You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Method Statement Steel Eretion Rev 1Document20 pagesMethod Statement Steel Eretion Rev 1Mohd Zaid100% (1)
- DHT Rebuild Completion Schedule - Strategy - Rev2Document15 pagesDHT Rebuild Completion Schedule - Strategy - Rev2Mohd ZaidNo ratings yet
- Interior Design: Puan Naimah SallehDocument44 pagesInterior Design: Puan Naimah SallehMohd ZaidNo ratings yet
- Managing Cost Escalation. The Case of Grade One Marine ShipyardDocument5 pagesManaging Cost Escalation. The Case of Grade One Marine ShipyardMohd ZaidNo ratings yet
- Liquid Cylinders TWM B014 Rev00Document8 pagesLiquid Cylinders TWM B014 Rev00Mohd ZaidNo ratings yet
- Welding Documents Awsd1.1 14-10-2015Document13 pagesWelding Documents Awsd1.1 14-10-2015Mohd ZaidNo ratings yet
- WREN Hydraulic Torque Wrench Manual - LOWDocument20 pagesWREN Hydraulic Torque Wrench Manual - LOWMohd ZaidNo ratings yet
- Effect of Cavitation On PropellersDocument3 pagesEffect of Cavitation On PropellersMohd Zaid100% (1)
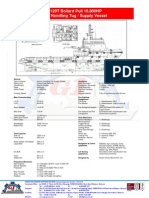
- 70m 120T Bollard Pull 10,800HPDocument1 page70m 120T Bollard Pull 10,800HPMohd ZaidNo ratings yet
- Material Safety Data Sheet: Roduct Ompany DentificationDocument6 pagesMaterial Safety Data Sheet: Roduct Ompany DentificationArgade GVNo ratings yet
- Manual PC Soundcard Scope 1.4.5Document17 pagesManual PC Soundcard Scope 1.4.5NatashaKillerNo ratings yet
- Measurement Advisory Committee Summary - Attachment 3Document70 pagesMeasurement Advisory Committee Summary - Attachment 3MauricioICQNo ratings yet
- Wireless Intelligent Network (WIN)Document24 pagesWireless Intelligent Network (WIN)Nakul Gawande100% (1)
- UMTS AircomDocument20 pagesUMTS AircomDũng PhạmNo ratings yet
- Elevator Traffic Analysis - Passanger Elevators Option-1Document5 pagesElevator Traffic Analysis - Passanger Elevators Option-1Amit GuptaNo ratings yet
- TechSpec MistralDocument4 pagesTechSpec MistralScarab SweepersNo ratings yet
- Design For Manufacturing Course - by DFRDocument257 pagesDesign For Manufacturing Course - by DFRhlgc63100% (2)
- KST GlueTech 44 enDocument80 pagesKST GlueTech 44 enLeandro RadamesNo ratings yet
- 1998-10 The Computer Paper - Ontario EditionDocument156 pages1998-10 The Computer Paper - Ontario Editionthecomputerpaper100% (1)
- AirStash Manual A01 PDFDocument15 pagesAirStash Manual A01 PDFArcangelo Di TanoNo ratings yet
- Rigaku Progeny Spec Sheet LTR 3.14Document2 pagesRigaku Progeny Spec Sheet LTR 3.14DATA24No ratings yet
- Mimaki Install Guide (En)Document16 pagesMimaki Install Guide (En)หน่อง นพดลNo ratings yet
- Materials Today: Proceedings: Avula Suresh, T. Nancharaiah, Ravikumar Dumpala, B. Ratna SunilDocument5 pagesMaterials Today: Proceedings: Avula Suresh, T. Nancharaiah, Ravikumar Dumpala, B. Ratna SunilBart MaxNo ratings yet
- Vibration - Electrical or Mechanical - EASADocument3 pagesVibration - Electrical or Mechanical - EASAGilbNo ratings yet
- Defects in Welds: PorosityDocument40 pagesDefects in Welds: PorosityrohanNo ratings yet
- Apqp - DR SHFTDocument60 pagesApqp - DR SHFTrajesh5000100% (2)
- Parallel Port Programming (PART 1) With CDocument13 pagesParallel Port Programming (PART 1) With ChertzoliNo ratings yet
- PT14 Engine Monitor 1Document2 pagesPT14 Engine Monitor 1BJ DixNo ratings yet
- Section 05120 Structural Steel Part 1Document43 pagesSection 05120 Structural Steel Part 1jacksondcplNo ratings yet
- Receiving Material Procedure (Done) (Sudah Direvisi)Document8 pagesReceiving Material Procedure (Done) (Sudah Direvisi)Hardika SambilangNo ratings yet
- Dynamic Cone Penetrometers: In-Situ CBR in 10 Minutes With Dual-Mass DcpsDocument2 pagesDynamic Cone Penetrometers: In-Situ CBR in 10 Minutes With Dual-Mass Dcpsd'Hell CaesarNo ratings yet
- State ManagementDocument16 pagesState Managementnegikamal703No ratings yet
- 4.10) Arch Shaped Self Supporting Trussless Roof SpecificationsDocument11 pages4.10) Arch Shaped Self Supporting Trussless Roof Specificationshebh123100% (1)
- Behringer UB2222FX PRODocument5 pagesBehringer UB2222FX PROmtlcaqc97 mtlcaqc97No ratings yet
- Ude My For Business Course ListDocument51 pagesUde My For Business Course ListShehroz BhuttaNo ratings yet
- Aeroshell Fluid 41 PdsDocument2 pagesAeroshell Fluid 41 Pdsja.moreno930No ratings yet
- Iec60092-350 (Ed2 0) enDocument7 pagesIec60092-350 (Ed2 0) enAzad RahmanNo ratings yet
- Distributed PowerDocument3 pagesDistributed PowertibvalNo ratings yet
- Circuiting Explained-Water Coils PDFDocument2 pagesCircuiting Explained-Water Coils PDFFrancisNo ratings yet