Professional Documents
Culture Documents
581 - O - Aboveground Storage Tanks
Uploaded by
Sarmiento FerOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
581 - O - Aboveground Storage Tanks
Uploaded by
Sarmiento FerCopyright:
Available Formats
TECHNICAL MODULE ABOVEGROUND STORAGE TANKS
DNV B ASE RESOURCE DOCUMENT
API 581, CHAPTER O
DET NORSKE VERITAS
American Petroleum Institute Aboveground Storage Tanks RBI Module
CONTENTS
1. SCOPE ..........................................................................................................................................1 1.1 Overview of Frequency Analysis ............................................................................................1 1.2 Overview of Consequence Analysis .......................................................................................1 1.3 Objective and Overview of Risk Analysis..............................................................................2 1.3.1 1.3.2 2. 3. Quantitative Risk..............................................................................................................2 Qualitative Risk................................................................................................................2
REQUIRED DATA AND LIMITATIONS................................................................................5 2.1 Limitations................................................................................................................................6 FREQUENCY ANALYSIS METHODOLOGY .......................................................................7 3.1 Base Failure Frequency............................................................................................................7 3.2 Basic Assumptions ...................................................................................................................9 3.3 Soil Side Corrosion Rate........................................................................................................11 3.4 Product Side Corrosion Rate .................................................................................................14 3.5 Determination of Tank Bottom Leak Frequency .................................................................17 3.6 Summary Leak Frequency Calculation..............................................................................20 3.7 Rapid Bottom Failures ...........................................................................................................24
4.
TANK SHELL LEAK FREQUENCY......................................................................................25 4.1 Failure Frequency...................................................................................................................25 4.2 Tank Shell Excluded ..............................................................................................................26
5.
APPLICATION AND EXAMPLES .........................................................................................27 5.1 Similar Service........................................................................................................................27 5.2 Measured Corrosion...............................................................................................................27 5.3 Repair and Replacement ........................................................................................................28 5.4 Examples Likelihood Calculation ......................................................................................28 5.5 Likelihood of Failure Calculation Flow Chart ..................................................................32
6.
CONSEQUENCE ANALYSIS METHODOLOGY................................................................34 6.1 Bottom Leaks..........................................................................................................................35 6.1.1 6.1.2 6.1.3 Foundation Conditions................................................................................................. 35 Three-Dimensional Flow.............................................................................................. 38 Consequence Analysis Methodology ........................................................................... 38
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
ii
6.2 Shell and Fitting Leaks...........................................................................................................41 6.3 Rapid Shell and Floor-to-Shell Failures................................................................................41 7. 8. 9. REPAIR, REPLACEMENT, AND BUSINESS INTERRUPTION COSTS .........................42 7.1 Downtime Consequence Costs..............................................................................................42 CONSEQUENCE CALCULATION SUMMARY..................................................................43 RISK ANALYSIS METHODOLOGY.....................................................................................46 9.1 The Risk Scoring System.......................................................................................................46 9.2 The Risk Matrix......................................................................................................................48 9.3 Risk Calculations....................................................................................................................49 9.4 Steps in Conducting an AST Risk Assessment....................................................................50 9.5 Risk Results ............................................................................................................................51 9.6 Risk Assessment.....................................................................................................................51 10. INSPECTION PLANNING.......................................................................................................53 10.1 Objective .............................................................................................................................53 10.2 10.3 10.4 Inspection Planning Criteria ..............................................................................................53 Manual Inspection Planning ..............................................................................................53 Automated Inspection Planning ........................................................................................53
10.4.1 Inspection (Equipment Level only): ............................................................................. 53 10.4.2 Target (Batch and Equipment Level):.......................................................................... 54 10.4.3 Automated Inspection Planning In the ABPI RBI Software.................................... 54 11. REFERENCES ...........................................................................................................................57
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
1.
SCOPE The Aboveground Storage Tank (AST) Module consists of three parts: (1) Failure Frequency Analysis, (2) Consequence Analysis, and (3) Risk Analysis. The basic approach used in the Aboveground Storage Tank Module is to modify a generic failure frequency for tank bottom failures by a factor related to both the potential degradation occurring in the particular service and the type of inspection performed.
