc. Preparación Superficial y PinturaricardodelatorreNo ratings yet
- Proc. PintadoDocument9 pagesProc. PintadoMartin CVNo ratings yet
- Formato de Prueba de AnclajeDocument3 pagesFormato de Prueba de AnclajeAntonio FuentesNo ratings yet
- 5.1 Sumatane HSDocument4 pages5.1 Sumatane HSPaul SolorzanoNo ratings yet
- HT - Bonn Zimet 76 Tipo IIIDocument2 pagesHT - Bonn Zimet 76 Tipo IIIMoises Abraham Vasques Dias100% (1)
- Abing - Cc-I-01 Informe de Servicio - 031 Servicio de Revestimiento y Vulc.-Oc 2502 - ColquisiriDocument15 pagesAbing - Cc-I-01 Informe de Servicio - 031 Servicio de Revestimiento y Vulc.-Oc 2502 - ColquisiriRafa Cano100% (1)
- Causas y Prevencion de Fallas de Recubrimientos - MarinoDocument17 pagesCausas y Prevencion de Fallas de Recubrimientos - MarinoCarlos Jose Sibaja CardozoNo ratings yet
- Shougang Hierro Peru - Pintado Celdas de Flotacion - SP5 - Jir600.j70mp - Caso Historico - 122011 - Va PDFDocument1 pageShougang Hierro Peru - Pintado Celdas de Flotacion - SP5 - Jir600.j70mp - Caso Historico - 122011 - Va PDFNelson VanHoosierNo ratings yet
- WDC19-110-01 - Dossier de Calidad - Codo de 90°Document24 pagesWDC19-110-01 - Dossier de Calidad - Codo de 90°Raul Vera Nieto100% (1)
- INSTRUCTIVO PARA LA APLICACION DE PINTURA VINILICA D&C-IT-07 Rev.0Document4 pagesINSTRUCTIVO PARA LA APLICACION DE PINTURA VINILICA D&C-IT-07 Rev.0Jesus HerediaNo ratings yet
- TIZADODocument2 pagesTIZADOPeter CallánNo ratings yet
- Procedimiento Operativo - Instalacion de AdoquinesDocument15 pagesProcedimiento Operativo - Instalacion de AdoquinesAlex VegaNo ratings yet
- Boletín Técnico 005.ed.01-11. Medición de Espesores de Pintura Intumescente.Document4 pagesBoletín Técnico 005.ed.01-11. Medición de Espesores de Pintura Intumescente.ANIBALLOPEZVEGANo ratings yet
- R-SGI-OPE-026 Aplicación de PinturaDocument3 pagesR-SGI-OPE-026 Aplicación de PinturaAndrésNo ratings yet
- Prueba de ConductividadDocument4 pagesPrueba de ConductividadAngelTinocoNo ratings yet
- SDR PRO PO 016 PolyguardDocument17 pagesSDR PRO PO 016 PolyguardLuis Enciso100% (1)
- PROCEDIMIENTO PREPARACION DE SUPERFICIE y PINTADODocument19 pagesPROCEDIMIENTO PREPARACION DE SUPERFICIE y PINTADOjomer steven100% (1)
- Procedimiento de Sandblasting y Pintura Lavado de Vagones Pnsa PDFDocument4 pagesProcedimiento de Sandblasting y Pintura Lavado de Vagones Pnsa PDFDaiwer Jose Troncoso FreyleNo ratings yet
- Especificacion de Pintura GenericaDocument8 pagesEspecificacion de Pintura GenericaGustavo CabreraNo ratings yet
- K CC1 101 Qa Proc 033 - 0 - ADocument6 pagesK CC1 101 Qa Proc 033 - 0 - AAngel Leyva SilvanoNo ratings yet
- Tec Po Sgi.17 Rev.1 CateoDocument4 pagesTec Po Sgi.17 Rev.1 CateoPablo SorokoumskyNo ratings yet
- Preparacion de Superficies Previo A La Aplicacion de Un Revestimiento PinturaDocument7 pagesPreparacion de Superficies Previo A La Aplicacion de Un Revestimiento Pinturasandy_cpNo ratings yet
- Abing - Cc-I-01 Informe de Servicio - 020 Servicio de Revestimiento y Vulc.-Oc 1217 - ColquisiriDocument8 pagesAbing - Cc-I-01 Informe de Servicio - 020 Servicio de Revestimiento y Vulc.-Oc 1217 - ColquisiriRafa CanoNo ratings yet
- QROMA-Conceptos Basicos-Mermas-Presentacion de Envases-Julio 2013Document26 pagesQROMA-Conceptos Basicos-Mermas-Presentacion de Envases-Julio 2013JaramjcNo ratings yet
