You might also like
- Bolting TechnologyDocument43 pagesBolting TechnologyVinay GuptaNo ratings yet
- Bolt & Nuts (Nice To Know)Document25 pagesBolt & Nuts (Nice To Know)immyself100% (6)
- Bolt Torque and Tap Check: Understanding ASTM A325, A490 Bolts and Derrick ConstructionDocument20 pagesBolt Torque and Tap Check: Understanding ASTM A325, A490 Bolts and Derrick Constructionbudymood100% (3)
- Preload in Bolted JointsDocument88 pagesPreload in Bolted JointsZulfiqar Ali100% (1)
- Torque Coefficient and Axial Tension RelationshipDocument12 pagesTorque Coefficient and Axial Tension Relationshiplwin_oo2435100% (3)
- Gasket HandbookDocument48 pagesGasket Handbookgladiatork00796% (24)
- Basic Shaft Alignment Workbook PDFDocument63 pagesBasic Shaft Alignment Workbook PDFjos100% (5)
- A - Piping Joint HandbookDocument161 pagesA - Piping Joint HandbookCharles Tauk100% (30)
- Bolt Tightening Hadbook-SKF PDFDocument44 pagesBolt Tightening Hadbook-SKF PDFamirthraj74No ratings yet
- Bolt-Tightening HandbookDocument44 pagesBolt-Tightening HandbookmanbkkNo ratings yet
- Bolt Tightening HandbookDocument44 pagesBolt Tightening HandbookShekhar V Madhavi100% (1)
- SKF Manual de ApertosDocument44 pagesSKF Manual de ApertosA RNo ratings yet
- Hydrocam Bolt TensionerDocument74 pagesHydrocam Bolt TensionerDjeison SeccoNo ratings yet
- Bolt Tightening Handbook Linear Motion ADocument44 pagesBolt Tightening Handbook Linear Motion AMarcos MorachickNo ratings yet
- Installation and InspectionDocument2 pagesInstallation and InspectionAndreas Galih PamungkasNo ratings yet
- Pil Pro 003 0719 en PDFDocument90 pagesPil Pro 003 0719 en PDFLincoln Luiz CorrêaNo ratings yet
- Screws, Cap Screws) For Headed, External Screw-Threaded FastenersDocument35 pagesScrews, Cap Screws) For Headed, External Screw-Threaded FastenersRAJ MOHANNo ratings yet
- Catalogo MavDocument36 pagesCatalogo MavAllison JonesNo ratings yet
- Hydrocam Bolt Tensioners PDFDocument74 pagesHydrocam Bolt Tensioners PDFVíctor Hugo Carvajal GaticaNo ratings yet
- Bolted Joint - Wikipedia v123Document8 pagesBolted Joint - Wikipedia v123Juan F CrsNo ratings yet
- Coronas de Giro 2017 BehDocument31 pagesCoronas de Giro 2017 BehdanielNo ratings yet
- Jigs and Fixtures Clamping GuideDocument15 pagesJigs and Fixtures Clamping GuidenilamNo ratings yet
- Application of Weldment Fatigue Methods To Conveyors Pulley DesignDocument6 pagesApplication of Weldment Fatigue Methods To Conveyors Pulley DesignIgor San Martín PeñalozaNo ratings yet
- BoltedJointAnalysis MechaniCalcDocument21 pagesBoltedJointAnalysis MechaniCalcMaxime RivardNo ratings yet
- Locking FastnersDocument3 pagesLocking FastnersRip_BarNo ratings yet
- Bolted Joint AnalysisDocument19 pagesBolted Joint AnalysisSyed MajeedNo ratings yet
- Actuator 657Document24 pagesActuator 657DineshNo ratings yet
- Bolted JointDocument9 pagesBolted JointkhanhtruongNo ratings yet
- Optimize linear motion drive selectionDocument12 pagesOptimize linear motion drive selectionSammy-papa Maropeng ShikaNo ratings yet
