Professional Documents
Culture Documents
Sabp A 004
Uploaded by
philipyapOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Sabp A 004
Uploaded by
philipyapCopyright:
Available Formats
Best Practice
SABP-A-004 Energy Performance Indices Document Responsibility: CSD/ESD/Energy Systems Unit 19 March 2006
Energy Performance Indices
Electricity Steam Fuel
Energy Data
Calc engine
Prices: Feed Product Energy
Process Fluid Flows Densities
Data Recon
Balanced Model
Electricity Steam Fuel Total Energy Indices
Heat & Mass Balance Refinery Model
Developed by: Energy Systems Unit Consulting Services Department Issue Date: 19 March 2006
Previous Issue: None Next Planned Update: 19 March 2009 Page 1 of 79 Primary Contact: jimmy.kuamana@aramco.com, phone +966 (3) 874-6157
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Table of Contents
Page 3 3 3 4 4 5 6 7 9 10 11 14 14 15 20 25 26 31 36 50 52 53 55 61 65 65 68 69 74
1.
Introduction 1.1 Purpose and Scope 1.2 Definitions 1.3 Conflicts with Other Standards 1.4 References and Related Documents General 2.1 Classification 2.2 Data Availability and Quality 2.3 Calculation Strategy 2.4 Simulation models 2.5 Trend Chart Formatting Equipment EPIs 3.1 Pumps 3.2 Compressors 3.3 Fired Heaters 3.4 Fired Boilers 3.5 Unfired Boilers 3.6 Steam Turbines 3.7 Gas Turbines 3.8 Cogeneration Systems Process Unit/Area EPIs 4.1 Solomon EII for Oil Refining 4.2 Aramco Process Index for Gas Processing 4.3 Aramco Process Index for GOSPs Product EPIs 5.1 Methodology 5.2 Examples Oil Refineries 5.3 Example Juaymah Gas Plant On-line Implementation
Page 2 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
1.0
INTRODUCTION
Energy is a significant operating cost parameter for Saudi Aramco, and one that is important to management. The Companys energy conservation program is overseen by the Energy Management Steering Committee (EMSC), which determined that the potential existed to double the companys energy efficiency (i.e., to halve its energy consumption index) in the major industrial manufacturing plants. One of the key elements in the EMSCs strategy was to develop and monitor effective Energy Performance Indices (EPIs), and to report the results regularly. After conducting an exhaustive survey of industry practice, it was determined that while the indices in common industrial use were indeed of some value for competitive benchmarking, they are lacking in other important capabilities, chiefly:
Monitoring trends in energy efficiency by product, by process unit, and by major
equipment.
Serving as a diagnostic tool for process troubleshooting and operational efficiency
improvement. Ideally, the EPIs should also screen out the effect of variations in uncontrollable external factors such as feed rate, feed composition, product mix, and ambient conditions. This manual is an explanation of the methodology for calculating the new EPIs that were developed internally within Saudi Aramco to meet the EMSCs specifications.
1.1
Purpose and Scope
The purpose of this DeskTop Standard is to describe proven Best Practices, consistent with guidelines endorsed by the Companys Energy Management Steering Committee (EMSC), in developing and deploying an integrated system of EPIs. This Manual provides the theoretical basis for developing EPIs, the methodology for calculating them, and examples of final output. It is intended as an aid to engineers working in Saudi Aramco plants who are responsible for maintaining and reporting the departmental EPIs. It is important to also understand what this manual is not. It is not intended to provide a comprehensive review of all current or past practices only to describe the best ones. It focuses on practices that have been proven to be useful in the field, not on the theoretical ideal way of doing things. The Best Practices therefore incorporate necessary compromises that invariably must be made to adjust to the reality of existing instrumentation, raw data quality, available software, limited manpower resources, etc. Finally, despite the high level of detail in some sections, the manual is not intended to be a cookbook giving step by step procedures for every possible EPI for every facility. The objective is to outline the general approach and procedure for the major classes of EPIs, and to illustrate how these EPIs were implemented in their best manifestation.
Page 3 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
1.2
Definitions
Best Practice: A process or method that, when correctly executed, leads to enhanced system performance. Energy Performance Index: An operating policy that distributes the load between parallel networks of multiple machines/equipment in a way that minimizes their energy (fuel + power) consumption, without compromising safety or reliability
1.3
Conflicts with Other Standards
There are no other published Standards, Procedures, or General Instructions that address the subject of Energy Performance Indices, and therefore no conflicts are expected.
1.4
References and Related Documents
This manual is based on an unpublished course that was developed and delivered in June 2005 by the Energy Systems Unit of Consulting Services Department to energy engineers from all proponent facilities. The software referenced in this Manual was originally developed by Energy Systems Unit, and is available to all Saudi Aramco engineers upon request.
Page 4 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
2.0
GENERAL
The concept of EPIs for monitoring process and equipment efficiency is not new. In fact, many different types of EPIs are in use throughout the oil and gas industry. EPIs have two primary applications: Benchmarking o Historical o Competitive o Absolute Process Improvement (viz. energy efficiency) Historical benchmarking is when the current energy efficiency is compared to previous energy efficiency, usually at some baseline period in time. Competitive benchmarking is when the plant performance is compared against the performance of other similar plants, usually on an industry-wide basis, although it can also be applied to different plants making the same products within a single company. Absolute benchmarking is when the equipment or plant energy efficiency is compared against a theoretical target or budget. EPIs can be used to measure and monitor the efficiency of process equipment, process units, or entire process plants. The proper formulation depends upon the objective. In all cases it is imperative that the EPI should accurately reflect the efficiency of energy consumption. For equipment, the EPI is generally formulated as the thermodynamic efficiency. The higher the thermodynamic efficiency, the better. For process plants, there are several formulations, but in general they are all expressed as an energy intensity, i.e., energy consumption per unit of throughput. In general, a high numerical value for the process EPI indicates high energy intensity, whereas a small EPI indicates low energy consumption per unit of output. In short, the lower the EPI, the better. For oil refining, the most widely accepted process EPI is the Solomon Energy Intensity Index (EII), which was developed in the mid 1970s as a tool for comparing the energy efficiencies of different oil refineries. This type of index works well when the processes being used are comparable in all plants. Its primary use is in competitive benchmarking. In the gas processing industry, the most widely accepted EPI is CGEYs* Energy Efficiency Index, which is expressed as energy consumption per unit of feed per GPU (Gas Processing Unit), or $/MMscfd per GPU. The GPU is a parameter developed by CGEY to represent the complexity of a plant. Each process unit (e.g., amine treating, dehydration, NGL recovery, etc.) is characterized by a GPU value, which is determined based on its theoretical energy consumption per unit of feed flow. The GPU values of all the units in a plant are summed up to get the overall GPU. The capacity parameter is combined raw feed gas (MMscfd). CGEYs EEI was modeled after the Solomon EII, and is also designed primarily for use as a competitive benchmarking tool.
*
Cap Gemini Ernst and Young, a management consulting firm based in Canada Page 5 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Plants operating under different feedstock conditions, product specs, and process technologies are impossible to compare unless there is a mechanism for reducing them to a common basis. The artifice of creating a GPU is an attempt to partially compensate for some of the differences in feedstock compositions and pressures, product slates, and product specification. CGEY freely concedes that the GPU technique is approximate at best and cannot provide truly accurate benchmarks, but they claim it is the best available (which at the moment of writing was true). There is no comparable industry-wide energy efficiency index applicable to oil & gas exploration and production. An even more important application of EPIs than benchmarking is to serve as a diagnostic tool for process troubleshooting and identifying opportunities for process efficiency improvement. Neither the Solomon nor the CGEY indices have this capability. To fill the need for timely actionable information, CSDs Energy Systems Unit has developed a different approach to Energy Performance Indices (EPIs) with the following desired features:
Energy consumption and cost are expressed per unit of product rather than feed Different indices for different user groups managers, engineers, and operators Capable of meeting all EMSC objectives report card, accurate benchmarking, diagnostic tool for process trouble-shooting and identifying efficiency improvement opportunities, and an operator alarm generation system to flag significant deviations from target performance.
In addition the output from these EPIs can be used for accurate product pricing as well as calculating a global energy KPI for the entire company, which is of great value and interest to both the Finance Department and to senior management. The main structural difference between EMSCs overall product indices and existing industry indices is that they are formulated as output-based instead of input-based. The problem with feed-based indices is that even a reduction in energy consumption associated caused by declining process yield (something undesirable) will show up as an improved energy index, which is misleading. Product-based indices, on the other hand, would clearly show that the index has deteriorated, and reliably indicate both favorable and adverse trends.
2.1
Classification
The first thing to understand is that there is not just a single EPI but sets of EPIs, each formulated to meet a specific application. In fact, one can have as many EPIs as one would like, as long as each one provides some useful actionable information. The key here is actionable, which means the engineer or manager should be able to take some logical action to improve the index, based on its numerical value.
Page 6 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Four categories of EPIs are described in this manual, with different objectives and functions as follows: Category Equipment EPIs Process Area EPIs Individual product EPIs Corporate Energy KPI Management Intended Users Engineers x x x Operators x x
x x
The new EPIs are expected to be developed and deployed by each Department in 3 phases: Phase 1: Phase 2: Phase 3: Initial rollout, including on-line implementation, based on simplified models. Improved data conditioning and model refinement. Further improvements, e.g., comparison against dynamic targets, segregation of indices by shift, etc.
This manual covers implementation of Phase 1 only. Additional manuals will be prepared for Phases 2 and 3 after they are implemented (scheduled for 2007 and beyond).
2.2
Data Availability and Quality
A large number of flow, pressure, temperature and economic data are needed as input to the EPI models. The primary data sources are expected to be as follows:
Readings from the PI system Manual readings and logs Official raw material, product and energy prices as specified by Business Analysis Department of Corporate Planning
One of the problems with using live PI data directly in the EPI models is that even if one of the data values is bad (i.e., a non-numerical value), the model fails to complete the calculation and give a numerical result. When we have hundreds of such PI inputs, the probability of at least one input being bad is quite high. Bad data such as a textual error message or a numerical error (e.g., division by zero) are easy to recognize. Therefore, it is necessary to screen live data and substitute default values when bad readings are encountered. The second and more difficult problem we must deal with is to recognize when the numerical data that we do get are not correct, and to make necessary corrections. Two simple error detection techniques are recommended to start with. One is to set upper and lower bounds for each parameter. These limits could either be fixed values, or set as a function of some other parameter(s). If the measured data value is outside these limits, the default value is used, and an error message is transmitted to the operator and logged. The other technique is to do a consistency check on a set of inter-related parameters using material and heat balances and/or physical property correlations. For example, unless the pressure and temperature measurements of saturated steam are consistent with the Vapor-Liquid Equilibrium (VLE) equations, we would know that one or the other is incorrect. When such inter-related data cannot be reconciled, and fail the consistency checks, an error message should be automatically transmitted by the system to the operator and the engineers logs. All of this logic
Page 7 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
(see Exhibit 2-1) must be embedded within the EPI models, reviewed periodically, and revised as needed. Exhibit 2-1: Data Validation and Conditioning Logic
There are several options for selecting default values, in order of increasing accuracy and computational effort: a) b) c) d) e) Use a fixed number, based on manual input Use the last good numerical value Use an average over some reasonable period (could be hours, days, or weeks) prior to encountering the bad value Use a computed value based on statistical regressions Use a computed value derived inferentially (using simulation models) from other measured data that are known to be good.
The appropriate default value must be selected for each parameter on a case-by-case basis. For input data that do not change much over time, e.g., HHV of the fuel, a fixed number is probably the right choice. For parameters that typical vary from period to period, such as flow, temperature, and pressure, the last good value may be the right choice for the following 2-4 periods, after which we might switch to the use of an average value. In the case of power or fuel consumption readings, the correct choice would be a computed value based on statistical correlations of historical data, since the energy consumption can be expected to be a function of throughput as well as ambient temperature. And so on.