1.1
Overview of Frequency Analysis The estimation of a components leak frequency is found, for most items, using a modifying factor to adjust a base (generic) failure frequency. This modifier is referred to as the modifying factor. In mathematical terms, the leak frequency is found using the following expression:
Leak Frequency = Base Failure Frequency Modifying Factor
Equation 1-1
When necessary, leak frequencies are combined to produce an overall equipment spill frequency. The scenarios in the risk model dictate how to combine component frequencies for an item. For each component, the likelihood of various hole sizes is required as input to the risk analysis for each scenario. As a result, the fraction of leaks of a given size are also derived as part of the frequency analysis. 1.2 Overview of Consequence Analysis The consequence of a spill is measured in dollars and consists of environmental clean-up costs, environmental penalties, repair costs, and lost opportunity costs. Total Cost = Environmental Clean-up Costs + Environmental Penalties + Repair Costs + Lost Opportunity Costs
Equation 1-2
The basic approach to estimating the environmental clean-up costs of a scenario is to add the cost for the various clean-up methods needed to remediate a spill. For instance, if a spill leads to groundwater contamination, the components of the cleanup may consist of soil remediation onsite, soil remediation offsite, and groundwater clean up. Each component has a Clean-Up Factor (CUF) that is based on the location of the spill and the type of material spilled. The unit of measure for the CUF is dollars per barrel ($/bbl). In mathematical terms, the cost for each component of the environmental clean-up operation is expressed as follows: Environmental Clean-Up Cost = Volume CUF
Equation 13
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
The costs for environmental penalties, repair costs, and lost opportunity costs are input by the user. 1.3 Objective and Overview of Risk Analysis The overall objective of this technical module is to develop a practical risk assessment process applicable to Aboveground Storage Tanks (ASTs) to assist in the selection of control measures to prevent liquid releases. To satisfy this objective, both a quantitative scoring system and a risk matrix were developed to estimate and display risks and to assist the user in selecting control measures. Some typical control measures might include inspections, internal lining, and repair/replacement of the tank bottom. 1.3.1 Quantitative Risk One way to portray risk quantitatively is to produce a point-estimate of risk from the consequence-frequency data pair. This is usually done by multiplying the likelihood and consequence data points together to produce a measure with units of consequence per year. The mathematical expression for this score is as follows:
Risk = Likelihood Consequence
Equation 14
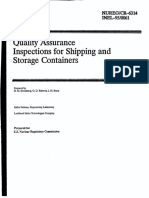
Multiplying likelihood and consequence together is convenient because it reduces the risk measure to a single point. The single risk point is often referred to as the expected value of risk for a scenario, and it can be thought of as a probability-weighted consequence estimate. 1.3.2 Qualitative Risk The above method portrays risk in quantitative terms. As an alternative, risk could be represented in qualitative terms, such as a low, medium or high risk. The qualitative assessments of likelihood and consequence can be assigned to categories. For instance, a low probability might be placed in Category 1, and a medium consequence might be assigned Category C. These values can then be displayed in a matrix. Figure 1-1 shows a risk matrix displaying five levels of likelihood and five levels of consequence.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
5 4 3 2 1 A B C D CONSEQUENCE E Plot of a scenario with a rating of C-1
Figure 1-1: The Five-By-Five Risk Matrix
Risk increases from the lower left corner to the upper-right corner of the matrix. So, E-5 would be the highest risk point on the matrix, and A-1 would be the lowest. Levels of risk can be expressed in a matrix by assigning risk-levels to the various squares in the matrix. It is important to note that assigning risk-levels to squares on the matrix is a reflection of the companys policies and attitudes about risk acceptability. Many companies choose not to assign levels of risk within a matrix. If a company assigns does so, then decisions can be made regarding the disposition of various scenarios. Figure 1-2 provides an example of risk-levels assigned in a five-by-five matrix.
5 4 3 2
medium-high risk
high risk
low risk 1 A B
medium risk
C D CONSEQUENCE
Figure 1-2: Risk Matrix Showing Levels of Risk
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
The matrix shown in Figure 1-2 portrays risk as neutral to likelihood or consequence. For instance, risk point C-1 has the same level of risk as A-3. To reflect aversion to one of the two elements of risk, the risk levels represented by the shaded areas are shifted, as shown in the figure below. In Figure 1-3, an aversion to consequence is shown by assigning a higher risk level to higher consequences for some levels of likelihood.
high risk
5 4 3 2
medium-high risk
low risk 1 A
medium risk
B C D CONSEQUENCE
Figure 1-3: A Risk Matrix Showing Consequence-Aversion
When compared to the unbiased matrix in Figure 1-2, note that risk point C-1 is assigned a risk level of medium, rather than low. Other blocks on the matrix are changed to reflect an aversion to consequence in Figure 1-3.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
2.
REQUIRED DATA AND LIMITATIONS The basic data listed in Table 2-1 is the minimum required to determine a modifying factor for thinning when a corrosion rate has not been established by one or more effective inspections.
Table 2-1: Basic Data Required for Bottom Leak Analysis
Basic Data Age (years)
Bottom External Corrosion Rate (mpy) Bottom Internal Corrosion Rate (mpy) Bottom Thinning Type (Widespread or Localized)
Comments The number of years that the equipment has been exposed to the current process conditions that produced the corrosion rate used below. The default is the equipment age. However, if the corrosion rate changed significantly, perhaps as a result of changes in process conditions, the time period and the thickness should be adjusted accordingly. The time period will be from the time of the change, and the thickness will be the minimum wall thickness at the time of the change (which may be different from the original wall thickness). The expected or observed corrosion rate for a typical tank under average conditions, i.e. neither highly susceptible to corrosion nor especially resistant to corrosion. The expected or observed internal corrosion rate of the tank bottom. Determine whether the thinning is widespread or localized for inspection results of effective inspections. Widespread corrosion is defined as affecting more than 10% of the surface area and the wall thickness variation is less than 50 mils. Localized corrosion is defined as affecting less than 10% of the surface area or a wall thickness variation greater than 50 mils. Single or Release Prevention Barrier (RPB). The existence of a cathodic protection system for the tank bottom, and the proper installation and operation of such a system, based on API 651. The rating category of each inspection that has been performed on the equipment during the time period (specified above). Based on the installation date, or the last date of lining rehabilitation. Yes or No. Is a lining needed to protect the tank bottom and shell from the corrosive nature of the product? The number of inspections in each rating category that have been performed during the time period (specified above). The highest operating temperature expected during operation (considering both normal and unusual operating conditions). Soil resistivity under the tank or dike field. (A common method of measuring soil resistivity is described in ASTM G 57.) The effectiveness with which rain water is drained away from the tank, and prevented from collecting under the tank bottom. The type of material upon which the tank rests. In the case of a tank supported on a ring wall, the material used for fill inside the wall. Yes or No. If a steam coil heater is utilized, the internal corrosion is adjusted upwards slightly due to extra heat, and the possibility of steam leaks. The actual measured thickness upon being placed in the current service, or the minimum construction thickness. The thickness used must be the thickness at the beginning of the time in service reported below. Water draws when consistently used can greatly reduce the damaging effects of water at the bottom of the tank.