- 12.3 Bolted Joints: Torque. If A Turning Force or Torque Is Applied With A Wrench To The NutDocument3 pages12.3 Bolted Joints: Torque. If A Turning Force or Torque Is Applied With A Wrench To The NutDeep DebnathNo ratings yet
- Torque InstructionsDocument13 pagesTorque Instructionsjfrench_62000No ratings yet
- How It Works - PDF RotaBoltDocument5 pagesHow It Works - PDF RotaBoltaop10468No ratings yet
- Basic Principles of Torque Wrenches & Bolt Tensioners - Sanger MetalDocument3 pagesBasic Principles of Torque Wrenches & Bolt Tensioners - Sanger Metalbalasekar100% (1)
- Bolted JointsDocument3 pagesBolted JointsGiuseppe GiuseppeNo ratings yet
- Instruction Manual High-Strength Structural Bolting AssembliesDocument30 pagesInstruction Manual High-Strength Structural Bolting AssembliesRaul Becerra FalomirNo ratings yet
- EPRI NP-5067 Good Bolting PracticesDocument84 pagesEPRI NP-5067 Good Bolting Practicesstaplesjf100% (2)
- Angular Tightening: K. LindbladDocument5 pagesAngular Tightening: K. LindbladKonrad LindbladNo ratings yet
- Rota BoltDocument5 pagesRota Boltgst ajahNo ratings yet
- Engleski 2Document8 pagesEngleski 2ropez019No ratings yet
- Self-Loosening of 3D Printed Bolted Joints For EngDocument6 pagesSelf-Loosening of 3D Printed Bolted Joints For Engtran hungNo ratings yet
- Belt Conveyor Pulley DesignDocument11 pagesBelt Conveyor Pulley Designthakur_raghab100% (1)
- Shaft ConnectionsDocument6 pagesShaft ConnectionsDr_M_SolimanNo ratings yet
- 692D Guidelines Marine DesignersDocument9 pages692D Guidelines Marine Designerspapaki2No ratings yet
- Chap 4 Bolted JointsDocument25 pagesChap 4 Bolted JointsMelese AschalewNo ratings yet
- Difficulty Classes - Lungime - PiciorDocument8 pagesDifficulty Classes - Lungime - PiciorramonaNo ratings yet
- TGB Slewing BearingDocument36 pagesTGB Slewing BearingRafael FurquimNo ratings yet
- Vibrations of Power Plant Machines: A Guide for Recognition of Problems and TroubleshootingFrom EverandVibrations of Power Plant Machines: A Guide for Recognition of Problems and TroubleshootingNo ratings yet
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsFrom EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsRating: 4.5 out of 5 stars4.5/5 (2)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Case Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerFrom EverandCase Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerRating: 4.5 out of 5 stars4.5/5 (3)
- City Gas Handbook On Gas Supply Nov13Document57 pagesCity Gas Handbook On Gas Supply Nov13cmms88No ratings yet
- ShortTerm Trading SecretsDocument24 pagesShortTerm Trading Secretsbae32383% (30)
- Strategies Using ETFsDocument16 pagesStrategies Using ETFscmms88No ratings yet
- DBS Deposit GuideDocument24 pagesDBS Deposit Guidecmms88No ratings yet
- Ageing Plant Summary GuideDocument53 pagesAgeing Plant Summary GuideEyoma EtimNo ratings yet
- Initial Gasket Compression Is Key To Safe, Reliable Flange JointsDocument3 pagesInitial Gasket Compression Is Key To Safe, Reliable Flange Jointscmms88No ratings yet
- SP800-64-Revision2 - Security Considerations in The System Development Life CycleDocument67 pagesSP800-64-Revision2 - Security Considerations in The System Development Life Cyclecmms88No ratings yet
