You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Effectiveness of Evolutionary Algorithms For Optimization of Heat ExchangersDocument8 pagesEffectiveness of Evolutionary Algorithms For Optimization of Heat ExchangersDietrich von BismarckNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Mohammad Reza Rahimpour, Davood Iranshahi, Ehsan Pourazadi, Ali Mohammad BahmanpourDocument10 pagesMohammad Reza Rahimpour, Davood Iranshahi, Ehsan Pourazadi, Ali Mohammad BahmanpourDietrich von BismarckNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 173 2015 Id947Document1 page173 2015 Id947Dietrich von BismarckNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- OptimizationWhitePaperMar06 HoneywellDocument16 pagesOptimizationWhitePaperMar06 Honeywelljulioscribd1No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Chimo TDocument6 pagesChimo TDietrich von BismarckNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Catalyst EfficacyDocument6 pagesCatalyst EfficacyDietrich von BismarckNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Methane HydrogenolysisDocument6 pagesMethane HydrogenolysisDietrich von BismarckNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- HydroformingDocument12 pagesHydroformingDietrich von BismarckNo ratings yet
- GENDTA1117Document54 pagesGENDTA1117Dietrich von Bismarck100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Tank DesignDocument89 pagesTank DesignDietrich von BismarckNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Reactor PT Proces Continuu BiodieselDocument11 pagesReactor PT Proces Continuu BiodieselDietrich von BismarckNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Acs74 31Document4 pagesAcs74 31Dietrich von BismarckNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Chapter 2 EnergyDocument6 pagesChapter 2 EnergyJaishree RamNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- CH110 Lab ManualDocument30 pagesCH110 Lab ManualSamridh GuptaNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Class Problems Normal ShocksDocument7 pagesClass Problems Normal ShocksNO oneNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Ip 225-76Document3 pagesIp 225-76Nguyen NguyenNo ratings yet
- Grade 10 Chemistry Week 9 Lesson 2Document4 pagesGrade 10 Chemistry Week 9 Lesson 2Nikoli MajorNo ratings yet
- Mitsubishi Environmental Solution For Coal Fired Power StationDocument18 pagesMitsubishi Environmental Solution For Coal Fired Power StationAnindya Paul ChowdhuryNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- L10 - BRG - Atmospheric Stability & Lapse RatesDocument46 pagesL10 - BRG - Atmospheric Stability & Lapse RatesDimpi ShahNo ratings yet
- Reduction of Organic Compounds With Sodium Borohydride-Transition Metal Salt Systems - Reduction of Organic Nitrile, Nitro and Amide Compounds To Primary AminesDocument4 pagesReduction of Organic Compounds With Sodium Borohydride-Transition Metal Salt Systems - Reduction of Organic Nitrile, Nitro and Amide Compounds To Primary AminesjavasoloNo ratings yet
- Fabrication and Tribological Behavior of Al2O3 (MoS2-BaSO4) LaminatedDocument8 pagesFabrication and Tribological Behavior of Al2O3 (MoS2-BaSO4) LaminatedMouna KallelNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Sceince Mcqs General FinalDocument32 pagesSceince Mcqs General FinalSyed Atiq TurabiNo ratings yet
- 2.MEET 315LA MatScie Engineering ME Lab Module 2Document48 pages2.MEET 315LA MatScie Engineering ME Lab Module 2Cj TilamNo ratings yet
- ReviewerDocument8 pagesReviewermaylynXiXNo ratings yet
- Analytical Tools Used For The Identification and Quantification of PectinDocument9 pagesAnalytical Tools Used For The Identification and Quantification of PectinEDUARD MIGUEL CHAVEZ AREDONo ratings yet
- R. Ingram Performance Task & Rubric: Break Down and Digest FoodsDocument2 pagesR. Ingram Performance Task & Rubric: Break Down and Digest Foodsapi-361030663No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Distek Spec Sheet Ezfill 4500Document2 pagesDistek Spec Sheet Ezfill 4500SutarnoNo ratings yet
- Cobalt Free CompositeDocument10 pagesCobalt Free CompositeFadil KhayrNo ratings yet
- Nazis Tried To Turn Sand in To GoldDocument9 pagesNazis Tried To Turn Sand in To GoldJorge Daniel Ferreira GranadosNo ratings yet
- 18 Quantitative Aspects of Chemical ChangeDocument30 pages18 Quantitative Aspects of Chemical Changeapi-235269401No ratings yet
- ABB-733-WPO Understanding Coriolis Mass FlowmeterDocument3 pagesABB-733-WPO Understanding Coriolis Mass FlowmetercarlosmandopintoNo ratings yet
- To Estimate Charge On Pith Ball Class XIIDocument17 pagesTo Estimate Charge On Pith Ball Class XIIHollow GamingNo ratings yet
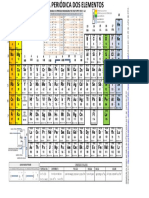
- Tabela Periódica Com Valores de NoxDocument1 pageTabela Periódica Com Valores de NoxSamuel ChiezaNo ratings yet
- CV Example PHD PostdocDocument2 pagesCV Example PHD PostdocDhileepan Kumarasamy100% (1)
- Temperature and Heat: Powerpoint Lectures ForDocument32 pagesTemperature and Heat: Powerpoint Lectures ForAbdullah ZafarNo ratings yet
- FinFET Evolution Toward Stacked-Nanowire FET For CMOS Technology ScalingDocument6 pagesFinFET Evolution Toward Stacked-Nanowire FET For CMOS Technology ScalingThiago Henrique SantosNo ratings yet
- Fluoride Content of Clay Minerals and Argillaceous Earth MaterialsDocument7 pagesFluoride Content of Clay Minerals and Argillaceous Earth MaterialsLaura TartauNo ratings yet
- Lecture 6 CrystallizationDocument29 pagesLecture 6 CrystallizationRonak AdrojaNo ratings yet
- Micro Nutrients & Macro NutrientsDocument18 pagesMicro Nutrients & Macro Nutrientssde100% (1)
- Chapter 13 Assertion-Reason QuestionsDocument3 pagesChapter 13 Assertion-Reason Questionsteresa tsoiNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Full Text ThesisDocument219 pagesFull Text ThesisAhmed GendiaNo ratings yet
- Azeotropic Data-II (1962)Document103 pagesAzeotropic Data-II (1962)吳尚謙No ratings yet