Bottom Type Cathodic Protection Inspection Rating Category Internal Lining Age (years) Internal Lining Needed Number of Inspections Operating Temperature (F) Soil Resistivity (ohmcm) Tank Drainage Tank Pad Tank Steam Coil Heater Thickness (mils)
Water Draws
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
2.1
Limitations The following limitations apply to this technical module. The module is only applicable for aboveground atmospheric storage tanks with carbon steel floors. Product is assumed to be hydrocarbons (gasoline, diesel oil, crude oil, fuel oil, etc.). The representative fluids that can be assigned are:
Table 2-2 Available Representative Fluids ABI RBI Fluid Group C6-C8 AST fluid description Gasoline API RBI Type fluids included Gasoline, Naphtha, Heavy Naphtha, Light Straight Run, Heptane *EE; HF; PO; EEA; Methanol; Styrene; Aromatics C9-C12 and C13-C16 C17-C25 Diesel Oil Fuel and Crude Oil Diesel, Kerosene Jet Fuel, Atmospheric Gas Oil, Typical Crude, Vacuum Column Top, Light Vacuum Gas Oil *Acid (Low, Med and High) C25+ Asphalt Residuum, Heavy Crude, Heavy Vacuum Gas Oil
*EG; EO (*) Denoted items are liquid groups that are not specified under any of the default hydrocarbon groups in the API RBI Software (November 2001), but based on the viscosity @75F can be associate to the listed group the most conservative (lowest) viscosity value is used (gives the highest consequence). Reference GPSA and Perries Handbook of Chemical Eng. for Viscosity values.
Failure mechanism is generally assumed to be corrosion thinning from product and soil side. The one exception is that brittle fracture of the shell, or shell to floor joint, is included. Failure mechanisms such as cracking and bulging are not considered. Vapor space corrosion is not specifically addressed since it does not generally lead to a loss of containment. Repair costs and lost opportunity costs can be included by adding a separate line in the AST Risk Scoring Table (Table 9-1). Consequence does not consider Toxicity and Fatality issues. The consequence and risk are expressed in US$. The cost contributors to the risk are Financial Risk and Environmental Clean-Up. The Financial Risk is the accumulated cost related to Equipment Damage, Outage time (lost business opportunities), Repairs and Environmental Penalties.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
3. 3.1
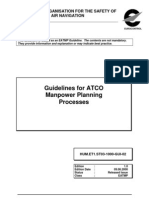
FREQUENCY ANALYSIS METHODOLOGY Base Failure Frequency The base failure frequency for the leak of a tank bottom was derived primarily from an analysis of the American Petroleum Institute publication A Survey of API Members Aboveground Storage Tank Facilities, Health and Environmental Affairs Department, July 1994. The analysis focused on the ASTs that were operated at refineries across the United States during 1983-1993. Sixty-one refineries provided data on over 10,000 storage tanks which represents over 80% of all such tanks operated by refineries in the United States. Figure 3-1 shows the number of tanks of each size included in the survey.
NUMBER OF TANKS
3000 2500 2000 1500 1000 500 0 1,000 10,000 50,000 100,000 > 100,000
CAPACITY (BARRELS)
Figure 3-1: Survey of Storage Tanks
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
One of the most significant findings of the survey was that tank bottom leaks contributing to soil contamination had been cut in half in the last five years compared to the first five years covered by the survey. This was attributed to an increased awareness of the seriousness of the problem, and to the issuance of the API 653 standard for aboveground storage tank inspection. Table 3-1 shows the highlights of the survey results.
Table 3-1: Summary of Survey Results Population Description Number of Percent with Number with Tank Years * Bottom leak frequency tanks leaks in bottom leaks in bottom in (1988 1993) in last five years last five years Tanks < 5 years old Tanks 6 15 years old Tanks > 15 years old 466 628 9204 0.9% 3.8% 3.8% 4 24 345 2330 3140 46020 51490 1.7 10 -3 7.6 10 -3 7.5 10 -3 7.2 10 -3
All tanks in survey 10298 3.6% 373 * Tank years = number of tanks average number of years in service
A bottom leak frequency of 7.210-3 leaks per year was chosen as the base leak frequency. Although the leak frequency data in Table 3.1 indicates that tanks less than 5 years old have a much lower leak frequency, it was decided to use the whole survey population in setting the base leak frequency. The age of the tank is elsewhere accounted for in the model since the percent wall loss is a function of the tank age, corrosion rate, and original wall thickness. The percent wall loss is the basis of the modifier on the base leak frequency. Thus a very young tank with minimal corrosion will have a frequency modifier less than one which will lower its leak frequency accordingly. The survey did not report the size of leaks, but an informal survey of sponsors for the API RBI project indicated that leak sizes of up to " in diameter would adequately describe the vast majority of tank bottom leaks. Rapid bottom failures (or failures at the bottom/shell interface) although rare, do occur. Based on DNVs experience and the experience of the committee members, an expected frequency distribution of each leak size is presented in Table 3-2.