- Petroleos Del Peru - Petroperu S.A.: Bases para El Proceso de Adjudicacion de Menor Cuantia N AMC-0314-2004-RTL/PETROPERUDocument70 pagesPetroleos Del Peru - Petroperu S.A.: Bases para El Proceso de Adjudicacion de Menor Cuantia N AMC-0314-2004-RTL/PETROPERUGabriel D. RodriguezNo ratings yet
- 024-P-C-Rv-001-Preparacion de Superficie Con Escoria de Cobre y Aplicacion de Pintura - Rev 00Document21 pages024-P-C-Rv-001-Preparacion de Superficie Con Escoria de Cobre y Aplicacion de Pintura - Rev 00Gabriel ConchaNo ratings yet
- SOW-KP-3190-5!22!102 - Rev 0 (Alcance Del Trabajo Agua)Document11 pagesSOW-KP-3190-5!22!102 - Rev 0 (Alcance Del Trabajo Agua)JON LOPEZNo ratings yet
- Sig-Pet-Ctolis-21 RV 03 Trabajos de Montaje y Fijacion de Estructuras MetalicasDocument4 pagesSig-Pet-Ctolis-21 RV 03 Trabajos de Montaje y Fijacion de Estructuras MetalicasBrayant Ninahuanca ParraNo ratings yet
- Sandblastin y Pintura AnticorrosivaDocument16 pagesSandblastin y Pintura AnticorrosivamasgaranexoNo ratings yet
- ARENADODocument8 pagesARENADOLuis Guevara100% (1)
- Jet Pox 2000Document2 pagesJet Pox 2000Jimena Mamani SurcoNo ratings yet
- Pintura Industrial - ExperienciaDocument18 pagesPintura Industrial - ExperienciaOmarNo ratings yet
- Catalogo General Clemco 2012Document103 pagesCatalogo General Clemco 2012pepgote100% (1)
- Procedimiento TermofusionDocument17 pagesProcedimiento TermofusionLuis Sergio ChabeloNo ratings yet
- Procedimiento de Trabajo Proceso de Fabricacion Estructura Metalica Aplicacion de Soldadura en TallerDocument6 pagesProcedimiento de Trabajo Proceso de Fabricacion Estructura Metalica Aplicacion de Soldadura en TallerhuicholeNo ratings yet
- Wps SoldaduraDocument15 pagesWps Soldaduraanagpr25No ratings yet
- 210-SGC-FOR-014 Prueba Inicial de Soldadura Por ExtrusionDocument1 page210-SGC-FOR-014 Prueba Inicial de Soldadura Por Extrusionmarvin314No ratings yet
- Ficha Tecnica de Pintura Base PDFDocument1 pageFicha Tecnica de Pintura Base PDFsephora salon y spaNo ratings yet
- Como Evitar La Corrosion en Ambientes HumedosDocument8 pagesComo Evitar La Corrosion en Ambientes HumedosniezchenNo ratings yet
- PMAO Reparación de Taludes y Canal B4 - ACTUALIZACIÓNDocument23 pagesPMAO Reparación de Taludes y Canal B4 - ACTUALIZACIÓNRomario1141No ratings yet
- Procedimiento Pintado TK - Agua de Mar 27-02-2013Document9 pagesProcedimiento Pintado TK - Agua de Mar 27-02-2013EDUARDONo ratings yet
- Sumatane 355Document3 pagesSumatane 355matiasjoseruizNo ratings yet
- Protocolos de Arenado de Estructura MetaDocument5 pagesProtocolos de Arenado de Estructura MetaGh LiaNo ratings yet
- Spool 292100 06 Is 013 Inspeccion VisualDocument8 pagesSpool 292100 06 Is 013 Inspeccion VisualJosé Luis TolaNo ratings yet
- Cotiz 707 21 Bza Talara Psa Marine Peru 291221 OzDocument2 pagesCotiz 707 21 Bza Talara Psa Marine Peru 291221 OzRosalinda JIMÉNEZ ESPINOZANo ratings yet
- Registro de Alineación y Nivelación de RielDocument1 pageRegistro de Alineación y Nivelación de RielVane PedrazaNo ratings yet
- Formato de Inscripción Cursos Nace 2Document5 pagesFormato de Inscripción Cursos Nace 2Julio HuancaNo ratings yet
- 2655 Ayrthane Phosphate BaseDocument1 page2655 Ayrthane Phosphate BaseBoris CardenasNo ratings yet