Page 8 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
2.3
Calculation Strategy
The general form for expressing energy EPIs (or any KPI for that matter) is
EPI =
Resource Consumption Throughput
Ideally, the throughput should be expressed in terms of the desired output from that process, which is the product produced. However, when one has multiple products from a single feed, as in an oil refinery or gas plant, it becomes difficult to decide how much of the resource consumed should be allocated to each product. That is why standard industry practice has been to express the indices on the basis of feedstock processed. Unfortunately, the consequent indices are not particularly helpful, and can even be misleading, as we shall demonstrate, using a simple illustrative example. Consider the simplified process model illustrated in Exhibit 2-3. Exhibit 2-3: Simplified Process Model
Waste, W
Feed, F
PROCESS
Energy, E
Product, P
FB =
E input1 = F input2
PB =
E input = P output
Note: FB = Feed-based, PB = Product-based
Suppose the yield of the process has been improved through continuous process innovation since it was started up. Suppose that a 10% increase in yield requires a 5% increase in energy consumption. In this case the feed-based index would go up by 5%, while the product based index would go down by 4.5% (= 100-105/110). The feed-based EPI would indicate to management that the plant has become less efficient, when in fact it has become more efficient. A similar argument can be made to demonstrate that a feed-based index will not change if part of the product is used as fuel (which in fact is common practice in Aramcos gas plants as well as refineries), and might even improve, if we account only for purchased fuels and power. A product-based index will highlight the revenue loss, because using product as fuel is equivalent
Page 9 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
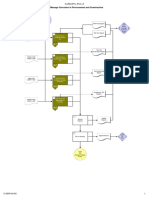
to a loss in yield. A product-based EPI gives accurate indications of efficiency trends, while a feed-based EPI does not. More generally, they could be thought of as input-based versus output-based. As noted earlier, the CGEY indices are all input-based. The EMSC has concluded that we need something better. The type of model required depends upon the type of index being calculated. For the product indices we need a fairly sophisticated approach combining a relatively rigorous process simulation model (including heat and material balances) with a relatively sophisticated economic resource-allocation model. For the process unit (area) indices we can use a simpler approach for calculating EPIs (no economics involved), but which uses the output from the same rigorous process simulation model. For the equipment indices we do not use these models at all. Instead, we develop equipment-specific models for directly calculating energy efficiency. The general data collection and computational strategy is depicted in Exhibit 2-4. Exhibit 2-4: EPI Calculation Strategy
Live input data collection
Temporary cache, data stored as values Data validation and conditioning Archive of Good data set (input data for Model)
Run calc engine to generate EPIs for current data set
Archived database of historical EPI values Generate trend charts and Reports
2.4
Simulation Models
All EPIs require some sort of calculations based on measured process parameters. Equipment EPIs require only very simple models, most conveniently done using spreadsheets. Process and product EPI calculations, though somewhat more complex in concept, are also fairly simple to model using spreadsheets. However, to give meaningful results, process and product EPIs require relatively good (i.e., consistent and accurate) mass and energy balance data. Direct measured data from the PI system is seldom of sufficiently good quality for our purposes, and must be validated using a data reconciliation software package that goes well beyond the rudimentary data conditioning techniques described in section 2.2. Such data reconciliation soft-
Page 10 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
ware is not currently installed at any Saudi Aramco facility. Therefore it is recommended that a stop-gap approach be used on an interim basis. The proposed solution is to employ commercial software packages such as AspenPlus, Pro-II, or Hysys to develop simplified heat and mass balance simulation models for each process unit and also for the plant as a whole. These simplified models would not do detailed simulations of reactions and VLE separations (such as distillation) just the heat and mass balances. Reactors and separations would be modeled as mixers and splitters with the split ratios for the cut streams specified as manual input. The models would have to be tuned using accurate feed and product flow data (which are usually metered using very high-accuracy custodytransfer meters, and certain key temperature/pressure/composition measurements at anchor points within the process. The simulation models essentially serve as a virtual metering system for intermediate flows between process units, and thereby minimize the reliance on measured data of dubious quality. While the virtual metering approach cannot guarantee accuracy, it does guarantee consistency, which is perhaps more important. As an alternative to using commercial software, it is also possible to develop HMB simulation models of adequate accuracy using electronic spreadsheets. This has been successfully done for all five gas processing plants (by the GO Center of Excellence in Dhahran), for JGP, and for Safaniya Onshore Producing. Output from these simulation models is then used as input for the EPI models.
2.5
Trend Chart Formatting
EPI trend charts must be formatted to show time scale on the X axis and the index or indices on the Y axis. The time scale should be selected to cover the period of interest. For product and process EPIs being used within the department, a monthly or weekly EPI calculation is probably appropriate, and the recommended period is 12 months preceding the current date. If, on the other hand, the EPI trend chart is being used for a presentation to management on long-term trends, the time scale should be on an annual basis. For equipment EPIs, the index should be calculated on an hourly, shift, or daily basis, depending on the equipment and process variability for that particular application. The recommended display period could be the previous 3-10 days (for EPIs calculated frequently) or the previous 30 days (for EPIs calculated daily). The Y-axis scale should be selected to provide a balance between perspective and discrimination. Too narrow a range magnifies variations at the cost of perspective. A wide range restores perspective, but may lose discrimination. A good rule of thumb is that the Y-axis scale should be approximately 2-4 times the difference between the highest and lowest values for the parameter being displayed. Some illustrative examples are provided in Exhibits 2-5 through 2-7.
Page 11 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibits 2-5a and b: Product EPIs for Safaniya Onshore Producing
Dry Gas Fuel and Power Indices
1.0 2500
0.8
2000
MMBtu/MB
0.4
1000
0.2
Fuel Index Power Index
500
0.0 Jan03
Feb03
Mar03
Apr03
May03
Jun- Jul-03 Aug03 03
Sep03
Oct03
Nov03
0 Dec03
Dry Gas Energy Cost Index
70 60 50 40 30 20 10 0 Jan03
Energy Cost, $/MB
Feb03
Mar03
Apr03
May03
Jun03
Jul-03 Aug03
Sep03
Oct03
Nov03
Dec03
KWH/MB
0.6
1500
Page 12 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 2-6: Process EPIs for Abqaiq Plants
30 0.20
25
0.18
MMBtu/bbl crude oil feed
15
0.14
10
Overall Energy Index Steam Index P o wer Index
0.12
0.10
0 1999
2000
2001
2002
2003
2004
0.08 2005
Exhibit 2-7: Equipment EPIs for Compressors at HGP
Stabilizer OH Compr Polytropic Efficiency, HGP
100% 95% 90% 85% 80% 75% 70% 65% 60% 3/29/05 K-003A K-003B
4/3/05
4/8/05
4/13/05
4/18/05
4/23/05
4/28/05
5/3/05
kwh/bbl oil feed
20
0.16
Page 13 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
3.0
EQUIPMENT EPIs
Equipment EPIs are the first level of indices, and the simplest to implement. They are required for only the major energy consuming or conversion equipment within each process area. These EPIs are most conveniently expressed as equipment efficiencies thermodynamic or mechanical. The equipment for which energy efficiency is important can be divided into two categories:
Energy consumers e.g., pumps, compressors, furnaces, lighting, distillation columns Energy converters e.g., boilers, turbines, electric motors, generators
EPIs are generally recommended only for major energy consumers, i.e., power > 2 MW, or fuel > 15 MMBtu/h. The definitions of efficiency for these two categories are correspondingly different. For consumers, energy efficiency = useful work accomplished on the process divided by the energy that must be supplied. For converters, energy efficiency = useful energy output divided by energy input. Exhibit 3-1: Definitions of Equipment Energy Efficiency Equipment Type Pump Compressor Fired process heater Distillation column Electric motor Generator Steam Turbine Boiler Input (Denominator) Mechanical shaftwork Mechanical shaftwork Chemical (fuel) energy Thermal energy Electrical power Mechanical shaftwork Steam kinetic energy Chemical (fuel) energy Output (Numerator) Liquid kinetic energy Vapor/gas pressure energy Process enthalpy Chemical separation of mixture Mechanical shaftwork Electrical power Mechanical shaftwork Thermal energy (as steam)
Nowhere does a capacity term appear in the calculation of energy efficiency. One common mistake worth mentioning is that some people refer to condensing steam turbines as being more efficient than back-pressure steam turbines because they generally produce more shaftwork (kwh) per lb of steam; this is inconsistent with fundamental thermodynamic principles. An index expressed as kwh/lb of steam could perhaps be considered an indicator of generating capacity, but certainly not of energy efficiency.
3.1
Pumps
The mechanical efficiency of a centrifugal pump is given by Eff (fractional) = Flow x (P2 - P1) / HP / 1715 To calculate efficiency on-line it is necessary to have four measured data points the flow rate, in gpm, the suction and discharge pressures in psi, and the horsepower (or kilowatt) reading. Normally, we have instrumentation for the first three but not the last. Without all four readings, it is not possible to calculate the efficiency. Sometimes, a pump may have an ammeter instead of a kw meter. The power can then be calculated as:
HP =
I .V . 3. cos( ). M 746
Page 14 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
where
I = measured current, amperes
V = applied voltage (known) cos() = power factor, expressed as a decimal, typically 0.85-0.92
M = motor efficiency (from data sheet), typically 94-97%
Normally the mechanical efficiency of a pump does not fluctuate in the short term. Rather, it degrades slowly over a period of months or even years. Therefore on-line efficiency measurement is not especially valuable. For both of these reasons, pump efficiency monitoring is not a high priority in most cases. It could be included for selected applications in the future if desired, after the power meters have been installed. An alternative diagnostic tool on the pumps mechanical condition and performance is to plot the actual pump characteristic curve (flow rate versus P) and compare it against the design curve as in Exhibit 3-2. If the pump is delivering less TDH (total discharge head) than design at the measured flow, it means that the performance has fallen off and needs corrective action. The efficiency loss can be estimated very roughly as the ratio of actual head to design head at that particular flow rate. Exhibit 3-2: Comparison of Actual Pump Performance vs Design
Centrifugal Pump
1000
800
Head, ft
600
400
200
Design Actual
0 0 2000 4000 6000 8000 10000
Flow, gpm
3.2
Compressors
Overall Energy
Large gas compressors are good candidates for efficiency monitoring. Efficiency of an individual compressor is defined as:
o =
absorbed energy into process gas isentropic HP = delivered energy to the driver brake HP
Page 15 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Unfortunately, it is impossible to measure directly. The best we can do is calculate efficiency based on measurements of other process parameters such as flow, temperature, pressure, and estimated gas physical properties. For compressors, there are two types of efficiencies: the adiabatic efficiency and polytropic efficiency. As a practical matter, the adiabatic efficiency can be calculated from process data as
a =
where T1 T2 T2 = = =
T2' T1 T2 T1
Suction temperature, F Actual discharge temperature before any cooling, F isentropic (adiabatic) discharge temperature, F, calculated as:
P2 ' T2 = (T1 + 460 ) P1
P1 & P2 = k =
k 1 k
1 + T1
suction and discharge pressures, psia specific heat ratio Cp/Cv
The polytropic efficiency is calculated as:
p =
where
n k 1 n 1 k
n = polytropic constant, which is a function of gas properties only, and determined experimentally from the equation PVn=constant, unique to each machine.
