You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Derivative Investment!Document24 pagesDerivative Investment!Asif Riaz100% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Cqi 11Document73 pagesCqi 11dwimukh360No ratings yet
- Magnetic Particle Process Guide PDFDocument1 pageMagnetic Particle Process Guide PDFdwimukh360No ratings yet
- Thorley Amended Complaint (Signed)Document13 pagesThorley Amended Complaint (Signed)Heather ClemenceauNo ratings yet
- Calao Deliquente Diadi River SystemDocument15 pagesCalao Deliquente Diadi River SystemJason MalamugNo ratings yet
- 220hp Caterpillar 3306 Gardner Denver SSP Screw Compressor DrawingsDocument34 pages220hp Caterpillar 3306 Gardner Denver SSP Screw Compressor DrawingsJVMNo ratings yet
- Thermcouple Calibration - Ind HeatingDocument18 pagesThermcouple Calibration - Ind Heatingdwimukh360No ratings yet
- Hot ForgingsDocument3 pagesHot Forgingsdwimukh360No ratings yet
- E-Learning Modules Form 2020Document2 pagesE-Learning Modules Form 2020dwimukh360No ratings yet
- Financial Risk ManagementDocument18 pagesFinancial Risk Managementdwimukh360No ratings yet
- RM Lecture Notes 07Document108 pagesRM Lecture Notes 07dwimukh360No ratings yet
- Low Pressure Carburizing CycleDocument6 pagesLow Pressure Carburizing Cycledwimukh360No ratings yet
- 7QC ToolsDocument2 pages7QC Toolsdwimukh360No ratings yet
- Notes On Risk ManagementDocument17 pagesNotes On Risk Managementdwimukh360No ratings yet
- Distortions of Press Quenched Crown Wheels: Benjamin Brash Master ThesisDocument55 pagesDistortions of Press Quenched Crown Wheels: Benjamin Brash Master Thesisdwimukh360No ratings yet
- Study On Retained AusteniteDocument3 pagesStudy On Retained Austenitedwimukh360No ratings yet
- CQI-9 3rd Edition AMP 041019Document24 pagesCQI-9 3rd Edition AMP 041019dwimukh360No ratings yet
- Forging Quality Steel-BrochureDocument4 pagesForging Quality Steel-Brochuredwimukh360No ratings yet
- About Indian National FlagDocument5 pagesAbout Indian National Flagdwimukh360No ratings yet
- AGMA Technical PaperDocument16 pagesAGMA Technical Paperdwimukh360No ratings yet
- Metallurgical Aspects of DistortionDocument12 pagesMetallurgical Aspects of Distortiondwimukh360No ratings yet
- Induction Hardening - Cast IronsDocument6 pagesInduction Hardening - Cast Ironsdwimukh360No ratings yet
- Salt Spray BasicsDocument2 pagesSalt Spray Basicsdwimukh360No ratings yet
- Gorni SFHTHandbookDocument198 pagesGorni SFHTHandbookdwimukh360No ratings yet
- Is 9595Document59 pagesIs 9595dwimukh360No ratings yet
- Salt Spray Testing - Why It Should Not Be Used To Compare Different Types of CoatingsDocument2 pagesSalt Spray Testing - Why It Should Not Be Used To Compare Different Types of Coatingsdwimukh360100% (1)
- Weld TestingDocument51 pagesWeld Testingdwimukh360No ratings yet
- 01Document30 pages01dwimukh360No ratings yet
- Design, Fabrication and Inspection of Welded JointsDocument58 pagesDesign, Fabrication and Inspection of Welded Jointsbaca88No ratings yet
- ASNT NDT Level II Training & Certification (As Per SNT TC 1A) - Evening BatchDocument1 pageASNT NDT Level II Training & Certification (As Per SNT TC 1A) - Evening Batchdwimukh360No ratings yet
- Menu Siklus RSDocument3 pagesMenu Siklus RSChika VionitaNo ratings yet
- Aakanksha ProjectDocument32 pagesAakanksha ProjectAakash murarkaNo ratings yet
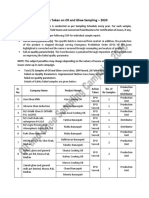
- Action Taken On Oil and Ghee Sampling - 2020Document2 pagesAction Taken On Oil and Ghee Sampling - 2020Khalil BhattiNo ratings yet
- MCQ Homework: PeriodonticsDocument4 pagesMCQ Homework: Periodonticsفراس الموسويNo ratings yet
- Careerride Com Electrical Engineering Interview Questions AsDocument21 pagesCareerride Com Electrical Engineering Interview Questions AsAbhayRajSinghNo ratings yet
- Unit-7 (EVS)Document32 pagesUnit-7 (EVS)g6614134No ratings yet
- Operational Safety and Health Procedures, Practices and RegulationsDocument20 pagesOperational Safety and Health Procedures, Practices and RegulationsDionisa ErnacioNo ratings yet
- Dryer Regenerative Blower Purge DBP 02250195 405 R00 PDFDocument84 pagesDryer Regenerative Blower Purge DBP 02250195 405 R00 PDFjennyNo ratings yet
- Практичне 25. Щодений раціонDocument3 pagesПрактичне 25. Щодений раціонAnnaAnnaNo ratings yet
- Public Conveyances: Environments in Public and Enclosed Places"Document1 pagePublic Conveyances: Environments in Public and Enclosed Places"Jesse Joe LagonNo ratings yet
- Tiếng AnhDocument250 pagesTiếng AnhĐinh TrangNo ratings yet
- DR K.M.NAIR - GEOSCIENTIST EXEMPLARDocument4 pagesDR K.M.NAIR - GEOSCIENTIST EXEMPLARDrThrivikramji KythNo ratings yet
- Rigging: GuideDocument244 pagesRigging: Guideyusry72100% (11)
- CARBOWAX™ Polyethylene Glycol (PEG) 1000Document2 pagesCARBOWAX™ Polyethylene Glycol (PEG) 1000Anonymous vJPniV7No ratings yet
- Recommended Standards For Newborn ICU DesignDocument39 pagesRecommended Standards For Newborn ICU DesignAlbert SekarNo ratings yet
- Water Quality Index Determination of Malathalli LakeDocument16 pagesWater Quality Index Determination of Malathalli Lakeajay kumar hrNo ratings yet
- Test On QuantifiersDocument1 pageTest On Quantifiersvassoula35No ratings yet
- RMP ContractDocument181 pagesRMP ContractHillary AmistosoNo ratings yet
- TCJ Series: TCJ Series - Standard and Low Profile - J-LeadDocument14 pagesTCJ Series: TCJ Series - Standard and Low Profile - J-LeadgpremkiranNo ratings yet
- IB Final ShellDocument25 pagesIB Final ShellsnehakopadeNo ratings yet
- Chapter 03Document35 pagesChapter 03david jenil nabuaNo ratings yet
- Case StudyDocument7 pagesCase StudyLeighvan PapasinNo ratings yet
- Nfpa 502 Critical Velocity Vs Fffs EffectsDocument5 pagesNfpa 502 Critical Velocity Vs Fffs Effectsamir shokrNo ratings yet
- Library PDFDocument74 pagesLibrary PDFfumiNo ratings yet
- Schindler 3100: Cost-Effective MRL Traction Elevator For Two-And Three-Story BuildingsDocument20 pagesSchindler 3100: Cost-Effective MRL Traction Elevator For Two-And Three-Story BuildingsHakim BgNo ratings yet
- Hemostatic AgentsDocument18 pagesHemostatic AgentshariNo ratings yet