- Prueba de Cloruros en Superficie (Quantab) - OT 029 Pintado de Tanques de Soda Caustica y Clarificador (Obra) - 18-05-13Document3 pagesPrueba de Cloruros en Superficie (Quantab) - OT 029 Pintado de Tanques de Soda Caustica y Clarificador (Obra) - 18-05-13Edwin Ronald ChukeNo ratings yet
- Actividades Sec Rotadisco HetlandDocument2 pagesActividades Sec Rotadisco HetlandJames BrownNo ratings yet
- Procedimiento de Pintado para ResaneDocument10 pagesProcedimiento de Pintado para ResaneNilton LuisNo ratings yet
- Baranda MetalicaDocument6 pagesBaranda MetalicaelvinNo ratings yet
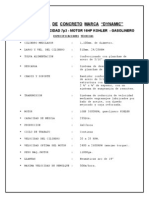
- DYNAMIC Mezcladora 7P3 - Ficha TécnicaDocument2 pagesDYNAMIC Mezcladora 7P3 - Ficha Técnicalookb64No ratings yet
- Preparacion de Superficie y Aplicacion de PinturaDocument1 pagePreparacion de Superficie y Aplicacion de PinturaAngel GuachaminNo ratings yet
- PETS - Instalación de GeomembranaDocument10 pagesPETS - Instalación de GeomembranaJordan De Paz RoblesNo ratings yet
- Procedimiento Retoque de PinturaDocument6 pagesProcedimiento Retoque de PinturaFernando Chirinos Gárate100% (1)
- Procedimiento de PinturaDocument8 pagesProcedimiento de PinturaMilena MoreloNo ratings yet
- Iopemec-004 Preparación Superficial Sspc-sp3 y Pintado de Tuberías y Estructuras - Versión 1Document27 pagesIopemec-004 Preparación Superficial Sspc-sp3 y Pintado de Tuberías y Estructuras - Versión 1César AugustoNo ratings yet
- Procedimiento Trazo y Replanteo MacaroDocument5 pagesProcedimiento Trazo y Replanteo MacaroFernando Chirinos GárateNo ratings yet
- Protocolos Control Calidad Macaro - Real PlazaDocument63 pagesProtocolos Control Calidad Macaro - Real PlazaFernando Chirinos Gárate100% (2)
- Procedimiento Retoque de PinturaDocument6 pagesProcedimiento Retoque de PinturaFernando Chirinos Gárate100% (1)
- Procedimiento para Control DimensionalDocument7 pagesProcedimiento para Control DimensionalFernando Chirinos GárateNo ratings yet
- Procedimiento Prueba de Tintes PenetrantesDocument7 pagesProcedimiento Prueba de Tintes PenetrantesFernando Chirinos GárateNo ratings yet
- Procedimiento Reparacion SoldaduraDocument7 pagesProcedimiento Reparacion SoldaduraFernando Chirinos Gárate100% (1)
- Procedimiento Fabricacion EstructuraDocument9 pagesProcedimiento Fabricacion EstructuraFernando Chirinos GárateNo ratings yet
- Mm-s-014, Permiso de Trabajo en Espacios ConfinadosDocument2 pagesMm-s-014, Permiso de Trabajo en Espacios ConfinadosFernando Chirinos Gárate100% (1)
- Procedimiento Colocacion AnclajesDocument7 pagesProcedimiento Colocacion AnclajesFernando Chirinos GárateNo ratings yet
- Memoria de Calculo Estructuras CamalDocument3 pagesMemoria de Calculo Estructuras CamalFernando Chirinos GárateNo ratings yet
- Mm-s-013, Permiso de Trabajo en AlturaDocument2 pagesMm-s-013, Permiso de Trabajo en AlturaFernando Chirinos GárateNo ratings yet
- Diseño de Estructuras Metálicas PDFDocument590 pagesDiseño de Estructuras Metálicas PDFJean Callata ChuraNo ratings yet
- Mm-s-012 Permiso de Trabajo en CalienteDocument2 pagesMm-s-012 Permiso de Trabajo en CalienteFernando Chirinos GárateNo ratings yet
- Proyecto-Memoria Descriptiva Techo EstructuralDocument38 pagesProyecto-Memoria Descriptiva Techo EstructuralFernando Chirinos Gárate100% (2)
- Estudio GeotecnicoDocument20 pagesEstudio GeotecnicoFernando Chirinos GárateNo ratings yet
- 12 Principios de La Química VerdeDocument27 pages12 Principios de La Química VerdeRicardo Alfonso Trujillo SantillanaNo ratings yet