The polytropic constant can be calculated from on-line process measurements by the equation:
n =.
ln( P2 / P 1)
{ln( P2 / P 1 ) ln(T2 / T1 )}
Adiabatic efficiency varies with compressor inlet conditions, whereas the polytropic efficiency is constant for a particular gas mixture, being a function primarily of mechanical design. The polytropic efficiency is therefore a better indicator of compressor mechanical condition and performance. The overall efficiencies are then obtained as:
oa = a . m
where
and
op = p . m
= =
mechanical efficiency of the compressor fraction of power delivered by the driver (motor) that is actually transmitted to the gas, usually 97-98%
Spreadsheet templates for calculating compressor efficiency are shown in Exhibits 3-3 and 3-4. It is recommended that compressor efficiencies should be monitored on-line (at 4 hour intervals) to detect any adverse trends in a timely manner and to take appropriate corrective action.
Page 16 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
To see a sample trend chart, refer back to Exhibit 2-7. The approximate polytropic efficiency for large compressors (suction flow >5000 acfm) in good condition is Eff = 61 + 1.31 ln (acfm). Exhibit 3-3: Efficiency Calculation Template for Single Stage Compressors
Page 17 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 3-4a: Efficiency Calculation Template for Two-Stage Compressors (LP section)
Page 18 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 3-4b: Efficiency Calculation Template for Two-Stage Compressors (HP section)
For gas mixtures, the compressibility and specific heat data are most conveniently determined off-line at average inlet/outlet conditions (using Hysis, VMGsim or other physical properties simulation software), and entered manually. For pure component gases (e.g., refrigeration), a higher level of modeling flexibility and accuracy can be obtained without too much effort by using correlations (developed off-line for the expected range of operating conditions) for the compressibility and specific heat, calculating the values separately at inlet and outlet conditions, and then taking their arithmetic average.
Page 19 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Observe that several checks are built into the EPI models to check consistency of measured vs calculated mixture temperatures (for 2-stage compressors), and measured vs calculated power. The model also checks to ensure that the measured flow rate does not exceed compressor capacity and that the calculated horse power does not exceed motor size. Three-stage compressors are not very common, but can be handled in the same manner as two stage compressors: i.e., efficiency must be calculated for each section. Under field conditions, mechanically identical machines may develop differences in polytropic efficiencies of as much as 5%. As a general rule, if they are within 3% of one another, and the trends tend to track in parallel, it is an indication that the machines are in comparable mechanical condition, and that the instruments are reading correctly. Wide discrepancies in efficiency or non-parallel trends could indicate that one machine has deteriorated significantly compared to others, the instrument readings are not accurate, or that something abnormal is going on process wise.
3.3
Fired heaters
Fired heaters or furnaces are found in oil refineries, gas plants (usually in the Sulfur Recovery Units), and GOSPs.
Losses PROCESS FLOW IN: W, T1, H1 FURNACE PROCESS FLOW OUT: W, T2, H2
Fuel, F
For fired heaters that are supplying sensible heat to the process, the fuel efficiency is most simply calculated by the heat balance method, also known as the direct method:
W .Cp.(T2 T1 ) F .HHV
where W = mass flow rate of process fluid, lb/h Cp = average specific heat, Btu/lbF (varies with composition and temperature) T1, T2 = inlet and outlet process temperatures, F F = fuel gas flow rate, scfm HHV = higher heating value, about 1050 Btu/scf on average (spec is 1080). If the lower heating value (LHV) used instead of HHV, is called thermal efficiency instead of fuel efficiency. If the process stream being heated is undergoing both sensible heating and evaporation, the equation becomes:
W .( H 2 h1 ) F .HHV
where h1, H2 = inlet and outlet enthalpies of the process stream, Btu/lb.
Page 20 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
While simple is theory, the heat balance method has a major deficiency it gives accurate results only when the data quality is extremely good (generally less than 1% error), which is hardly ever the case. A more accurate estimate of furnace efficiency can be obtained by the heat loss method (also known as the indirect method) as follows:
Absorbed duty F .HHV Losses or alternatively = Absorbed duty + Losses F .HHV
Choose the formulation according which measured value (absorbed duty of fuel input) is likely to be more accurate. A spreadsheet template for calculating furnace/heater efficiency is shown in Exhibit 3-5, with provision for calculating the efficiency for both gaseous and liquid fuels. It also has the option to calculate either single-phase or two-phase process heating duty. Exhibit 3-5a: Efficiency Calculation Template for Fired Heaters (part a)
Page 21 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Observe the messages saying OK. These represent the results of built-in consistency checks. If the consistency check failed, there would be an warning error message instead. It may appear that running a full set of calculations including consistency checks for each set of data is too much work. However, it is necessary in order to ensure that the results are as accurate and reliable as possible. Exhibit 3-5b: Efficiency Calculation Template for Fired Heaters (part b)
Furnace efficiency monitoring using the heat balance method, without any consistency checks, is illustrated in Exhibits 3-6 and 3-7. It is an acceptable first step, but ultimately the efficiency calculation method should be upgraded to the more rigorous approach.
Page 22 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 3-6: Heat Balance Method for Furnace Efficiency
PI DATA
Exhibit 3-7: Sample Trend Chart for Furnace Efficiency
Safaniya Furnace F-212
100 500
80
OUT
400
Thermal Eff, %
60
300
40 Efficiency Stack Temp 0 May-03 Feb-03 Mar-03 Oct-03 Jan-03 Nov-03 Aug-03 Dec-03 Jun-03 Jul-03 Sep-03 Apr-03
200
20
100
Stack Temp, F
Page 23 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
The spreadsheet templates presented in this and the following section on boilers are intended to serve as guidelines only. There could be many variations from the illustrated case, depending on the specific situation. The engineer must apply his knowledge and understanding of the basic principles to adapt the base-case EPI calculation engine. The information provided in Exhibits 3-8 to 3-10 may be useful in this effort. Exhibit 3-8: Thermo-chemical Properties of Common Fuels and Elements
Exhibit 3-9: Calculation of HHV from Ultimate Analysis (wt%)
Exhibit 3-10: Heating Value of Fuel Oils as Function of API Gravity
Heat of Combustion for Fuel Oils
21000
20000 y = -0.4303x 2 + 68.919x + 17671 Heating Value, Btu/lb 19000
18000 y = -0.3774x 2 + 57.906x + 16786
LHV
17000
HHV P o ly. (HHV) P o ly. (LHV)
16000 0 10 20 30 deg API gravity 40 50 60 70
Page 24 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
In general, the heat loss method is preferred over heat balance method because it is less sensitive to errors in measurement. For example, lets say that the true fuel firing rate is 100 MMBtu/h and the true efficiency is 85%. i.e., Absorbed duty = 85 MMBtu/h and Losses = 15 MMBtu/h. Now suppose the fuel meter reading is low by 10%, ie it measures 90 MMBtu/h instead of 100 MMBtu/h. By the heat balance method, the calculated efficiency would be 85/90, or 94.4% (error of 9.4%), whereas by the heat loss method, it would be (90-15)/90 = 83.3%, an error of only 1.7%. Clearly, the latter is more robust.
3.4
Fired Boilers
A fired boiler converts chemical energy in the fuel to thermal energy in steam. Saudi Aramco plants appear to have standardized on steam generation pressures of 600 psig, 375 psig, and 150 psig. However, there is no reason boilers could not be designed for other pressures. In fact, there are significant advantages in terms of power generation potential (employing backpressure steam turbines) to higher steam pressures, e.g., 900-1200 psig. Usually, the steam is superheated by at least 200F in order to avoid condensation inside the turbine casing.
Flue gas Water In, W Fuel, F BOILER Steam Out, S Blowdown
Air, A
As for fired heaters, boiler efficiency can be calculated by either the heat balance method or the heat loss method. The heat balance method is straightforward:
S .( H 2 h1 ) F .HHV
where the parameters are identical to those described earlier. ASME recommends the heat loss method, which though more complicated method, is far more accurate:
F .HHV (losses) S .H = F .HHV S .H + (losses)
The input data required are usually measured on-line in any case: Steam flow Steam pressure Steam temperature Fuel gas flow Fuel gas heating value Combustion air flow Air supply temp Air supply relative humidity Flue gas temperature Oxygen content of flue gas CO content of flue gas (optional) Deaerator temperature Blowdown rate Ambient temp around boiler wall Boiler skin temperature Wind velocity past boiler walls
Page 25 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
In addition, it is necessary to provide the following details about boiler geometry and design as one-time manual inputs: surface area exposed to the environment (viz. wind), total area of openings through which heat can be radiated out (e.g., peepholes), wall thickness, insulation thickness, and type of wall material whether metal or brick. A spreadsheet template for calculating boiler efficiency is shown in Exhibit 3-11, and a sample trend chart is shown in Exhibit 3-12. An iterative procedure is required. Assuming the gas flow is more accurate; the steam flow is calculated by heat balance, and compared against the measured value. Although the spreadsheet template presented is for gas-fired boilers, which are the most common type used in Saudi Aramco facilities, it can be easily adapted to other fuel types, in a manner similar to that shown for oil-fired furnaces in Exhibit 3-5.
3.5
Waste Heat Boilers
Waste heat boilers (WHBs) are similar in function to conventional boilers, except that the heat source is a hot process stream (e.g., reactor outlet or incinerator flue gas), and no fuel-firing is employed. Because they generally operate at much lower temperatures than fired boilers, the construction is quite different no refractory linings are required. In fact, they are very similar in design to shell-and-tube kettle reboilers, with steam generation either on the shell side or the tube side, depending upon process considerations.
Steam, H2 PROCESS FLOW IN: W, T1 WASTE HEAT BOILER Water, h1 PROCESS FLOW OUT: W, T2
For waste heat boilers (WHBs) where the objective is recovery of steam for process use, the thermal efficiency is given by:
S .( H 2 h1 ) W .Cp.(T2 T1 )
where W = mass flow rate of tail gas, lb/h T1, T2 = inlet and outlet process temperatures, F S = mass flow rate of steam generated, lb/h h1, H2 = enthalpies of boiler feedwater makeup and steam respectively, Btu/lb. For WHBs, we can only use the heat balance method, because the heat loss method does not apply. As the flow data are usually extremely unreliable, one has to check for consistency using material balances on the water side, i.e., to ensure steam plus blowdown flow rates add up to the boiler feedwater supply.
Page 26 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 3-11a: Efficiency Calculation Template for Gas-Fired Boilers (part a)
Page 27 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 3-11b: Efficiency Calculation Template for Gas-Fired Boilers (part b)
Page 28 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 3-12: Sample Trend Chart for Boiler Efficiency
Boiler Efficiency, HGP
95% 94% 93% 92% 91% 90% 89% 88% 87% 86% 85% 3/29/05 Boiler-1 Boiler-2 Boiler-3 Boiler-4
4/3/05
4/8/05
4/13/05
4/18/05
4/23/05
4/28/05
5/3/05
Exhibit 3-13: Efficiency Calculation Template for Waste Heat Boilers
Page 29 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
The calculation template and sample trend chart for WHBs are presented in Exhibits 3-13 and 3-14. The consistency checking method is illustrated in Exhibit 3-15. It should be obvious there is a metering problem from June 2004 to January 2005, as the generated steam cannot possibly exceed boiler feedwater flow. Exhibit 3-14: Sample Trend Chart for Waste Heat Boiler Efficiency
RTR Waste Heat Boiler 15-E293
120 100 80 60 40 20 0
Thermal Eff, %
Stm / BFW mass frac
Ja n0 Ja 4 n0 Fe 4 b0 M 4 ar -0 A 4 pr M 04 ay -0 Ju 4 n04 Ju lA 04 ug -0 Se 4 p0 O 4 ct -0 No 4 v0 De 4 c0 De 4 c04 Ja n0 Fe 5 b05 M ar -0 A 5 pr -0 M 5 ay -0 5
Ja n0 Ja 4 n0 Fe 4 b0 M 4 ar -0 A 4 pr M 04 ay -0 Ju 4 n04 Ju l-0 A 4 ug -0 Se 4 p0 O 4 ct -0 No 4 v0 De 4 c0 De 4 c04 Ja n0 Fe 5 b0 M 5 ar -0 A 5 pr -0 M 5 ay -0 5
Exhibit 3-15: Material balance Consistency Check for WHB
Steam - BFW mass balance
160% 140% 120% 100% 80% 60% 40% 20% 0%
Page 30 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
In case the steam is generated at saturated conditions (quite common in the case of WHBs) for use directly in a process application, there is a risk of steam hammer problems in the pipework due to condensation. To avoid this problem the steam should be blended back in to the main header or superheated, even if by only 20F, e.g., against flue gas from any nearby furnace. Examples of these two potential solutions are shown in Exhibits 3-16 and 3-17 (next page). In the worst case, some HP steam could be injected. Plant engineers should always be asking themselves if the results they see make sense, e.g., by comparing them against known industry standards. Consider, for example, the trend chart of Exhibit 3-12, which shows boiler efficiency values in excess of 90%. Examination of typical efficiency values for well operated boilers, as listed in Exhibit 3-18, should lead us to conclude that the input data are probably wrong, not that the boilers are working exceptionally well. Exhibit 3-18: Typical Boiler Efficiencies for Well-operated Boilers
Waste heat boilers, on the other hand, should have thermal efficiencies in the range of 95-99%, as the only losses are due to radiation and convection.