Table 3-2: Base Leak Frequencies for Tank Bottom Hole sizes Small Bottom Leak ( ) Rapid Bottom Failure Total Percentage 99.72% 0.28% 100% Frequency (per year) 7.20 10 -3 2.00 10 -5 7.22 10 -3
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
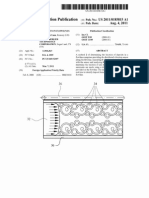
3.2
Basic Assumptions The approach used for ASTs applies to aboveground storage tanks subject to damage from both internal and external corrosion. Widespread and localized corrosion (which includes pitting and erosion-corrosion) are within the scope of the module. The modifying factor assumes that the thinning mechanism has resulted in a constant rate of thinning/pitting over the time period defined in the basic data. The likelihood of failure is estimated by examining the possibility that the corrosion rate is greater than expected. The likelihood of discovering these higher rates is determined by the number and type of inspections that have been performed. The more thorough the inspection, and the greater the number of inspections, the less likely is the chance that the corrosion rate is greater than anticipated. Figure 3-2 shows a flow chart of the steps required to determine the leak frequency modifying factor for tank bottoms. These steps are discussed in Sections 3.3 3-6, along with the required tables. Note: If the corrosion rate from an A or B Level inspection varies significantly from that predicted by the model (as shown in the flowchart on Figure 3-2), then the measured corrosion rate should take precedence. The model can then be recalibrated by adjusting the base corrosion rates so that the model agrees with the measured corrosion rate.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
10
Soil Side
Product Side
- Average time to leakage - Thickness - "Default" = 5 mpy Resistivity, See Table 3.4
Establish Base Corrosion Rate for Soil Side Corrosion (5 mpy) Adjust for Soil Conditions (0.66-1.5)
Establish Base Corrosion Rate for Internal Bottom Corrosion (2-5 mpy) Adjust for Internal Lining (0.3-1.75)
- Inspection Data - BS&W - pH, etc. - See Table 3.10
Lining needed? Applied according to API 652? See Table 3.12
Tank Pad Type, See Table 3.5
Adjust for Tank Pad Material (0.7-1.5)
Adjust for Lining Age (0.66-2.5)
Lining age? Applied according to API 652? See Table 3.13
Drainage, See Table 3.6
Adjust for Drainage (1.0-1.4) Adjust for Cathodic Protection (0.33-1.0)
Cathodic Protection, See Table 3.7 Bottom Design, See Table 3.8 Bulk Fluid Temperature, See Table 3.9
Adjust for Operating Temperature (1.0-1.4)
Bulk Fluid Temperature, See Table 3.14 Use of Steam Coil Heater, See Table 3.15 Water Draw, See Table 3.16
Adjust for Bottom Type (1.0-1.4) Adjust for Operating Temperature (1.0-1.4) Calculate Modified Soil Side Corrosion Rate (Always Localized)
Adjust for Steam Coil Heater (1.0-1.15) Adjust for Water Draws (0.6-1.0)
Calculate Modified Product Side Corrosion Rate (Widespread or Localized)
Product Side CR Type is Widespread
Is Product Side Bottom Corrosion Widespread or Localized?
Product Side CR Type is Localized Use the Greater of Corrosion Rates
Sum Corrosion Rates
Calculate ar/t for looking up Modifying Factor in Table (3.18)
Figure 3-2: Flow Chart to Determine Modifying Factor for Tank Bottoms
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
11
3.3
Soil Side Corrosion Rate Establish Base Corrosion Rate for Under Bottom (External) Corrosion The base corrosion rate is the expected or observed corrosion rate for a typical tank under average conditions, i.e. neither highly susceptible to corrosion nor especially resistant to corrosion. A base corrosion rate of 5 mpy might be typical. The base corrosion rate is founded on the conditions stated in Table 3-3.
Table 3-3: Summary of Conditions for Soil Side Base Corrosion Rate Factor Soil Resistivity Tank Pad Material Tank Drainage Cathodic Protection Bottom Type Bulk Fluid Temperature Base Corrosion Rate Conditions Moderately corrosive (1000-2000 ohm-cm) Continuous asphalt or concrete Storm water does not collect around base of tank None or not functioning Single Bottom Below 75F
Adjust for Soil Conditions The resistivity of the native soil beneath the tank pad can affect the corrosion rate of the tank bottom. The resistivity of the tank pad material may be higher than the existing surrounding soil. However, corrosive soil beneath the high resistivity tank pad material may contaminate the tank pad fill by capillary action1. Thus, resistivity of the surrounding native soil may be used to determine the likelihood of corrosion on the tank bottom. Table 3.4 gives corrosion rate adjustment factors for soil resistivities. A common method of measuring soil resistivity is described in ASTM G 57. If the soil resistivity is not known, then assume moderately corrosive soil (adjustment factor equals 1). An adjustment factor of 1 should be used for tanks with RPBs, since RPBs effectively prevent the contamination of the tank pad material by the native soil.