- Apéndice de Datos para CálculosDocument59 pagesApéndice de Datos para CálculosSthefany Anahi Villanueva Machaca OzNo ratings yet
- BROWN Quim11ed Cap01Document48 pagesBROWN Quim11ed Cap01Carlos AcostaNo ratings yet
- Nomenclatura de AlcanosDocument11 pagesNomenclatura de AlcanosChuy DíazNo ratings yet
- CatalogoBiologics CortoDocument24 pagesCatalogoBiologics CortoCarlos FalconNo ratings yet
- Antisepticos y DesinfectantesDocument37 pagesAntisepticos y DesinfectantesLuis PeralesNo ratings yet
- CATALOGO X MAYOR BIOAQUA - COLOMBIA Oct 3Document196 pagesCATALOGO X MAYOR BIOAQUA - COLOMBIA Oct 3AdalinaVidalTovarNo ratings yet
- CaracteristicasDocument7 pagesCaracteristicasAngel TargeryanNo ratings yet
- Guia 1 Ciencias Naturales 11Document4 pagesGuia 1 Ciencias Naturales 11cindry hoyosNo ratings yet
- Informe Microbiologico 1Document10 pagesInforme Microbiologico 1Carmen Fernandez LeonNo ratings yet
- Cuestionario ColumnasDocument1 pageCuestionario ColumnasGarrido Furlong MarcoNo ratings yet
- Biotecnología para El Tratamiento de Suelos Contaminados PDFDocument6 pagesBiotecnología para El Tratamiento de Suelos Contaminados PDFIvan SanchezNo ratings yet
- Prácticas ProfesionalizantesDocument17 pagesPrácticas ProfesionalizantesKaren VillarruelNo ratings yet
- Pro-Cs - 440 - Pets - Cambio General Chute Descarga Elevador Clinker H4Document38 pagesPro-Cs - 440 - Pets - Cambio General Chute Descarga Elevador Clinker H4ronal castillloNo ratings yet
- Proceso Productivo Siderúrgico FabianDocument13 pagesProceso Productivo Siderúrgico FabianFabian RiquelmeNo ratings yet
- Farmacognosia GB 11Document10 pagesFarmacognosia GB 11Yury BeltranNo ratings yet
- Tesis-Jesus-01 Rev JRP 01Document43 pagesTesis-Jesus-01 Rev JRP 01Heinz Leif Guibovich EspinoNo ratings yet
- Análisis Sistemático de Disoluciones Inorgánicas - UK 2015Document41 pagesAnálisis Sistemático de Disoluciones Inorgánicas - UK 2015Julio GomezNo ratings yet
- Ingeniería de ReactoresDocument3 pagesIngeniería de ReactoresClaudia Fernandez'HdzNo ratings yet
- Informe de Laboratorio Práctica N°2Document12 pagesInforme de Laboratorio Práctica N°2David Jesús Arevalo JimenezNo ratings yet
- Diodo Túnel ResonanteDocument4 pagesDiodo Túnel ResonanteParker JamesNo ratings yet
- El Petroleo y Los Combustibles - Delfin Lara Eduardo T5 PDFDocument18 pagesEl Petroleo y Los Combustibles - Delfin Lara Eduardo T5 PDFEduardo DelfinNo ratings yet
- Mapa Mental de Las Propiedades Mecanicas de Los MatalesDocument1 pageMapa Mental de Las Propiedades Mecanicas de Los Matalessüße WeltNo ratings yet
- Diapositiva de Materiales SintéticosDocument15 pagesDiapositiva de Materiales SintéticosLuis Fernando Jimenez MezaNo ratings yet
- Problemas de Calor EspecificoDocument4 pagesProblemas de Calor EspecificoLuis Alberto Sanchez MaltaNo ratings yet
- Guía 5 - Compuestos Carboxílicos y Derivados MDocument3 pagesGuía 5 - Compuestos Carboxílicos y Derivados MMarlyn FerrerasNo ratings yet
- CementoDocument51 pagesCementoHugo Bohorquez AliagaNo ratings yet
- INFORME #07 Observaciones TijeralesDocument5 pagesINFORME #07 Observaciones TijeralesBladimir Jesús Ccama Cutipa0% (1)
- Solubilidad de Gas en AguaDocument1 pageSolubilidad de Gas en AguaLeidy Vasquez AmpueroNo ratings yet
- Practica 5 HeteroDocument8 pagesPractica 5 HeteroAmérica GómezNo ratings yet