- ITaaS - EMC2 IT-as-a-Service HandbookDocument23 pagesITaaS - EMC2 IT-as-a-Service Handbookcmms88No ratings yet
- Data Center Evaluation ChecklistDocument6 pagesData Center Evaluation Checklistcmms88No ratings yet
- Proper Bolt Axial Tightening Force and Proper Tightening TorqueDocument1 pageProper Bolt Axial Tightening Force and Proper Tightening Torquecmms88No ratings yet
- Surface Preparation Standards Comparison ChartDocument2 pagesSurface Preparation Standards Comparison ChartajuhaseenNo ratings yet
- Incoloy Alloys 800H 800HTDocument16 pagesIncoloy Alloys 800H 800HTkaramniaNo ratings yet
- Brochure Steel GratingDocument11 pagesBrochure Steel Gratingcmms88No ratings yet
- Caterpillar Marine Propulsion Systems BrochureDocument8 pagesCaterpillar Marine Propulsion Systems Brochurecmms88100% (2)
- Torque Value GuideDocument2 pagesTorque Value GuideSaurabh KaushikNo ratings yet
- Tripac Technical Data - Bolt - Wrench Sizes ChartDocument19 pagesTripac Technical Data - Bolt - Wrench Sizes Chartcmms88100% (2)
- Brick Construction GuideDocument13 pagesBrick Construction Guidecmms88100% (2)
- UTP welding consumables guideDocument431 pagesUTP welding consumables guidecmms88100% (1)
- Tips Critical Crane Lift PDFDocument7 pagesTips Critical Crane Lift PDFb_wooNo ratings yet
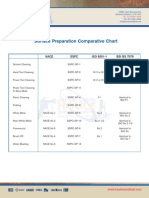
- Surface Preparation Comparative ChartDocument1 pageSurface Preparation Comparative Chartcmms88No ratings yet
- FXCM New To Forex GuideDocument27 pagesFXCM New To Forex Guidecmms88100% (1)
- Tips Critical Crane Lift PDFDocument7 pagesTips Critical Crane Lift PDFb_wooNo ratings yet
- Hempel Coating Reference Handbook GBDocument145 pagesHempel Coating Reference Handbook GBGerardo Castillo100% (2)
- Corrosion and Protection GuideDocument6 pagesCorrosion and Protection Guidexaekne100% (4)
- High performance solvent-free potable water tank coatingDocument4 pagesHigh performance solvent-free potable water tank coatingvicbaradatNo ratings yet
- SSPC - Surface Prep STDDocument4 pagesSSPC - Surface Prep STDcmms88No ratings yet
- Pictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsDocument24 pagesPictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsBellana SirishNo ratings yet
- Owner's Engineer - A Viable Solution For Capital ProjectsDocument5 pagesOwner's Engineer - A Viable Solution For Capital Projectscmms88No ratings yet
- Atlas Technical Handbook Rev July 2010Document49 pagesAtlas Technical Handbook Rev July 2010cmms88100% (1)
- Fault Analysis TechniquesDocument39 pagesFault Analysis TechniquesagarwaalaaaaNo ratings yet
- Cable CatologueDocument69 pagesCable CatologueJyoti ShekharNo ratings yet
- Abstract of IS 694-1554-11892Document2 pagesAbstract of IS 694-1554-11892Jignesh ParmarNo ratings yet
- Applications and Challenges of Carbon-Fibres Reinforced CompositesDocument13 pagesApplications and Challenges of Carbon-Fibres Reinforced CompositesDinar IstiyantoNo ratings yet
- IRM-3 DUO Manual EnglishDocument33 pagesIRM-3 DUO Manual EnglishThiago Takumi TanNo ratings yet