Table 3-4: Native Soil Resistivity Adjustment Resistivity (ohm-cm) <500 500 1000 1000 2000 2000 10000 >10000 Potential Corrosion Activity Very Corrosive Corrosive Moderately Corrosive Mildly Corrosive Progressively Less Corrosive Tank with RPB Adjustment Factor 1.5 1.25 1 0.83 0.66 1
See API RP 651, Section 5.3.1
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
12
Adjust for Tank Pad The type of pad or foundation that the tank rests upon will influence the corrosion rate. The adjustment factors are assigned in a similar manner to those for the native soil beneath the tank pad. Table 3-5 gives corrosion rate adjustment factors for tank pads.
Table 3-5: Tank Pad Adjustment Type Soils with high concentrations of salts Crushed limestone Native soil Construction grade sand Continuous asphalt Continuous concrete Oil sand High resistivity, low chloride sand Adjustment Factor 1.5 1.4 1.3 1.15 1 1 0.7 0.7
Adjust for Drainage Rainwater collecting around the base of the tank can greatly increase corrosion. Table 3-6 gives corrosion rate adjustment factors for drainage conditions. The adjustment is made so that storm water collecting around a tank will cause the base corrosion rate to increase by 40%. Good drainage is considered normal, so the multiplier is set to 1 if water does not normally collect around the base of the tank.
Table 3-6: Tank Drainage Adjustment Type of Drainage Storm water usually collects around the base of the tank Storm water does not usually collect around the base of the tank Adjustment Factor 1.4 1
Adjust for Cathodic Protection Cathodic protection is one of the primary methods used to avoid corrosion of tank bottoms from the soil side. However, the system must be installed and maintained properly. Table 3.7 gives corrosion rate adjustment factors for cathodic protection. The factor is established so that the most credit is given for a properly functioning cathodic protection (CP) system in accordance with API 651, but no penalty is assessed for lack of CP. This assumes that the base corrosion rate is for systems without cathodic protection.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
13
Table 37: Adjustment for Cathodic Protection Functional Cathodic Protection in Place? NO YES (not per API 651) YES (installed and maintained per API 651) Adjustment Factor 1 0.66 0.33
Adjust for Bottom Type, Single or RPB Tanks with properly installed release prevention barriers (RPBs) tend to have bottom corrosion rates comparable to those with a single bottom. Both tanks with a single bottom and those with RPBs installed according to API 650 have an adjustment factor of 1 while a tank with a non-API 650 RPB is given an adjustment factor of 1.4. Adjustments for bottom type are provided in Table 3.8.
Table 38: Adjustment for Bottom Type Bottom Type RPB (not per API 650) RPB (designed and maintained per API 650) Single bottom Adjustment Factor 1.4 1 1
Operating Temperature Adjustment The operating temperature of the tank may influence external corrosion. Below 75F, the factor is neutral (1). For temperatures between 75F and 150F, the factor is 1.1. If the average operating temperature is between 150F and 200F, the factor is 1.3. For temperatures between 200F and 250F, the factor is 1.4. Above 250F, the factor returns to 1. Table 3.9 gives corrosion rate adjustment factors for bulk fluid temperatures.
Table 39: Adjustment for Fluid Temperature Bulk Fluid Temperature (F) 75 76 150 151 200 201 250 >250 Adjustment Factor 1 1.1 1.3 1.4 1
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
14
3.4
Product Side Corrosion Rate Establish Base Corrosion Rate for Product Side (Internal) Corrosion Tank bottoms can corrode from the inside of the tank as well as the outside. Base corrosion rates for product side corrosion can be obtained from previous internal inspection data, or may be assumed to approximate the corrosion in the lower inch or two of the shell, if significant bottom sediments and water (BS&W) are present. For dry product tanks, the internal corrosion can be insignificant. Table 3.10 shows the suggested base corrosion rates.
Table 310: Product Side Base Corrosion Rates Product Condition Dry Wet Base Corrosion Rate (mpy) 2 5
A summary of the conditions assumed for the product side base corrosion rate is given in Table 3.11 below.
Table 311: Summary of Conditions for Base Product Side Corrosion Rate Factor Internal lining Bulk fluid temperature Steam coil heater Water draws Base Corrosion Rate Conditions Internal lining not needed for corrosion protection and none applied Below 75F No No (Water draws conducted neither weekly nor after every receipt)
Adjust for Internal Lining (Coating) To protect the tank bottom from internal corrosion, a lining may be needed. A lining is a coating bonded to the internal surfaces of a tank to serve as a barrier to corrosion by the contained fluids. If an internal lining is needed, the adjustment factor is 1.15, if not, the factor is 1. If the required lining is applied in accordance with API 652 then there is a further reduction to 0.5 as shown in Table 3.12. The table also shows the benefit of applying an internal lining when none is required (0.3 0.6) and the demerit of failing to apply a lining when needed (1.75). Further adjustment is made based on the age of the lining, as illustrated in Table 3.13a. If there is no lining, then Table 3.13a is ignored and only one adjustment factor is used either 1 or 1.75 from Table 3.12. If a Liner is applied, the lining factor is set to 1 and the Liner adjustment factor is derived form table 3.13b
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
15
Table 312: Internal Lining (Coating) Adjustment Is internal lining needed for corrosion protection? YES (but no internal lining or unknown) YES (internal lining applied, but not according to API 652) YES ( internal lining applied per API 652) NO (and no lining applied) NO (internal lining applied anyway but not according to API 652) NO (but internal lining applied according to API 652) Adjustment Factor 1.75 1.15 0.5 1 0.6 0.3
* To determine the need for internal bottom lining, see API Recommended Practice 652.