3.6
Steam Turbines
Steam turbines come in many different configurations: back-pressure (single exhaust pressure, > 1 atm) back-pressure (dual exhaust pressures, > 1 atm) condensing (exhaust < 1 atm) condensing (exhaust < 1 atm) with extraction (> 1 atm)
The most common steam turbine design used in industrial applications is the single-exhaust back-pressure type, because it is the most efficient thermodynamically.
Page 31 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 3-16: Blending Saturated Steam into Superheated Header
Exhibit 3-17: Superheating Saturated Steam against Hot Process Steam
Page 32 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
HP Steam
BPST
WORK
LP Steam
PROCESS
Two kinds of efficiency are important. One is the isentropic efficiency of the turbine, which is an indicator of how well the machine was designed to begin with, and its present mechanical condition. This machine efficiency is calculated as:
=
where H1 H2 H2 = = =
H1 H 2 H1 H 2 '
Enthalpy of HP inlet steam, Btu/lb Actual enthalpy of exhaust LP steam, Btu/lb Enthalpy of exhaust LP steam assuming isentropic expansion, Btu/lb
The other kind of efficiency is the overall or cycle energy efficiency, which is calculated as:
3413 x kw + W.H 2 W.H 1
Since enthalpy cannot be measured directly, it must be inferred from pressure and temperature measurements using a steam properties database. This is called Method 1. The recommended properties software is called SteamTab version 3, which is an Excel add-in software package, available for about $150 per copy from ChemicalLogic Corp (Woburn, Mass). It is also possible to manually read these properties off a Mollier Diagram, but this is not practical to do when calculating and trending results using a computer. Some plants have extraction steam turbines with two exhausts at medium and low pressure. The thermodynamic efficiency is calculated for each stage, and the overall efficiency is derived from the stage-efficiency results. A spreadsheet template for calculating isentropic steam turbine efficiency according to Method 1 is presented in Exhibit 3-19a. The template shown can be used for either single- or dual-exhaust turbines. Observe that there are two parallel calculation columns, entitled Approx and Exact. The Exact calculation requires the SteamTab software add-in to be installed on the computer being used. If it is not, then the Approx calculation results can be used.
Page 33 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 3-19a: Efficiency Calculation Template for Back-pressure Steam Turbines
Exhibit 3-19b: Overall Turbine Efficiency Calculation
Page 34 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
It may appear that there is not much difference in results between the two sets of data for the steam pressures selected, but if the pressures are significantly different, the Approx correlations may no longer be in such close agreement. The overall system (cycle) energy efficiency for this same turbine is shown in Exhibit 3-19b. Notice that the overall cycle efficiency is extremely high approaching 100%. This is typical of back-pressure steam turbines. Condensing steam turbines, by contrast, have overall cycle efficiencies in the range of 20-30%, which is why they should never be considered except in certain extreme conditions, e.g., for extremely remote locations where electrical power is either not available at all or is very expensive, or if the fuel is a waste material that requires disposal. The former condition exists only at Shaybah in Saudi Aramco facilities. The latter is unlikely to be encountered anywhere in the Kingdom within the foreseeable future. The isentropic efficiency is of more practical use from an operational viewpoint, because it provides a warning of developing mechanical problems. The cycle energy efficiency is more useful for design and decision-making purposes, such for calculating the process unit energy balance when conducting plant energy audits or choosing between project alternatives. Exhibit 3-20: Sample Trend Chart for Back-pressure Steam Turbine Efficiency
Steam Turbine Efficiency, HGP
82
80 Isentropic Efficiency, %
78
KT-361 KT-461
76
74
72 4/1/05
4/8/05
4/15/05
4/22/05
4/29/05
If the turbine is equipped with a torque meter it is possible to determine the actual power output directly, from which the overall energy efficiency can be calculated by energy balance. This is called Method 2. Most existing steam turbines in Saudi Aramco plants do not have such torque meters, but a revision to the standards is under consideration that will in the future require torque meters on all turbines larger than about 5 MW.
Page 35 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Energy efficiency for condensing type steam turbines cannot be calculated by method 1; only by method 2 (based on torque meter reading). Fortunately, the point is moot because as a matter of policy, the Company should not be using condensing turbines due to their extremely low cycle efficiency, as noted earlier.
3.7
Gas Turbines
Gas Turbines, also called Combustion Gas Turbines (CGTs) are widely used in Saudi Aramco plants, both as direct process drivers and as electrical power generators. Two kinds of energy efficiency are important the equipment efficiency, and the cycle efficiency (not the same as process efficiency, which is covered in the next section). The energy efficiency of individual components can be estimated using the methods of sections 3.2 and 3.6. This section focuses on cycle efficiency. A gas turbine is an internal combustion engine that operates on a thermodynamic cycle known as the Brayton cycle. The principal components consist of an air compressor, a combustion chamber, and a turbo-expander. Atmospheric air is drawn into the compressor and compressed to several times atmospheric pressure. The pressure of the compressed air is further increased by burning it in a confined space (the combustion chamber). The hot, pressurized combustion gases are then expanded through a series of stationary nozzles and rotating turbine wheel and blade assemblies, which results in rotation of the output shaft. The mechanical energy of the shaft rotation is used to drive the gas turbine compressor and gas turbine accessories, as well as the process load such as a generator, pump, or compressor. After giving up energy in expansion, the gases may be discharged directly to the atmosphere or to a heat recovery system. The flow of air, fuel, and combustion products through the gas turbine cycle is shown schematically in Exhibit 3-21. Exhibit 3-21: Basic Brayton Cycle Configuration
Page 36 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
The ideal Brayton cycle consists of the four processes that are shown on the pressure volume and temperature entropy diagrams in Exhibit 3-22. The points identified in Exhibit 3-22 correspond to the similarly labeled points on the turbine in Exhibit 3-21, and they indicate where the processes are occurring. Exhibit 3-22: Thermodynamic Representation of Basic Brayton Cycle
Page 37 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
There are several different variations of the Brayton cycle, and each has a different calculation procedure for determining the efficiency. Therefore a brief overview of cycle types and the governing thermodynamic equations is provided here as background. For additional details, the reader is referred to Saudi Aramcos PEDD course MEX-214. The Brayton cycle for power generation is usually employed in one of the following four configurations: Simple (or open) Regenerative Combined Cycle Steam Injection (Cheng Cycle)
Only the simple cycle and combined cycle configurations are currently used in Saudi Aramco plants. Nevertheless it is important to be aware of the other configurations in case they are used in the future. For the ideal simple cycle, the optimum pressure ratio to produce maximum net output is that for which the compressor discharge and turbine exhaust temperatures are the same. In real life, the pressure ratio at which maximum net work is produced is considerably lower, due to the effect of compressor and turbine inefficiencies and combustion section pressure drop. Consequently, the turbine exhaust temperature is considerably higher than the compressor discharge temperature. For example, the typical exhaust temperature in a heavy duty industrial turbine is about 1000F, while the compressor discharge temperature is only about 650F. Simple cycle energy efficiency can be increased by as much as 25% using a regenerator, which recovers some of the waste heat in the exhaust gas to preheat the compressor discharge air before it enters the combustor, as shown in Figure 3-23. Exhibit 3-23: Regenerative Configuration of Brayton Cycle
Page 38 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Although the regenerative cycle exhibits improved efficiency over the simple cycle, it is not widely used in industrial gas turbine applications because the recuperative heat exchanger required is invariably too large and expensive. In addition to capital cost, the large heat exchanger size offsets one of the main advantages of using a gas turbine, which is its compact size and small footprint. Pressure drops occurring through the heat exchanger further reduce the theoretical improvement in efficiency that could be obtained. The Combined Cycle is a combination of the Brayton cycle and the Rankine cycle, as illustrated schematically in Exhibit 3-24. Heat in the CGT exhaust is used to generate HP steam in a type of boiler called a Heat Recovery Steam Generator (HRSG). The HP steam is used to generate additional power in a condensing steam turbine according to the Rankine cycle. Exhibit 3-24: Combined Cycle Configuration
Because CGT exhaust usually contains about 15% oxygen, it is capable of sustaining combustion. This characteristic can be exploited to generate additional steam and power by employing supplementary firing in duct burners (not shown). Because much of the waste heat in the gas turbine exhaust is used, the efficiency of the combined cycle is considerably greater than that of the simple cycle, as follows: CC = GT + HRSGST - GTHRSGST
Page 39 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
where: GT HRSG ST = = = Gas turbine simple cycle efficiency Heat recovery steam generator efficiency Steam turbine cycle (Rankine cycle) efficiency
Thus, for example, the combined cycle efficiency of a plant that utilizes a 30% efficient gas turbine with a heat recovery steam generator that is 80% efficient and a 32% Rankine cycle efficiency will be: CC = 0.30 + (0.80)(0.32) - (0.30)(0.80)(0.32) = 0.479 = 47.9% This is typical, although advanced cycles have been reported with operating efficiencies in the range of 50-55% even under field conditions. One of the drawbacks of the combined cycle is that the efficiency drops off significantly at part load. Another is that the steam/power ratio is fixed. This makes it unsuitable for processes that have variable steam and power demands. For such applications, the Cheng cycle can be a better solution, as it has the flexibility to produce varying amounts of steam and power to match plant process loads (see Exhibit 3-25). This is accomplished by injecting a portion of the generated HP steam back into the combustion chamber, which is why it is also known as a Steam Injection Gas Turbine (or STIG). Most of the applications have been in the 2-12 MW size range, with process steam demands of 0-100 Klb/h. The drawbacks are (a) the water content of the injected steam is lost up the stack, which can becomes uneconomic when makeup water costs are high, and (b) higher maintenance costs due to increased corrosion of turbine internals. Exhibit 3-25: Schematic of Cheng (STIG) Cycle
It should be emphasized that the thermodynamic cycles described here are for power production only, whether mechanical or electrical. If the turbine exhaust gases are used for process heating, that is called cogeneration, which is covered in section 3.8. 3.7.1 Calculating Cycle Efficiency
The efficiency of the gas turbine is equal to the ratio of turbine power output to fuel heat input, as shown in the following equation:
T TA w net c p (TC TD TB + TA ) TC TD TB + TA = 1 D = = TC TB q c p (TC TB ) TC TB
Page 40 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Since the compression (A to B) and the expansion (C to D) are both isentropic in the ideal cycle of Exhibit 3-22, the pressure ratio for these two processes is the same, viz.
