You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Stonehell Dungeon 1 Down Night Haunted Halls (LL)Document138 pagesStonehell Dungeon 1 Down Night Haunted Halls (LL)some dude100% (9)
- Etextbook PDF For Pharmacology Connections To Nursing Practice 3rd EditionDocument61 pagesEtextbook PDF For Pharmacology Connections To Nursing Practice 3rd Editionkarla.woodruff22798% (45)
- Brahms Symphony No 4Document2 pagesBrahms Symphony No 4KlausNo ratings yet
- Naphon 2005Document11 pagesNaphon 2005Amoul DhahriNo ratings yet
- Chapitre3 Transfert de MatièreDocument21 pagesChapitre3 Transfert de MatièreAmoul DhahriNo ratings yet
- Experimental Investigations of Hybrid: Geothermal Water/solar Chimney Power PlantDocument19 pagesExperimental Investigations of Hybrid: Geothermal Water/solar Chimney Power PlantAmoul DhahriNo ratings yet
- Energy: F.J. Hurtado, A.S. Kaiser, B. ZamoraDocument12 pagesEnergy: F.J. Hurtado, A.S. Kaiser, B. ZamoraAmoul DhahriNo ratings yet
- Study On Forced Convective Heat Transfer in Curved Pipes (2no Report, Turbulent Region)Document23 pagesStudy On Forced Convective Heat Transfer in Curved Pipes (2no Report, Turbulent Region)Amoul DhahriNo ratings yet
- Forced Convection Boiling Inside Helically-Coiled TubesDocument15 pagesForced Convection Boiling Inside Helically-Coiled TubesAmoul DhahriNo ratings yet
- Clock For Time ManagementDocument5 pagesClock For Time ManagementSaadNo ratings yet
- Professor Arun S. Mujumdar: Journal Publications (Classified From 2007 2012)Document13 pagesProfessor Arun S. Mujumdar: Journal Publications (Classified From 2007 2012)Amoul DhahriNo ratings yet
- Forced U E Heat Transfer Curved Channel With A Square Cross in A SectionDocument19 pagesForced U E Heat Transfer Curved Channel With A Square Cross in A SectionAmoul DhahriNo ratings yet
- 11 Heat PDFDocument6 pages11 Heat PDFAmoul DhahriNo ratings yet
- Modelling of Spiral Coil Heat Exchanger: Model With Easy Simulation Using Ms-ExcelDocument7 pagesModelling of Spiral Coil Heat Exchanger: Model With Easy Simulation Using Ms-ExcelAmoul DhahriNo ratings yet
- 2003-DAI-Case Study of Solar Chimney Power Plants in Northwestern Regions of ChinaDocument10 pages2003-DAI-Case Study of Solar Chimney Power Plants in Northwestern Regions of ChinaAmoul DhahriNo ratings yet
- Energy Optimization of A Network of Exchangers-ReaDocument7 pagesEnergy Optimization of A Network of Exchangers-ReaAmoul DhahriNo ratings yet
- Simulation of Chemical Processes Subject in The Chemical Engineering DegreeDocument19 pagesSimulation of Chemical Processes Subject in The Chemical Engineering DegreeAmoul DhahriNo ratings yet
- 376 FTPDocument16 pages376 FTPAmoul DhahriNo ratings yet
- 1 s2.0 S0017931006004650 Main PDFDocument8 pages1 s2.0 S0017931006004650 Main PDFAmoul DhahriNo ratings yet
- A Study of Solar Chimney Coupled To Spiral Heat Exchanger: March 2016Document7 pagesA Study of Solar Chimney Coupled To Spiral Heat Exchanger: March 2016Amoul DhahriNo ratings yet
- In An Absorption Heat Transformer Optimal Water Purification Using Low Grade Waste HeatDocument8 pagesIn An Absorption Heat Transformer Optimal Water Purification Using Low Grade Waste HeatAmoul DhahriNo ratings yet
- Numerical Investigation of Horizontal PDFDocument7 pagesNumerical Investigation of Horizontal PDFAmoul DhahriNo ratings yet
- 1 s2.0 0017931078901382 Main PDFDocument10 pages1 s2.0 0017931078901382 Main PDFAmoul DhahriNo ratings yet
- 3DCT Power Point ExampleDocument2 pages3DCT Power Point ExamplePrashant VermaNo ratings yet
- Call For Members On Editorial Advisory BoardDocument3 pagesCall For Members On Editorial Advisory BoardAmoul DhahriNo ratings yet
- WindturbineDocument14 pagesWindturbineImran ShahzadNo ratings yet
- 1 s2.0 0890433294900191 MainDocument10 pages1 s2.0 0890433294900191 MainAmoul DhahriNo ratings yet