Table 313a: Lining (Coating) Age Adjustment Lining Application and Age Lining applied per API 652 > 20 years limited or no data to assess lining condition > 20 years data to demonstrate that lining is in good condition 10 20 years < 10 years Lining not applied per API 652 > 10 years limited or no data to assess lining condition > 10 years data to demonstrate that lining is in good condition 5 10 years < 5 years 1.5 1 1 0.87 2.5 1 1 0.66 Adjustment Factor
Table 313b Liner (FRP Type) Age Adjustment Liner Age and Condition < 10 years OR Good Condition 10 20 years OR Fair Condition > 20 years OR Poor Condition Adjustment Factor 0.2 0.33 1
Fiberglass Liners If an internal liner (e.g. fiberglass or FRP Type liner) is applied rather than a lining (coating) then a different approach is used since the liner also provides a second barrier to a leak. The adjustment factors from Tables 3.12 and 3.13a are set to 1. The final bottom leak frequency, as calculated in Section 3.5, is multiplied by a factor that is dependent on the condition of the liner. If the liner is in good condition (or <10 years old) the factor
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
16
is 0.2; if the liner is in fair condition (or 10-20 years old) the factor is 0.33; and if the liner is in poor condition (>20 years old) the factor is 1. Operating Temperature Adjustment The operating temperature of the tank may influence internal corrosion. Below 75F, the factor is neutral (1). For temperatures between 75F and 150F, the factor is 1.1. If the average operating temperature is between 150F and 200F, the factor is 1.3. For temperatures between 200F and 250F, the factor is 1.4. Above 250F the factor returns to 1. Table 3.14 gives corrosion rate adjustment factors for bulk fluid temperatures.
Table 314: Adjustment for Fluid Temperature Bulk Fluid Temperature (F) 75 76 150 151 200 201 250 >250 Adjustment Factor 1 1.1 1.3 1.4 1
Steam Coil Heater Adjustment If a steam coil heater is present, the internal corrosion rate is adjusted upwards slightly due to extra heat, and the possibility of steam leaks from the internal coil. Table 3.15 gives corrosion rate adjustment factors for steam coil heaters.
Table 315: Steam Coil Heater Adjustment Does tank have a steam coil heater? YES NO Adjustment Factor 1.15 1
Adjust for Water Draws Water draws when consistently used can greatly reduce the damaging effects of water at the bottom of the tank. To receive the full benefit, water must be drawn weekly or after every receipt. Table 3.16 shows the adjustment factors for water draws.
Table 316: Water Draw Adjustment Are water draws conducted either weekly or after every receipt? NO YES Adjustment Factor 1 0.6
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
17
3.5
Determination of Tank Bottom Leak Frequency Estimate Internal and External Corrosion Rates The internal and external corrosion rates are estimated by multiplying the base corrosion rate by the respective adjustment factors. This will produce two separate corrosion rates that are combined as described below. It is assumed that the soil side corrosion will be localized in nature while the product side corrosion will be either widespread or localized. Combine Corrosion Rates If the internal corrosion is widespread in nature, the corrosion areas will likely overlap such that the bottom thickness is simultaneously reduced by both internal and external influences. In this case, the internal and external rates are additive. For pitting, the chances are low that internal and external rates can combine to produce an additive effect on wall loss. In this case, the user chooses the greater of the two corrosion rates as the governing rate for the proceeding step. Inspection Rating Category Inspections are rated according to their expected effectiveness at detecting corrosion and correctly predicting the rate of corrosion. Table 3.17 provides inspection ratings for different inspection activities for the soil side and product side of the tank bottom. The guidelines are to be applied twice, once for the soil side, and once for the product side.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
18
Table 317: Guidelines for Assigning Inspection Rating Tank Bottom Inspection Rating Category A Soil Side Product Side
Commercial blast Effective supplementary light Visual 100% (API 653) Pit depth gauge 100% vacuum box testing of welded joints Lining or Liner: Sponge test 100% Adhesion test Scrape test B Floor scan 50+% & UT follow-up Brush blast OR Effective supplementary light EVA or other statistical method with Visual 100% (API 653) floor scan follow-up if warranted by Pit depth gauge the result Lining or Liner: Sponge test >75% Adhesion test Scrape test C Floor scan 5-10+% plates; Broom swept supplement with scanning near shell Effective supplementary light & UT follow-up; Scan circle and X Visual 100% pattern Pit depth gauge Progressively increase if damage Lining or Liner: found during scanning Sponge test 50 75% Hammer test Adhesion test Cut coupons Scrape test D Spot UT Broom swept Hammer test No effective supplementary lighting Flood test Visual 25-50% Lining or Liner: Sponge test <50 E None None * The methods listed in this table should be applied in accordance with API Standard 653 under the direction of an API 653 certified inspector.