TB PB = TA PA
where: PB PA k = = =
k 1 k
TC TD
Compressor discharge pressure, psia or kPa abs Compressor inlet pressure, psia or kPa abs Cp/Cv = 1.4 for air (assumed to be constant)
The substitution of these variables in the efficiency equation results in the following equation:
= 1 PB TD P A
D k 1 k
T TA PB TA P A
k 1 k
= 1
1 PB P A
k 1 k
Thus, for the ideal simple cycle, the efficiency is a function only of the pressure ratio developed by the gas turbine compressor, and the performance of the compressor is extremely important in overall gas turbine efficiency. In the real simple cycle, turbine efficiency is also dependent on the turbine inlet temperature (Point C), and decreases as turbine inlet temperature increases for a given pressure ratio. Using the formula presented above for the efficiency of an ideal Brayton cycle, the calculated efficiency of an ideal cycle with a pressure ratio of 11.5 would be
= 1
1 11.5
1.4 1 1.4
= 0.5 = 50%
A real cycle that is operating at this pressure ratio might only have an efficiency of 30 32%, because of the following critical differences between the real simple cycle and the ideal cycle: In the real cycle, the compression in the compressor section and the expansion in the turbine are not isentropic due to compressor and turbine inefficiencies. Consequently the real cycle turbo-expander provides less power, and the compressor uses more. Compressor efficiency is especially important. For each 1% decrease in compressor efficiency, there is about a 1.5 to 2% reduction in net power output. Factors such as compressor fouling can rapidly reduce compressor efficiency. Because of the importance of compressor efficiency in overall CGT performance, compressor performance should be routinely monitored during operation so that corrective action, such as a compressor section water wash, can be taken in a timely manner.
Page 41 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
In the real cycle, a pressure drop through the combustion system between the compressor discharge and the turbine inlet occurs, which reduces the available pressure ratio for expansion across the turbine. Due to frictional resistance in the exhaust system ductwork, the gases do not exhaust at atmospheric pressure, but rather at a slightly higher pressure, typically about 4 to 10 inches WC (0.14 to 0.36 psi, or 1 to 2.5 kPa) above atmospheric. This exhaust pressure loss also contributes to a smaller pressure ratio that is available across the turbine. Each 4-inch WC increase in exhaust pressure results in a decrease of about 0.4% in both output power and efficiency. There are also inlet pressure losses due to the ducting and filters, and these losses are typically also about 4 inches WC (0.14 psi, or 1 kPa). Each 4 inch WC of inlet pressure drop results in a decrease of about 1.4% in output and 0.5% in efficiency. The properties of the air and combustion gases, CP and k, are not constant, but rather vary with temperature in a way that makes the real performance worse than the ideal predicted performance.
Exhibit 3-26 compares these differences on a T-S diagram. Exhibit 3-26: Comparison of Ideal and Real Brayton Cycle (Simple)
Page 42 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
The most common parameter for measuring thermal energy efficiency of a power generation cycle is the heat rate, defined as Btu of fuel input (usually HHV) per MW of net power generated. Net power is defined as the gross power output of the expander minus the parasitic power consumption of the air compressor and other essential components. The lower the heat rate, the more thermally efficient the machine.
Heat Rate =
Fuel Input, Btu/h F .HHV = Net Power Output, kw W
It is customary to measure the power output of the turbine in kilowatts (kW) if the turbine is used as a generator drive and horsepower (HP) if it is used as a direct mechanical drive for a pump or compressor. The two measures are related as follows: 1 HP = 0.7457 kW For power generation applications, the same manufacturer is generally responsible for supplying both the gas turbine and the generator as a set, and the power output is specified as the kW output at the generator terminals; therefore, the performance measured also includes the efficiency of the generator. Because large generators are generally very efficient (~ 98%), the measured performance is still mainly that of the gas turbine. For mechanical drive units, the power output is measured as the power delivered at the turbine shaft coupling to the driven piece of equipment, even if the same manufacturer is supplying the driven equipment; therefore, only the performance of the turbine is being measured. Measuring the power output of a gas turbine for a generator drive is straightforward, as the electric metering instrumentation measures electric power directly in kW. For mechanical drive turbines, SAES-K-502, Combustion Gas Turbines, requires that the load coupling be a torquemetering coupling designed for continuous operation. The shaft torque at the coupling is measured in ft-lb (Nm in SI units). The power output is then calculated as follows: HP = where: HP T N = = = shaft horsepower measured torque, ft-lb shaft rotational speed, rpm 2 NT 33,000
Since the theoretical minimum heat rate (at 100% efficiency) of any thermodynamic cycle is 3412.14 Btu/kwh, the thermal efficiency can also be expressed as:
3412.14 Heat Rate
These equations are general, and apply to all power generation cycles.
Page 43 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Industrial gas turbines normally are normally manufactured in certain standard sizes and for certain fixed design parameters, e.g.
Normally, the published design and performance parameters are for ISO conditions, defined to be: Parameter Suction air pressure Suction air temperature Suction air Relative Humidity Inlet pressure losses Exhaust pressure losses Gearbox and transmission losses Mechanical deterioration Assumption 14.7 psia 59F (15C) 60% none none none none
These conditions are almost never found in practice. Therefore the published ISO performance has to be re-rated at actual site conditions. The site ambient conditions to be used in calculating site turbine performance can be found in SAES-A-112, Meteorological and Seismic Design Data. The procedure for re-rating a turbine is described in the next section.
3.7.2
Turbine Performance Index
The recommended energy performance index for the turbine is
Cycle Efficiency Index =
Actual Heat Rate Design Heat Rate at Site Conditions
The actual heat rate over any operating period is easy to determine from measured power output and fuel consumption. The design heat rate at site conditions requires adjustment of the ISO heat rate for changing site conditions of temperature, pressure, humidity, and mechanical conditions, as described below. Since the power produced by a gas turbine is directly related to the mass flow through the machine, anything that reduces the density of the inlet air will reduce the mass flow through the machine and, as a result, the power output.
Page 44 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Inlet air temperature has the greatest impact on gas turbine performance. Gas turbine power output will decrease approximately 0.5 % for each 1F increase in inlet air temperature (0.9% for each 1C). This is because as the air temperature rises, the density of the air decreases, which results in reduced mass flow through the turbine. Also, the pressure ratio developed by the compressor will decrease, which results in a lower expansion ratio available across the turbine. The reduced pressure ratio results in lower turbine efficiency and therefore lower power output. Barometric pressure also has a significant effect on power output. At higher altitudes, the lower barometric pressure means lower air density, which results in reduced mass flow through the turbine and consequent reduction in gas turbine power output. However, there will be no net effect on overall turbine efficiency, as the benefit of lower discharge pressure (to atmosphere) will offset the penalty due lower suction pressure. Humidity variations generally have an insignificant minor effect on gas turbine performance and are usually neglected in performance calculations. For a given total atmospheric pressure, the density of the mixture decreases as the amount of water vapor in the air increases, resulting in reduced mass flow through the turbine and consequently lower power output. An increase in the amount of water vapor increases the heat capacity of the mixture also, which reduces the efficiency of the machine, but only very slightly. Turbine manufacturers provide curves, charts, or other data that show the effects of ambient conditions on gas turbine performance (see Exhibit 3-27 as an example).
Exhibit 3-27: Inlet Temperature Correction Factors (Typical)
Page 45 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Instead of charts, it may be more convenient for computerized calculations to use the following correlations that represent an acceptably accurate approximation for most industrial gas turbines: Temperature Correction factor for Power Output, TCFPWR = 1.22 0.375 (T/100) Temp Correction factor for Heat Rate, TCFHR = 0.9656 + 0.0304 (T/100) + 0.0473 (T/100)2 where T = ambient temperature, F The correction factors for changes in atmospheric pressure, generally due to altitude are more straightforward: Pressure Correction factor for Power Output, PCFPWR = PATM / 14.7 = Altitude (ft) /7500 Pressure Correction factor for Heat Rate, PCFHR = 1.0
Exhibit 3-28: Atmospheric Pressure (Altitude) Correction Factor
Page 46 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
As indicated earlier, the correction factors for humidity variations are very small, but can be estimated either from the chart or the equations given below. Humidity Correction factor for Power Output, HCFPWR = 1.008 - 0.1335 Y Humidity Correction factor for Heat Rate, HCFHR = 0.9976 + 0.373 Y where Y = absolute humidity, lb water vapor / lb dry air
Exhibit 3-29: Ambient Humidity Correction Factors
Obstructions to air flow in the inlet air path (inlet filters, silencers, and duct work) cause the total pressure at the compressor inlet to decrease, which reduces the gas turbine's power output in two ways. First, the lower density reduces the mass flow rate of the working fluid (air). Second, it causes a decrease in compressor discharge pressure, which in turn results in a lower turbine pressure ratio, and therefore power output. The decrease of the compressor inlet pressure also affects the heat rate. A lower turbine pressure ratio reduces thermal efficiency, which increases the heat rate. The magnitude of the inlet pressure correction as a percentage of machine rating will vary, generally being a larger percentage for smaller machines. Typically, a 4 in. H2O decrease in inlet air pressure will cause a 1.7% decrease in the turbine power output, a 0.7% increase in the heat rate, and a 2F increase in the exhaust temperature. Exhibit 3-30 shows the effect of inlet pressure loss on turbine power and heat rate.
Page 47 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 3-30: Inlet Pressure Drop Correction Factors
Page 48 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
In equation form, the correction factors for inlet pressure drop are: DPCFPWR = 1.0 P/250, and DPCFHR = 1.0 + P/625 where DP = inlet pressure losses, inches of water column Flow restrictions in the exhaust system (heat recovery equipment, silencers, and duct work) have a similar effect, for comparable reasons. Exhibit 3-31 shows the effect of outlet pressure loss on turbine power and heat rate; the corresponding equations for correction factors are: DPCFPWR = 1.0 P/600, and DPCFHR = 1.0 + P/590
Exhibit 3-31: Exhaust Pressure Drop Correction Factors
Page 49 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
SAES-K-502 requires a power correction factor for mechanical transmission losses as well, if applicable. A power correction factor will typically be a data item submitted by the turbine vendor for base load. For example, if the reduction gear has a 97.5% mechanical efficiency, the power correction factor would be 0.975. Since the mechanical transmission losses are a direct reduction of output for a given fuel flow, a heat rate correction factor can be calculated simply as the reciprocal of the power correction factor: 1/0.975 = 1.026 in the example cited. The vendors stated ratings are invariably for a brand new gas turbine. Some deterioration of performance occurs naturally with turbine operation due to mechanical wear. To account for this deterioration, SAES-K-502 requires that the following factors be applied: 0.90 for generator drive, both single shaft and multiple shaft units. 0.90 for mechanical drive - multiple shaft units. 0.85 for mechanical drive - single shaft units.
Gas turbine heat rate will also deteriorate (increase) as the turbine ages. The percentage change in efficiency or heat rate will typically be less than the percentage change in power output. No standard correction for heat rate deterioration is specified in SAES-K-502. If the engineer wants to predict future heat rate for the turbine, a percentage change equal to about one-half of the percentage change in output is a reasonable estimate. Finally, if any of the shaft-driven auxiliaries, other than those auxiliaries included in the turbine manufacturers rating, are driven by the turbine, the power they require must be subtracted from the turbine power output. Once all the correction factors have been determined, they are applied as multipliers to the ISO rated conditions, with the exception of the auxiliary power correction. The auxiliary power correction is subtracted from the turbine power output after the other corrections have been applied. Thus, the site rated power is calculated as follows: Site Rated Power = ISO Rated Power x Temperature Correction x Altitude Correction x Humidity Correction x Inlet Losses Correction x Exhaust Losses Correction x Transmission Loss Correction x Deterioration and Contingency Correction - Auxiliary Power
Site Rated Heat Rate = ISO Rated Heat x Temperature Correction x Humidity Correction x Inlet Losses Correction x Exhaust Losses Correction x Transmission Loss Correction x Deterioration and Contingency Correction
Page 50 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
3.8
Cogeneration Systems
An EPI trend chart for the cogeneration system at Abqaiq Plants is presented in Exhibit 3-32 as a sample. Observe that the heat rate is considerably lower than the typical value of 10,000 Btu/kwh for simple cycle gas turbine installations.
