You might also like
- MSDS PhenolphthaleinDocument6 pagesMSDS PhenolphthaleinAstri Aisyah RahmiNo ratings yet
- Penetapan Awal L / V 20 / 80 0.2500 Lnew F - Vi Total Cek Harga Lnew / Vi Total 0.2501Document2 pagesPenetapan Awal L / V 20 / 80 0.2500 Lnew F - Vi Total Cek Harga Lnew / Vi Total 0.2501AndRe' NugroHoNo ratings yet
- 5 Chemical KineticsDocument41 pages5 Chemical KineticsAndRe' NugroHoNo ratings yet
- Tugas PAP OkeDocument31 pagesTugas PAP OkeAndRe' NugroHoNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Selectors in Wastewater Treatment UnitDocument17 pagesSelectors in Wastewater Treatment Unitenviroash100% (1)
- Anaerobic Digestion in CanadaDocument44 pagesAnaerobic Digestion in Canadascience4uNo ratings yet
- Civ035 - Environmental EngineeringDocument6 pagesCiv035 - Environmental EngineeringSatyabhama Sanasam0% (1)
- Sewage TreatmentDocument21 pagesSewage TreatmentFemal Rambhiya100% (1)
- Design Sequencing Batch Reactor (SBR) using Decision Support SystemDocument8 pagesDesign Sequencing Batch Reactor (SBR) using Decision Support SystemJini RRNo ratings yet
- Pantai 2 STPDocument2 pagesPantai 2 STPhaniskamis82No ratings yet
- IWTC 2017 Full BrochureDocument2 pagesIWTC 2017 Full BrochurenizarazuNo ratings yet
- The ClarifierDocument9 pagesThe ClarifierFehr GrahamNo ratings yet
- CHAPTER - 4-WASTEWATER - 1.pptx Filename - UTF-8''CHAPTER 4-WASTEWATER 1Document117 pagesCHAPTER - 4-WASTEWATER - 1.pptx Filename - UTF-8''CHAPTER 4-WASTEWATER 1Muhammad Fazlan Aliff100% (1)
- Wastewater Treatment by Effluent Treatment PlantsDocument8 pagesWastewater Treatment by Effluent Treatment Plantsarun dubeyNo ratings yet
- Methodology For Pollution Control of Lakes and ManagementDocument19 pagesMethodology For Pollution Control of Lakes and ManagementESSENCE - International Journal for Environmental Rehabilitation and ConservaionNo ratings yet
- Industrial Water Pollution ControlDocument389 pagesIndustrial Water Pollution ControlHiep Tran100% (3)
- Secondary Treatment - SEWAGEDocument32 pagesSecondary Treatment - SEWAGEMONINDRA NATH PATRANo ratings yet
- Calculating Number of Tanks in Series for Activated Sludge Aeration TanksDocument7 pagesCalculating Number of Tanks in Series for Activated Sludge Aeration Tanksnguyen anNo ratings yet
- Activated Sludge Microbiology Problems and Their ControlDocument21 pagesActivated Sludge Microbiology Problems and Their ControlDaniel Pérez100% (1)
- Water Waste Water Engineering 9Document93 pagesWater Waste Water Engineering 9ofreneo_joshua4437No ratings yet
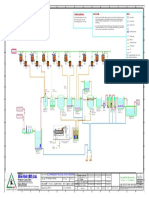
- Alim Knit (BD) LTD.: Recommended Process Flow DiagramDocument1 pageAlim Knit (BD) LTD.: Recommended Process Flow DiagramKamrul HasanNo ratings yet
- Research Paper Sugar MillDocument6 pagesResearch Paper Sugar MillVaishnavi SrivastavaNo ratings yet
- Design CalculationsDocument26 pagesDesign CalculationsBhavin SolankiNo ratings yet
- Nationwide Roll-Out of The National Sewerage and Septage Management Program PDFDocument246 pagesNationwide Roll-Out of The National Sewerage and Septage Management Program PDFMartbenNo ratings yet
- Problem Solving in Environmental EngDocument203 pagesProblem Solving in Environmental EngYeshihareg AlemuNo ratings yet
- Coliform Lab Results in 40 CharactersDocument9 pagesColiform Lab Results in 40 CharactersElisha DeschenieNo ratings yet
- Design and Cost Comparison of Extended Aeration and SAFF for Domestic Wastewater TreatmentDocument66 pagesDesign and Cost Comparison of Extended Aeration and SAFF for Domestic Wastewater TreatmentSiddhant KaushikNo ratings yet
- Proposed Wastewater Treatment for Sugar IndustriesDocument27 pagesProposed Wastewater Treatment for Sugar IndustriesChali HaineNo ratings yet
- Microbes in Human Welfare Class 12 Important Questions and Answers Biology Chapter 10Document20 pagesMicrobes in Human Welfare Class 12 Important Questions and Answers Biology Chapter 10dipikaakshayaNo ratings yet
- Fundamentals of Biological Treatment PDFDocument32 pagesFundamentals of Biological Treatment PDFChandra JyotiNo ratings yet
- Drying Bed Design PDFDocument29 pagesDrying Bed Design PDFAshokNo ratings yet
- Project Report On Extended Aeration and Step AerationDocument38 pagesProject Report On Extended Aeration and Step AerationHakim Asif Haider100% (2)
- Waste Water Treatment and Sludge ManagementDocument27 pagesWaste Water Treatment and Sludge ManagementSujith KumarNo ratings yet