Floor scan 90+% & UT follow-up Include welds if warranted from the results on the plate scanning Hand scan of the critical zone
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
19
Determination of Number and Effectiveness of Inspections The rating of each inspection performed within the designated time period must be characterized in accordance with Table 3.17. The number and effectiveness of the inspections is used for deriving the appropriate modification factor in Table 3.18. The highest rated inspections will be used to determine the modifying factor. If multiple inspections of a lower rating have been conducted during the designated time period, they can be equated to an equivalent higher rated inspection effectiveness in accordance with the following relationships: 1 A inspection = 2 B inspections 1 B inspection = 2 C inspections 1 C inspection = 2 D inspections An example of how to apply this rule is as follows. Suppose you conducted three inspections for a given tank. Suppose that one of the three inspections was rated as A, while the second and third inspections were rated as B and C respectively. This would result in a combined number and effectiveness of 1.75 A inspections. The modification factor from Table 3.18 will be interpolated between the 1A and 2A columns. Determination of Modifying Factor To determine the final modifying factor for the tank bottom, a dimensionless quantity, known as the ar/t value is estimated, and a table is consulted to look up the modifying factor for the generic failure frequency. The ar/t is found as follows:
ar / t = age rate thickness
Equation 3-1
where a is the age of the equipment, in years; r is the maximum corrosion rate in mpy; and t is the original thickness of the tank bottom, in mils. The ar/t method assumes that the corrosion rate r is constant over the life of the tank. The value, ar/t, is actually the fraction of the original tank bottom that has been lost due to corrosion. The calculated ar/t , and the combined number and rating of inspections, are used to determine the modifying factor MFar/t from Table 3.18. Internal Liners Internal liners (e.g. fiberglass liners) can prevent leaks even if there is a hole in the floor itself. A properly installed liner within its warranted life can be assumed to reduce the
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
20
leak frequency by a factor of 5, i.e. MFFiberglass Liner = 0.2, if FRP type liner is installed. The adjustment factor varies with liner condition or age, if condition is unknown. The factors are given in Table 3.13b.
Small Bottom Leak Frequency = (7.2 10 3 / year) MFar / t MFFiberglassLiner
Determination of Tank Specific Leak Frequencies The leak frequency for a specific tank is obtained by multiplying the base leak frequency for tank bottoms (Table 3.1) by the modifying factor obtained from Table 3.18 and the Internal Lining factor from Table 3.13b. 3.6 Summary Leak Frequency Calculation A summary of the steps required to determine the tank bottom leak frequency is presented below: (1) Determine the base leak frequency for tank bottoms. (2) If the maximum corrosion rate is known from an A or B Level inspection, then use that corrosion rate and skip to step 6. (3) Start with an estimate of the base corrosion rate for the soil side of the tank bottom and multiply that rate by the following factors: (a) (b) (c) (d) (e) (f) Soil conditions Tank pad Drainage Cathodic protection Bottom type Operating (fluid) temperature
(4) Start with an estimate of the base corrosion rate for the product side of the tank bottom and multiply that rate by the following factors: (a) (b) (c) (d) (e) Existence of internal lining Age of internal lining Operating (fluid) temperature Steam coil heater Water draws
(5) If the corrosion is widespread in nature, add the two corrosion rates (one for product side and one for soil side). If product side corrosion is localized, use the greater of the two corrosion rates. (6) Look up the modifying factor in Table 3.18. Use the ar/t value, number of inspections, and rating of inspections to determine the modifying factor. In consulting the ar/t table the number and rating of the soil side inspections take precedence in those cases where the corrosion is additive.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
21
(7) If a liner is installed, determine the modifying factor for the liner, based on age or condition known from inspection. (8) Multiply the base leak frequency (step 1) by the modifying factor (step 6 and 7) to obtain the (tank specific) bottom leak frequency. One Likelihood of Failure value is calculated for the tank bottom leak frequency, and one is calculated for the rupture or rapid failure frequency. These have different associated consequences of failure and contribute both to the total tank risk. See section 3.7 for specific Rapid Bottom failure frequencies.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