Exhibit 3-32: Heat rate Trend Chart for Cogeneration Facilities
Abqaiq Plants CGTs Energy Efficiency
8000 7000 6000 Heat Rate, Btu/kwh 5000 4000 3000 2000 1000 0 Jan. Feb. March April May June July Aug. Sep. Oct. Nov. Dec.
A detailed description of the methodology and instructions on how to calculate the net heat rate will be added during the next revision.
Page 51 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
4.0
PROCESS AREA EPIs
EPIs for Process Units and Process Areas are intended to measure the energy efficiency of an entire process system, rather than a single item of equipment. Examples of process units in an oil refinery are the Crude Distillation, Fluid Catalytic Cracking, Reforming, Hydro-treating, etc. Examples of process units in gas processing plants are Sweetening, Dehydration, and Sulfur Recovery. Examples of process units/areas in a GOSP are Degassing, Stabilization, Desalting, Dehydration and Gas Compression. The Solomon Energy Intensity Index (EII) for oil refining builds up the overall plant energy index from the energy indices for individual process units. The process unit EIIs are an acceptable measure of energy efficiency, provided that the data being used are accurate. No further model development work is required. All that each refinery has to do is calculate and monitor the EII values for the major energy-consuming process units. The CGEY Energy Efficiency Index (EEI) for gas processing, on the other hand, is formulated as Fuel Consumption per GPU for the entire plant, where:
This formulation cannot be disaggregated into EEIs for individual process areas such as inlets, stabilization, gas treating, DDPC, Sales Gas compression, and sulfur recovery. Therefore, the process area EPIs have to be computed on the basis of output from the HMB simulation model. Process area indices for E&P plants also have to be computed from HMB simulation model output, because there is no established industry-standard energy index for such process operations. In general, each process unit or area will have only two energy indices: a fuel index and a power index:
Page 52 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
FuelIndex =
FuelConsumption CapacityParameter
and
PowerIndex =
PowerConsumption CapacityParameter
In cases where the process unit uses both steam and direct fuel, it may be desirable to have three indices a process fuel index, a steam index (= boiler fuel index), and a power index. The energy consumed in the Utilities area of the plant and by common facilities (eg admin buildings, perimeter lighting) must be properly allocated to the process units. The process area indices are expressed in terms of a single capacity parameter, which should be chosen to represent the operating rate of each process area e.g., combined feed gas flow, combined condensate flow, sweet wet gas, sweet dry gas, sales gas, or dry crude oil flow. The process areas do not have a cost index, as the capacity parameter is not a distinct salable product.
4.1
Solomon EII for Oil Refining
All Saudi Aramco refineries subscribe to the benchmarking service from Solomon Associates (Dallas, Texas). As a subscriber, Saudi Aramco has access to their proprietary equations and calculation procedures, which have been encoded into an Excel spreadsheet available from the Energy Systems Unit of Consulting Services Department in Dhahran. The basic data required are shown in Exhibit 4-1a. The calculation for Complexity Factor is shown in Exhibit 4-1b. The EII calculations for the process units are shown in Exhibit 4-1c.
Exhibit 4-1a: Basic Data for Solomon EII Calculation
Exhibit 4-1b: Calculation of Complexity Index
Page 53 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 4-1c: Solomon EII Calculation Template
Page 54 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
To effectively use the EII for process efficiency improvement, we should monitor the EII of each unit preferably every shift, but at least on a daily basis. The EII should be calculated for each set of data (easily done using a macro). Once done, however, the results can be archived for future reference as a flat file, so that the calculation does not have to be repeated for past periods. A sample trend chart of monthly data is shown in Exhibit 4-2.
Exhibit 4-2: Sample EII Trend Chart
Whole Refinery
180 160 140 120 Solomon E I 100 80 60 40 20 0 2/13/02
A ctual Index Wo rld's B est
5/24/02
9/1/02
12/10/02
3/20/03
6/28/03
4.2
Process EPIs for Gas Operations
Saudi Aramco has five gas-processing plants (some with NGL recovery and some without) and two NGL fractionation plants. Fairly accurate spreadsheet-based HMB simulation models have been developed by the GO Technical Support Department (Center of Excellence) in Dhahran. These models require only basic feed rate, product flow, and process configuration data as input, from which they can compute all internal streams with a very high degree of accuracy. The model is effectively an inferential meter, in which the unknown parameter (usually a flow) is inferred by calculation from known accurate values of other parameters using conservation laws. It is recommended that these computed internal stream flow rates be used for calculating the EPIs rather than the actual metered values, as the inferred values are far more reliable. The process area indices are designed to monitor the energy efficiency of groups of process units that together produce recognizable intermediate products such as sweet gas, dry gas, HP gas, etc., and whose capacities can be measured by the flow rate of those products. Each of these intermediate products is characterized by the allocated amount of energy for boiler fuel (for steam), direct process fuel (in furnaces), and electrical power.
Page 55 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 4-3: HGP Overall Block Flow Diagram (Typical)
CONFIDENTIAL
Page 56 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
The recommended procedure is as follows: Divide the plant into major process areas (as illustrated in Exhibit 4-3) which have clearly defined feeds coming from other process units and clearly defined intermediate products that go to other units. These process areas may include more than one process unit, or may be only part of a process unit. Use feed and product data (flow rates, compositions, temperatures, pressures) and flow rates + concentrations of key intermediate streams from the PI system to run the steadystate HMB simulation models developed by GO. Extract the capacity parameters. Extract the steam and fuel consumption calculated by the simulation model. Convert steam usage to proportional fuel usage in the boilers. Add the fuel for steam plus direct fuel use in the process unit (area) to get the total fuel consumption. Divide this number by the selected capacity parameter to get the Fuel Index. These models do not currently calculate the power consumption. Instead they allocate total measured plant power import to each unit based on installed motor HP. This is not acceptable for calculating the power indices. The recommended procedure is to calculate the power consumption of the major compressors and pumps from PI data using the equipment spreadsheet models described in sections 3.1 and 3.2. Let us say that the total is X megawatts, and that the measured total power import is Y megawatts. Then the balance of unallocated power usage for the process units is (Y-X) megawatts. This amount must be allocated to each process unit based on installed HP of non-major equipment. The allocated and calculated power consumption for each unit is then totaled, and used to compute the Power Index.
Sample results for HGP following this approach are presented in Exhibit 4-4. These indices clearly indicate which units are the major energy consumers, and can pinpoint specific areas of the plant that need attention both in terms of operating problems and opportunities for major cost reduction; in short they provide actionable information not available from the CGEY indices.
Exhibit 4-4: Process Area EPIs for HGP, April 2005
The plant HMB simulation models are quite complex and not practical to display in toto; but sample input data screens are shown in Exhibits 4-5a and 4-5b. The output from this simulation model is used as the input for the EPI model, which has to be run in batch mode (off-line) for each set of data. It is not possible to run the EPI model using live data, as the measured input parameters will be changing continuously, and they will not be mutually consistent.
CONFIDENTIAL
Page 57 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 4-5a: Primary Input Data to HMB Simulation Model
CONFIDENTIAL
Page 58 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 4-5b: Additional Input Data for HMB Simulation Model
Sample output data and trend charts from the EPI model are shown in Exhibits 4-6 and 4-7.
Exhibit 4-6: Sample Output Data from EPI Model
CONFIDENTIAL
Page 59 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 4-7a and b: Sample Trend Charts for Process EPIs
Stabilizer Area Indices 22.0 1100
MMBtu/MB Condensate Feed
21.8
1060
kwh/MB Cond Feed
21.6
1020
21.4
980
21.2
Fuel Index Power Index
940
21.0
5/1 5/8 5/15 5/22 5/29
900
Sulfur Recovery Unit Indices 10 60
8 Fuel Indices, MMBtu/tonne
56 Power Index, kwh/tonne
Boiler Fuel Process fuel Power
52
48
44
0 5/1 5/8 5/15 5/22 5/29
40
CONFIDENTIAL
Page 60 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
4.3
Process EPIs for GOSPs
Although relatively simple in terms of process complexity when compared to oil refineries or gas processing plants, GOSPs consume a huge amount of energy. The companys experience at Abqaiq and Safaniya Onshore Producing Plants has shown that there is significant potential for economically feasible energy cost savings, and that the EPIs are well worth monitoring. The recommended procedure is identical to that described for Gas Plants in section 4.2, except that HMB models are generally not available. Therefore, we can either use reconciled data directly from the PI (Plant Information) system, or HMB models must be developed from scratch. The EPIs for Safaniya Onshore Plants are described here as a guide. The block flow diagram for Safaniya is typical of large GOSPs, except that some may include oil stabilization, and others may have a lower degree of gas processing.
Exhibit 4-8: Block Flow Diagram for Safaniya Onshore Plants
We can choose the process areas in various degrees of detail. For example, Exhibit 4-9 shows a slightly more detailed version of Exhibit 4-8. The Safaniya EPI team decided to divide the plant into three process areas, shown below. However, they could have elected to choose six, by breaking the Gas Plant into Inlets, DDPC, and Compression. Process area AH GOSP trains AM GOSP trains Gas Plant Capacity Parameter Dry AH crude oil product Dry AM crude oil product Sweet dry gas to pipeline
CONFIDENTIAL
Page 61 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 4-9: Simplified Process Flow Diagram for Safaniya Onshore Plants
CONFIDENTIAL
Page 62 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Safaniya Plants has an extensive PI data system. The raw data flow and energy consumption for each process area must be compiled on a daily basis. Ideally these data should be checked for consistency by going through a formal Data Reconciliation procedure, but this is timeconsuming to do manually, and not practical without installation of sophisticated software. Nonetheless, a quick data consistency check for material balance is easy to do, as illustrated in Exhibit 4-10, and should be done.
Exhibit 4-10: Daily Average Feedstock and Product Flow Rates (from PI)
The raw flow data show that more dry AH product is being produced than wet feed (including water) is coming in a clearly impossible situation. This is a red flag to the process engineer that the data being collected in PI is not to be trusted, and requires manual investigation to correct the error. The material balance for AM crude, on the other hand is totally consistent. They show a yield of around 95%, which is consistent with the observation that approximately 5% of the incoming wet crude (expressed on a water-free basis) flashes off as gas due to pressure let down. Once the data are reconciled, meaningful EPIs can be calculated, and be used as the basis for troubleshooting or identifying areas of opportunity for energy efficiency improvement. The EPI calculations and trend charts for the gas plant are shown in Exhibits 4-11 and 4-12, as samples.
CONFIDENTIAL
Page 63 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 4-11: Weekly Process EPIs for Gas Plant (R-74), sample calculations
Exhibit 4-12: Weekly Process EPIs for Gas Plant (R-74), trend chart
Safaniya Gas Plant (#R-74) Energy Indices
Power Index , MWH/MMscf Combined Feed 0.70 Fuel Index , Btu/scf of Combined Feed 0.60 0.50 0.40 0.30 0.20 0.10 0.00 1/1 2/1 3/1 4/1 5/1 6/1 7/1 8/1 9/1 10/1 11/1 12/1 Fuel Index Pow er Index 7 6 5 4 3 2 1 0
It is not enough to merely report these EPI trends; they need to be analyzed and interpreted correctly. For example, it may be observed that there is no correlation with the ambient temperature, and some times the fuel and power indices more in parallel, and other times not. What does this tell us? It is the answers to such questions that will lead to process insights and point the way towards efficiency improvement.