- Numerical Applications of TLLBM Part I: Flows in 2D Lid-Driven CavityDocument18 pagesNumerical Applications of TLLBM Part I: Flows in 2D Lid-Driven CavityAmoul DhahriNo ratings yet
- 2-D Navier Stokes Solution Lid-Driven Cavity Flow: V U HX, Yl I + V HX, Yl JDocument8 pages2-D Navier Stokes Solution Lid-Driven Cavity Flow: V U HX, Yl I + V HX, Yl JAmoul DhahriNo ratings yet
- Advertisement: National Institute of Technology, Tiruchirappalli - 620 015 TEL: 0431 - 2503365, FAX: 0431 - 2500133Document4 pagesAdvertisement: National Institute of Technology, Tiruchirappalli - 620 015 TEL: 0431 - 2503365, FAX: 0431 - 2500133dineshNo ratings yet
- The Time Machine Was First Published in 1984 As A Story Under The Name The Time Traveller in The National ObserverDocument1 pageThe Time Machine Was First Published in 1984 As A Story Under The Name The Time Traveller in The National ObservermarceNo ratings yet
- SAFE RC Design ForDocument425 pagesSAFE RC Design ForMarlon Braggian Burgos FloresNo ratings yet
- Guncha Arora: Professional Profile Career HistoryDocument1 pageGuncha Arora: Professional Profile Career HistoryNitin MahawarNo ratings yet
- Ismb ItpDocument3 pagesIsmb ItpKumar AbhishekNo ratings yet
- Functional Programming in Swift by Eidhof Chris, Kugler Florian, Swierstra Wouter.Document212 pagesFunctional Programming in Swift by Eidhof Chris, Kugler Florian, Swierstra Wouter.angloesamNo ratings yet
- Lancru hzj105 DieselDocument2 pagesLancru hzj105 DieselMuhammad MasdukiNo ratings yet
- Loop Types and ExamplesDocument19 pagesLoop Types and ExamplesSurendran K SurendranNo ratings yet
- EP001 LifeCoachSchoolTranscriptDocument13 pagesEP001 LifeCoachSchoolTranscriptVan GuedesNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document1 pageS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)BaytolgaNo ratings yet
- DAA UNIT 1 - FinalDocument38 pagesDAA UNIT 1 - FinalkarthickamsecNo ratings yet
- MDI - Good Fellas - ScriptDocument20 pagesMDI - Good Fellas - ScriptRahulSamaddarNo ratings yet
- Veritas™ High Availability Agent For WebSphere MQ Installation and Configuration Guide / WebSphere MQ InstallationDocument64 pagesVeritas™ High Availability Agent For WebSphere MQ Installation and Configuration Guide / WebSphere MQ InstallationkarthickmsitNo ratings yet
- The Comma Rules Conversion 15 SlidesDocument15 pagesThe Comma Rules Conversion 15 SlidesToh Choon HongNo ratings yet
- European Construction Sector Observatory: Country Profile MaltaDocument40 pagesEuropean Construction Sector Observatory: Country Profile MaltaRainbootNo ratings yet
- PreviewpdfDocument29 pagesPreviewpdfSoemarlan ErlanNo ratings yet
- Song LyricsDocument13 pagesSong LyricsCyh RusNo ratings yet
- Ahmad Syihabudin: BiodataDocument2 pagesAhmad Syihabudin: BiodatabhjjqrgrwmNo ratings yet
- Art of War Day TradingDocument17 pagesArt of War Day TradingChrispen MoyoNo ratings yet
- ইসলাম ও আধুনিকতা – মুফতি মুহম্মদ তকী উসমানীDocument118 pagesইসলাম ও আধুনিকতা – মুফতি মুহম্মদ তকী উসমানীMd SallauddinNo ratings yet
- Dessler HRM12e PPT 01Document30 pagesDessler HRM12e PPT 01harryjohnlyallNo ratings yet
- Cambridge IGCSE: CHEMISTRY 0620/42Document12 pagesCambridge IGCSE: CHEMISTRY 0620/42Khairun nissaNo ratings yet
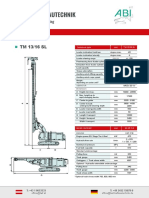
- ABI TM 13 16 SL - EngDocument1 pageABI TM 13 16 SL - EngJuan Carlos Benitez MartinezNo ratings yet
- UFO Yukon Spring 2010Document8 pagesUFO Yukon Spring 2010Joy SimsNo ratings yet
- DS Important QuestionsDocument15 pagesDS Important QuestionsLavanya JNo ratings yet
- Possessive Determiners: A. 1. A) B) C) 2. A) B) C) 3. A) B) C) 4. A) B) C) 5. A) B) C) 6. A) B) C) 7. A) B) C)Document1 pagePossessive Determiners: A. 1. A) B) C) 2. A) B) C) 3. A) B) C) 4. A) B) C) 5. A) B) C) 6. A) B) C) 7. A) B) C)Manuela Marques100% (1)
- John Wren-Lewis - NDEDocument7 pagesJohn Wren-Lewis - NDEpointandspaceNo ratings yet