- Yarn On Yarn Abrasion Test: Quan Ta Ve Measure of Yarn DurabilityDocument2 pagesYarn On Yarn Abrasion Test: Quan Ta Ve Measure of Yarn Durabilityzinabu abrhaNo ratings yet
- Science Dec 01 06Document168 pagesScience Dec 01 06ABCNo ratings yet
- Seatworks in Thermochemistry: Decimal Places and Round-Off The Final Answer. Avoid Too Much Erasure. Use Black Pen OnlyDocument3 pagesSeatworks in Thermochemistry: Decimal Places and Round-Off The Final Answer. Avoid Too Much Erasure. Use Black Pen OnlyPsycho The GreatestNo ratings yet
- BOARD QUESTIONSDocument15 pagesBOARD QUESTIONSAadikeshav SinhaNo ratings yet
- Catálogo SEDIVERDocument32 pagesCatálogo SEDIVEREnver Rojas DiazNo ratings yet
- Spinfire User Manual 4099475Document28 pagesSpinfire User Manual 4099475samNo ratings yet
- Regul - AMS1117 PDFDocument12 pagesRegul - AMS1117 PDFsanlugoNo ratings yet
- Chapter 6-Multiple Evaporator and CompressorDocument27 pagesChapter 6-Multiple Evaporator and Compressorm_alodat6144No ratings yet
- Sitop Psu100c PDFDocument2 pagesSitop Psu100c PDFBHavesh PatelNo ratings yet
- Nanoscience and Nanotechnology BreakthroughsDocument22 pagesNanoscience and Nanotechnology BreakthroughsNawras aliNo ratings yet
- Cat. 6 PVC cords technical data sheetDocument2 pagesCat. 6 PVC cords technical data sheetRicardo PerezNo ratings yet
- General Chemistry Lecture 3Document18 pagesGeneral Chemistry Lecture 3Niloy GhoshNo ratings yet
- New Gravity Flow CalculationDocument4 pagesNew Gravity Flow CalculationShiv GandhiNo ratings yet
- EEC 239... EEC 232 ND Yr 2 PT ELECTRICAL CIRCUIT THEORY 1 EEC 239 EEC 232Document1 pageEEC 239... EEC 232 ND Yr 2 PT ELECTRICAL CIRCUIT THEORY 1 EEC 239 EEC 232Muhyideen Bashir AbdulkareemNo ratings yet
- Quinn Polycarbonate Multi-Wall Technical ManualDocument24 pagesQuinn Polycarbonate Multi-Wall Technical ManualCal MoranNo ratings yet
- A.Nazarov - Small Patrol Boats - SelfRightingDocument9 pagesA.Nazarov - Small Patrol Boats - SelfRightingVladNo ratings yet
- The Hall Effect in GermaniumDocument12 pagesThe Hall Effect in GermaniumSanele ZiqubuNo ratings yet
- Parts List EasmanDocument14 pagesParts List EasmanRoberto TrujilloNo ratings yet
- Business Statistics 6th Edition Levine Test Bank 1Document28 pagesBusiness Statistics 6th Edition Levine Test Bank 1stephaniebuckleynaordybfzq100% (22)
- Comportamiento Estructural de PilasDocument8 pagesComportamiento Estructural de PilasSolis EdwinNo ratings yet
- Electrical Control For Machines 7th Edition Lobsiger Solutions ManualDocument34 pagesElectrical Control For Machines 7th Edition Lobsiger Solutions Manualnicoledickersonwmncpoyefk100% (16)
- Kane 1962Document11 pagesKane 1962Julio César Chinchay QuiñonezNo ratings yet
- Chapter 11Document9 pagesChapter 11kiaunaNo ratings yet
- Pump Head CalculationDocument4 pagesPump Head CalculationLe100% (1)
- .0106 Mm/s 0.075 Mm/s .106 Cm/s 0.750 Cm/s .106 Mm/s 0.750 Mm/s .0106 Mm/s 0.075 Cm/sDocument2 pages.0106 Mm/s 0.075 Mm/s .106 Cm/s 0.750 Cm/s .106 Mm/s 0.750 Mm/s .0106 Mm/s 0.075 Cm/sReech Aerol AlmendralNo ratings yet