CONFIDENTIAL
Page 64 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
5.0
PRODUCT EPIs
While the concept of product EPIs is general, their usefulness and details of practical application vary by industry and process type. For oil refineries, the Best Practice committee (energy team) has decided that the Solomon Energy Intensity Index (EII) for the overall refinery, as described in section 4.1, is satisfactory for their needs and will continue to be followed. Therefore new product EPIs will not be developed. For the gas processing plants, Saudi Aramco currently subscribes to the plant benchmarking service offered by Cap-Gemini Ernst & Young (CGEY), which includes their overall Energy Efficiency Index. This will continue to be used for comparing Saudi Aramco plants against global competitors in the gas industry. However, they are in agreement that it would be useful to be able to determine the energy efficiency of producing individual products in addition. The objective of the product EPIs described here is to fulfill that need. As there is no industrywide standard for energy performance monitoring of GOSPs, pipelines, and other E&P facilities, the new product EPIs should be developed for them as well.
5.1
Methodology
The basic concept underlying EMSCs model for Product EPIs is to properly allocate energy consumption in each of the process units to the appropriate product. There are many possible allocation strategies by volume, by market value, by Btu content, by value-added, etc. We have chosen the value-added method, because it yields the most meaningful and actionable results, and is consistent with the approach used to calculate financial and other corporate KPIs.
Exhibit 5-1: Process Diagram for Value-Added Allocation Procedure
Waste W Product A
Feed F
PROCESS UNIT 1
E1
Intermediate
PROCESS UNIT 2
E2
Byproduct B
Energy input E
CONFIDENTIAL
Page 65 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Step one, as always, is to produce simplified Process Flow Diagrams (PFDs) and a validated Heat and Material Balance simulation model. Once the material and heat balances have been determined, the Value-Added allocation procedure is applied to calculate the overall product EPIs using the equations cited below. Although these equations are presented for only a single stream in each of the categories feed, product, byproduct, waste, and energy input, they can be easily generalized to the case where there are multiple streams in these categories. F = A+B+W E = E1 + E2 + ES = EA + EB
XA =
A ; FW
XB =
B FW
VB = B.CB XB.(F.CF)
VA = A.CA XA.(F.CF);
VA EA = V +V .E; B A
PA = VA EA;
VB EB = V +V .E B A
PB = VB EB
A, B, F, and W are the mass flow rates for product, byproduct, feed, and waste streams. CA, CB, and CF are the product sales prices/values and feedstock cost respectively. XI = Mass fraction of F that becomes product I. VI = gross value added by product I. EI = amount of energy allocated to product I. En = amount of energy consumed by process unit n ES = combined energy consumed by other site facilities unrelated to a specific process unit. PI = net value added (or profit) from sales of product I = gross value added minus the allocated energy cost. For our purposes, a product is defined as any desired output from the process which makes a profit, ie PA > 0. Sales gas and condensate fall into this category. A byproduct is defined as an unavoidable output from the process of making a product, which does have some market value, but which may or may not make a profit, for example sulfur. In cases when PB < 0, the energy allocations to the product and byproduct should be adjusted such that PB = 0, i.e., we set EB = VB, and EA = E VB These are the adjusted energy allocations that should be used. One additional clarification is in order. A waste stream is defined as that portion of the feed stock that does not eventually become product or byproduct, and includes streams such as flare gas and off-spec (unsalable) product that can only be used as fuel. It should be noted that the
CONFIDENTIAL
Page 66 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
allocation procedure does not make use of E1 and E2. This is not an oversight; it is a deliberate simplification in which the energy consumption for the plant as a whole (including non-process users such as buildings, site lighting, etc.) is distributed rationally among the profit-making products. The proposed model gives reasonable and meaningful results for all combinations of cost scenarios, assuming that 0< CF < CA, CB):
There is a more sophisticated version of this procedure, which considers each process unit to be a self-standing plant, treating intermediate streams as products from upstream units and feedstocks to downstream units. Energy consumption is accrued for each product as it passes through the various units and ultimately shows up in the product tanks. Although rigorously more correct, it is also much more complicated, and difficult to implement. Accordingly, a policy decision was made to adopt the simplified approach. Perhaps, at some later date, after all the business lines have implemented the simplified EPI models, the EMSC might consider recommending an upgrade to the more rigorous models. The mathematical model of the plant required to calculate the EPI does not necessarily follow the process unit modular structure. Rather, the goal is to set up a sequence of modules that are punctuated by splits and mixes in various intermediate streams in such a way that they can be easily attributed to a specific product. In some cases, therefore, we may group multiple process units together into a module, and in other cases, a process unit may be sub-divided into a number of sub-systems, or even individual items of equipment. The structure of the overall EPI model for JGP is shown in Exhibit 5-2 for illustrative purposes. The heat and material balance is determined using simulation models. It does not matter which software platform (Hysys, Excel, AspenPlus, PIMS, etc.) is used as long as it provides consistent and accurate results. Fortunately, validated spreadsheet-based models have been developed for all Gas Plants by the Gas Operations Center of Excellence in Dhahran, and are freely available to all proponent facilities. They have switches to turn process units or equipment on and off, closely following actual plant operations. For E&P facilities, rigorous HMB models using Hysys are currently being developed by Process & Control Systems Department (P&CSD) for all major GOSPs. Validation is expected to be completed by mid-2006. For pipelines, SWID, and production wells, HMB models do not currently exist, and will have to be developed by each proponent facility.
CONFIDENTIAL
Page 67 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 5-2: EPI Model Structure for JGP
The major input data for these models are the inlet flow rates, pressures, and compositions. In addition we need measured steam flow rates for individual users, and fuel consumption for the boilers, fired heaters, and thermal oxidizer. Regarding electrical power, current practice in Company plants is to meter only the total power imported from or exported to the national grid; consumption by individual equipment or process unit is not measured. The power consumption in individual process units can be approximated by allocating the total imported power in proportion to the horsepower of the running motors and equipment in that area. The calculated product flow rates are compared against measured values by the custody flow meters to ensure that there are no major errors. For intermediate streams, we recommend using calculated flows from the model rather than metered values, as the former are considered to be more reliable.
5.2
Example - Oil Refineries
The oil refineries are already calculating and reporting their Solomon EIIs on a monthly basis, and have had the capability to do so for several years. Reported results for the past years are presented in Exhibit 5-3.
CONFIDENTIAL
Page 68 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 5-3: Reported Solomon EIIs for Saudi Aramco Refineries
Refinery Energy Indices
140 120 100 Solomon EII 80 60 40 20 0 1999 2000 2001 2002 2003 2004
RTR RR JR RB R YR
5.3
Example Juaymah Gas Plant
Exhibits 5-4 through 5-8 show the spreadsheet calculations for the JGP product EPI model, to illustrate the general computational approach and procedure.
Exhibit 5-4: Design Basis (Data and Assumptions)
CONFIDENTIAL
Page 69 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 5-5: Material Balance Model*
* stream numbers refer to Exhibit 5-2
CONFIDENTIAL
Page 70 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Note that the calculated total production matches total feed inputs to the plant, which it must.
Exhibit 5-6: Measured Energy Input Data
Exhibit 5-7a and b: Intermediate Calculations Value-Added
CONFIDENTIAL
Page 71 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 5-8: Calculated Product EPIs
All these calculations have to be done for each set of data. The recommended time interval is 1 day (24 hours). A macro can be set up within Excel to collect data over 1-day intervals for any desired period, say 6 months to a year, and provide an output table listing each product EPI on a daily basis. Of course PI tag numbers have to be provided for referring to the correct data values, per Exhibit 5-9.
Exhibit 5-9: Sample Specification of PI Tag Numbers for Data Collection
CONFIDENTIAL
Page 72 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Sample product EPIs on a monthly basis for 6 months in 2002 for the two grades of butane product are illustrated in Exhibit 5-10. They show very clearly that almost as much energy is required for refrigerating the product during storage as in producing it. Therefore one way to reduce energy costs would be to minimize the residence time of product in the storage tanks through better inventory management. Such actionable insights cannot be gained from the feed-based indices offered by CGEY or Purvin & Gertz.
Exhibit 5-10: Sample Trend Charts for Butane Product EPIs
C4 - New Fuel Index
120 100 80 60 40 6000 5000 4000 kwh / bbl 3000 2000
C4 - New Power Index
K Btu / bbl
Un-Refg
20 0
Refg (export) Nov Dec Jan Feb Mar April
1000 0 Nov
Un-Refg Refg (export)
Dec Jan Feb Mar April
C4 - Total Energy Cost Index 1.60 1.40 1.20 1.00 $ / bbl 0.80 0.60 0.40 0.20 0.00 Nov Dec Jan Feb Mar April Refg (export) Un-Refg
CONFIDENTIAL
Page 73 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
6.0
ON-LINE IMPLEMENTATION
This final section deals with how to make the EPI results accessible to operators, engineers, and management. Abqaiq Plants and Hawiyah Gas Plant (HGP) have been the pioneers in implementing their EPIs on-line and making them available through their web-site. Abqaiq Plants rolled out their EPIs in 2004, and HGP in 2005. The Abqaiq Plants performance monitoring system is a comprehensive implementation of performance indices, which goes beyond just energy efficiency. It took a team of three highly qualified and senior engineers approximately 3 years to develop and implement the system from beginning to end. Being the first of its kind, this included a lot of learning time through trial and error. Fortunately, we have their experience to guide us. All employees with intranet access can view these indices on-line by going to http://amis
Exhibit 6-1: Main Page of Abqaiq Plants EPI Web-site
This is the main menu that lists all available process KPIs (there is another similar menu for Maintenance KPIs and Balanced scorecard KPIs). To get further details on the item of interest, e.g., Energy Usage, just click on it. This will display the trend chart for the default period (previous 2 days), as in Exhibit 6-2. If you want to see the trend charts for some other period, click on the Index Tag Name, enter the desired start and finish dates, and you will see a chart such as Exhibit 6-3.
CONFIDENTIAL
Page 74 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 6-2: Details of Energy Usage Index (Abqaiq)
Exhibit 6-3: Energy Usage Trend Chart for User Specified Period (Abqaiq)
CONFIDENTIAL
Page 75 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
The EPI deployment at HGP took considerably less time, about 2 man-months for off-line model development, and another 2 man-months for online implementation (data conditioning and webpage design/programming): (a) (b) (c) (d) Writing logic (into Excel cells) for detection of gross errors in measured PI data Selection and specification of default values, when PI data were determined to be in error Web-page design and programming Testing and sorting out IT communication protocols
Sample screen shots are provided in Exhibits 6-4 to 6-8 for illustrative purposes.
Exhibit 6-4: Main Page of HGPs EPI Web-site
Any authorized company employee can access HGPs departmental web-site via the intranet by typing http://hgpis to reach the page where key departmental performance parameters (feed rates, production rates, energy consumption, etc.) are listed, as shown in Exhibit 6.4.
CONFIDENTIAL
Page 76 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
The user can view the instantaneous EPIs for any product (e.g., Exhibit 6-5), any process (e.g., Exhibit 6-6) or any equipment (Exhibit 6-7), by clicking on the appropriate button. There is a button ( ) next to each index name which will display the trend chart for that EPI over any specified period (e.g., February 26th to 28th) and sampling interval (e.g., two hours) as shown in Exhibit 6-8 for Sales Gas Cost EPI.
Exhibit 6-5: Instantaneous Product EPIs (Sample)
Exhibit 6-6: Instantaneous Process EPIs (Sample)
CONFIDENTIAL
Page 77 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
Exhibit 6-7: Instantaneous Equipment EPIs (Sample)
Exhibit 6-8: Product EPIs Trends (Sample)
CONFIDENTIAL
Page 78 of 79
Document Responsibility: CSD/ESD/Energy Systems Unit Issue date: 19 March 2006 Next Update: 19 March 2009
SABP-A-004 Energy Performance Indices
19 March 2006
Revision Summary New Saudi Aramco Best Practice.
CONFIDENTIAL
Page 79 of 79
You might also like
- SABP-A-044-rev.2 (Dec. 2017)Document36 pagesSABP-A-044-rev.2 (Dec. 2017)mallesh100% (1)
- Sabp A 066 PDFDocument26 pagesSabp A 066 PDFWalid MegahedNo ratings yet
- Sabp A 062 PDFDocument19 pagesSabp A 062 PDFWalid Megahed100% (1)
- Sabp A 012Document92 pagesSabp A 012sethu1091No ratings yet
- Best Practice: Quick Energy Assessment Methodology For Energy Efficiency OptimizationDocument54 pagesBest Practice: Quick Energy Assessment Methodology For Energy Efficiency Optimizationsethu1091100% (1)
- Sabp Z 032Document20 pagesSabp Z 032Hassan MokhtarNo ratings yet
- Sabp A 023 PDFDocument44 pagesSabp A 023 PDFWalid MegahedNo ratings yet
- Challenges To Improve Energy Efficiency in Oil Refineries When Modernizing Electric Motor Systems (Final)Document20 pagesChallenges To Improve Energy Efficiency in Oil Refineries When Modernizing Electric Motor Systems (Final)Tarek El-shennawyNo ratings yet
- Sabp G 005Document7 pagesSabp G 005jogiyajee100% (1)
- Sabp A 009Document208 pagesSabp A 009sethu1091100% (2)
- Sabp A 011Document27 pagesSabp A 011aamirtec301No ratings yet
- LCC 001Document4 pagesLCC 001Abdul Rahim Shaikh100% (1)
- Sabp A 033B PDFDocument11 pagesSabp A 033B PDFINSTECH ConsultingNo ratings yet
- Sabp Z 032Document20 pagesSabp Z 032Eagle SpiritNo ratings yet
- Sabp Z 018Document23 pagesSabp Z 018Eagle SpiritNo ratings yet
- Energy and The New Reality, Volume 2: C-Free Energy Supply Chapter 9: Carbon Capture and StorageDocument80 pagesEnergy and The New Reality, Volume 2: C-Free Energy Supply Chapter 9: Carbon Capture and StorageImane ARNo ratings yet
- Sabp Z 034Document14 pagesSabp Z 034Hassan Mokhtar100% (1)
- Sabp A 060 PDFDocument24 pagesSabp A 060 PDFWalid MegahedNo ratings yet
- Sabp D 002Document16 pagesSabp D 002engforever AdnanNo ratings yet
- Sabp G 010Document9 pagesSabp G 010shyamNo ratings yet
- Sabp Z 018Document23 pagesSabp Z 018Hassan MokhtarNo ratings yet
- Attach 4 RAM Analysis ReportDocument51 pagesAttach 4 RAM Analysis ReportLisbeth Roos RoosNo ratings yet
- Sabp A 028 PDFDocument36 pagesSabp A 028 PDFWalid Megahed100% (1)
- Sabp P 002 PDFDocument15 pagesSabp P 002 PDFAnonymous evKjt4OeENo ratings yet
- Sabp Z 046Document62 pagesSabp Z 046Hassan MokhtarNo ratings yet
- Best Practice: Load Management For Energy Efficiency: Heat Transfer EquipmentDocument75 pagesBest Practice: Load Management For Energy Efficiency: Heat Transfer Equipmentsethu1091No ratings yet
- !indx SabpDocument1 page!indx SabpRaheleh JavidNo ratings yet
- Proper Steam Turbine OperationDocument32 pagesProper Steam Turbine OperationBalasubramanian C100% (1)
- Reee 002Document15 pagesReee 002Imran Nawaz MehthalNo ratings yet
- Rbi RBMDocument12 pagesRbi RBMn73686861No ratings yet
- Sabp Z 017Document72 pagesSabp Z 017Salvatore MasalaNo ratings yet
- Mex 21301Document47 pagesMex 21301Yousef Adel HassanenNo ratings yet
- RAM Planning TemplateDocument7 pagesRAM Planning Templatepradit danielNo ratings yet
- Fyp Dissertation - 16253Document73 pagesFyp Dissertation - 16253Salsabila Nurjihan50% (2)
- Benchmarking Oil and Gas IBPDocument7 pagesBenchmarking Oil and Gas IBPDhanes PratitaNo ratings yet
- Managing A Condition Monitoring Program: Get The Monitoring Right!Document9 pagesManaging A Condition Monitoring Program: Get The Monitoring Right!Michaelben Michaelben100% (1)
- Sabp G 003Document9 pagesSabp G 003philipyap100% (1)
- SCE Develops Blower Testing Standard to Identify Energy Efficient ModelsDocument13 pagesSCE Develops Blower Testing Standard to Identify Energy Efficient ModelsChokri ChakiirNo ratings yet
- Saes A 014 PDFDocument20 pagesSaes A 014 PDFSuman TamilselvanNo ratings yet
- Siemens Best Practices For Flare QRA Tools PDFDocument11 pagesSiemens Best Practices For Flare QRA Tools PDFDharmadasNo ratings yet
- Bioresource Technology: SK Arafat Zaman, Sudip GhoshDocument13 pagesBioresource Technology: SK Arafat Zaman, Sudip GhoshMuhammad Farizan PraeviaNo ratings yet
- SAP PM TrainingDocument163 pagesSAP PM TrainingBharaneeNo ratings yet
- ELSMT01Document7 pagesELSMT01dennisplazaNo ratings yet
- Sabp Z 064Document33 pagesSabp Z 064Hassan MokhtarNo ratings yet
- Saep 42 PDFDocument11 pagesSaep 42 PDFRami ElloumiNo ratings yet
- Tender8831 PDFDocument123 pagesTender8831 PDFsumitNo ratings yet
- Sabp F 005Document17 pagesSabp F 005Eagle SpiritNo ratings yet
- Control TechnologiesDocument51 pagesControl TechnologiesrajuNo ratings yet
- Exxon IP 10-3-4 Axial Compressors For Air ServiceDocument7 pagesExxon IP 10-3-4 Axial Compressors For Air ServiceGilvan SilvaNo ratings yet
- 34 Samss 619Document14 pages34 Samss 619naruto256No ratings yet
- Sabp G 008Document78 pagesSabp G 008Mahesh Kumar100% (1)
- Aramco StrategyDocument43 pagesAramco Strategysajid789100% (2)
- Aspen Utilities - Refinery EngineersDocument72 pagesAspen Utilities - Refinery EngineersUrcan GeorgianaNo ratings yet
- Sabp Z 002Document5 pagesSabp Z 002Eagle SpiritNo ratings yet
- Ammonia & Urea Plant Energy Consumption Calculation: January 2015Document5 pagesAmmonia & Urea Plant Energy Consumption Calculation: January 2015IRON MANNo ratings yet
- Elsmt01d 0604Document3 pagesElsmt01d 0604danorcNo ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- A2A Training Modules 1 To 3Document54 pagesA2A Training Modules 1 To 3Jose DenizNo ratings yet
- Economic Dispatch With Maximum ProfitDocument16 pagesEconomic Dispatch With Maximum ProfitAJ AldiNo ratings yet
- 3 079 16 - TherkelsenDocument11 pages3 079 16 - Therkelsenmohanad.taimourNo ratings yet
- Manual Overlay WeldingDocument8 pagesManual Overlay Weldingaamirtec301100% (2)
- 00 Saip 72Document6 pages00 Saip 72aamirtec301No ratings yet
- Inspection Procedure: 00-SAIP-51 31 August, 2004 Electrical Inspection Document Responsibility: Inspection DepartmentDocument5 pagesInspection Procedure: 00-SAIP-51 31 August, 2004 Electrical Inspection Document Responsibility: Inspection Departmentaamirtec301No ratings yet
- Inspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection DepartmentDocument8 pagesInspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection Departmentaamirtec301100% (1)
- Notes:: FORMERLY STD. DWG. AA-036072 SHT. 001 REV. 04Document1 pageNotes:: FORMERLY STD. DWG. AA-036072 SHT. 001 REV. 04aamirtec301No ratings yet
- Inspection Procedure EDRDocument8 pagesInspection Procedure EDRaamirtec301No ratings yet
- 00 Saip 06Document4 pages00 Saip 06YongBolitz Vbfz100% (1)
- Inspection Procedure: 00-SAIP-71 31 January 2005 Plant Inspection Index Document Responsibility: Inspection DepartmentDocument21 pagesInspection Procedure: 00-SAIP-71 31 January 2005 Plant Inspection Index Document Responsibility: Inspection Departmentaamirtec301No ratings yet
- Inspection Procedure EDRDocument8 pagesInspection Procedure EDRaamirtec301No ratings yet
- 00 Saip 73Document8 pages00 Saip 73imrankhan22No ratings yet
- Straightening Vane Assembly Isometric View of Vane: Vane and Spool Piece DimensionsDocument1 pageStraightening Vane Assembly Isometric View of Vane: Vane and Spool Piece Dimensionsaamirtec301No ratings yet
- 00 Saip 06Document4 pages00 Saip 06YongBolitz Vbfz100% (1)
- Shop Applied Internal Cement Mortar Lining SpecDocument5 pagesShop Applied Internal Cement Mortar Lining SpecansarimehmoodNo ratings yet
- Notes:: FORMERLY STD. DWG. AA-036072 SHT. 001 REV. 04Document1 pageNotes:: FORMERLY STD. DWG. AA-036072 SHT. 001 REV. 04aamirtec301No ratings yet
- Double Tee To Double Tee Plan: Reference DrawingsDocument1 pageDouble Tee To Double Tee Plan: Reference Drawingsaamirtec301No ratings yet
- 01 Samss 034Document18 pages01 Samss 034aamirtec301No ratings yet
- Notes:: FORMERLY STD. DWG. AA-036072 SHT. 001 REV. 04Document1 pageNotes:: FORMERLY STD. DWG. AA-036072 SHT. 001 REV. 04aamirtec301No ratings yet
- Da 950092 001Document1 pageDa 950092 001aamirtec301No ratings yet
- Quality Plan TempDocument216 pagesQuality Plan Tempaamirtec301100% (1)
- Material List: X 00 M88 1 3 DA-950068Document1 pageMaterial List: X 00 M88 1 3 DA-950068aamirtec301No ratings yet
- 01 Samss 017Document13 pages01 Samss 017Alin Tomozei100% (1)
- 8 Man Hammam Plumbing Plans and DetailsDocument1 page8 Man Hammam Plumbing Plans and Detailsaamirtec301No ratings yet
- 01 Samss 017Document13 pages01 Samss 017Alin Tomozei100% (1)
- Materials System Specification 09-SAMSS-096 High-Temperature Heat-Shrink SleevesDocument8 pagesMaterials System Specification 09-SAMSS-096 High-Temperature Heat-Shrink Sleevesaamirtec301100% (1)
- SAIC-A-2004 Rev 2Document2 pagesSAIC-A-2004 Rev 2aamirtec301No ratings yet
- 01 Samss 010Document12 pages01 Samss 010aamirtec301No ratings yet
- Sample Forms AWS, ASME and APIDocument14 pagesSample Forms AWS, ASME and APIaamirtec301No ratings yet
- 01 Samss 017Document13 pages01 Samss 017Alin Tomozei100% (1)
- 01 Samss 022Document6 pages01 Samss 022aamirtec301No ratings yet