22
Table 318a: Tank Bottom Modifying Factors Number of Inspections
0 ar/t 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95 1.00 E 0.01 0.01 0.98 2.62 5.3 9.08 13.9 19.8 26.6 34.3 42.7 51.8 61.5 71.6 82.2 93.1 104 116 127 139 D 0.01 0.01 0.3 1.05 2.56 5.03 8.57 13.3 19.1 26 34 43 52.8 63.4 74.8 86.7 99.2 112 125 139 C 0.01 0.01 0.07 0.34 1.05 2.48 4.85 8.35 13.1 19.2 26.5 35.2 45 56 68 80.8 94.5 109 124 139 1 B 0.01 0.01 0.01 0.06 0.27 0.84 2.04 4.18 7.51 12.2 18.5 26.4 36 47.1 59.6 73.5 88.5 105 121 139 A 0.01 0.01 0.01 0.01 0.02 0.09 0.36 1.03 2.43 4.93 8.93 14.8 22.7 33 45.6 60.4 77.5 96.4 117 139 D 0.01 0.01 0.01 0.07 0.32 0.99 2.38 4.78 8.45 13.6 20.3 28.6 38.4 49.7 62.4 76.1 90.8 106 122 139 C 0.01 0.01 0.01 0.01 0.07 0.29 0.9 2.21 4.58 8.35 13.8 21.1 30.4 41.5 54.5 69.1 85.1 102 120 139 2 B 0.01 0.01 0.01 0.01 0.01 0.04 0.19 0.66 1.76 3.92 7.63 13.3 21.3 31.8 44.8 60.2 77.7 96.9 117 139 A 0.01 0.01 0.01 0.01 0.01 0.01 0.01 0.05 0.24 0.82 2.22 5.07 10.1 18 29.5 44.7 63.6 86.1 111 139 D 0.01 0.01 0.01 0.01 0.04 0.2 0.68 1.79 3.89 7.36 12.5 19.7 28.8 40 53.1 67.9 84.2 102 120 139 C 0.01 0.01 0.01 0.01 0.01 0.03 0.16 0.58 1.59 3.64 7.22 12.8 20.7 31.1 44.1 59.6 77.2 96.6 117 139 3 B 0.01 0.01 0.01 0.01 0.01 0.01 0.02 0.09 0.38 1.18 2.99 6.46 12.3 21.1 33.2 48.8 67.7 89.5 113 139 A 0.01 0.01 0.01 0.01 0.01 0.01 0.01 0.01 0.02 0.13 0.52 1.67 4.37 9.69 18.8 32.7 52 76.7 106 139 D 0.01 0.01 0.01 0.01 0.01 0.04 0.18 0.62 1.67 3.78 7.43 13.1 21 31.5 44.5 59.9 77.4 96.8 117 139 C 0.01 0.01 0.01 0.01 0.01 0.01 0.03 0.13 0.5 1.45 3.49 7.26 13.4 22.4 34.6 50.2 68.9 90.3 114 139 4 B 0.01 0.01 0.01 0.01 0.01 0.01 0.01 0.01 0.07 0.3 1.02 2.8 6.45 13 23.2 37.9 57.3 81 109 139 A 0.01 0.01 0.01 0.01 0.01 0.01 0.01 0.01 0.01 0.02 0.11 0.49 1.71 4.81 11.3 23 41.3 67 100 139
A, B, C, and D refer to the rating (effectiveness) of the inspections. E indicates that there have been no inspections. The range of the factors is derived from the generic failure frequency (GFF=7.210-3), such that 1/GFF = 139, which equates to hole-through of the tank floor. The lowest factor of 0.01 indicates that even under the best conditions, a tank can not be considered better than 1% of the average probability of failure.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
23
Table 318b: Tank Bottom Modifying Factors Scaled by Factor 10 (ONLY used for the API RBI Software, Oct. 2001 version) Number of Inspections
0 ar/t 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95 1.00 E 1 3 10 27 53 91 139 198 266 343 427 518 615 716 822 931 1040 1160 1270 1390 D 1 1 3 11 26 51 86 133 191 260 340 430 528 634 748 867 992 1120 1250 1390 C 1 1 1 4 11 25 49 84 131 192 265 352 450 560 680 808 945 1090 1240 1390 1 B 1 1 1 1 3 9 21 42 76 122 185 264 360 471 596 735 885 1050 1210 1390 A 1 1 1 1 1 1 4 11 25 50 90 148 227 330 456 604 775 964 1170 1390 D 1 1 1 1 4 10 24 48 85 136 203 286 384 497 624 761 908 1060 1220 1390 C 1 1 1 1 1 3 9 23 46 84 138 211 304 415 545 691 851 1020 1200 1390 2 B 1 1 1 1 1 1 2 7 18 40 77 133 213 318 448 602 777 969 1170 1390 A 1 1 1 1 1 1 1 1 3 9 23 51 101 180 295 447 636 861 1110 1390 D 1 1 1 1 1 2 7 18 39 74 125 197 288 400 531 679 842 1020 1200 1390 C 1 1 1 1 1 1 2 6 16 37 73 128 207 311 441 596 772 966 1170 1390 3 B 1 1 1 1 1 1 1 1 4 12 30 65 123 211 332 488 677 895 1130 1390 A 1 1 1 1 1 1 1 1 1 2 6 17 44 97 188 327 520 767 1060 1390 D 1 1 1 1 1 1 2 7 17 38 75 131 210 315 445 599 774 968 1170 1390 C 1 1 1 1 1 1 1 2 5 15 35 73 134 224 346 502 689 903 1140 1390 4 B 1 1 1 1 1 1 1 1 1 3 11 28 65 130 232 379 573 810 1090 1390 A 1 1 1 1 1 1 1 1 1 1 2 5 18 49 113 230 413 670 1000 1390
NOTE: Table 3.18b is developed only for the API RBI Software, which for inspection planning only can handle integer type data. Each value has been multiplied by a factor of 10, and subsequently rounded up to the nearest integer. In the software, the modification is only used for Inspection Planning purposes. Once this limitation of the API RBI Software has been eliminated, Table 3.18b should be replaced with Table 3.18a in the Software, and Table 3.18b deleted. The relevant calculations also need to be corrected in the software.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
24
3.7
Rapid Bottom Failures Rapid bottom failures (or failures at the bottom/shell interface) have a base frequency of 2.0 10-5 per year. This failure rate is then modified by two factors (1) whether the tank is designed, fabricated, and maintained according to recognized industry standards, and (2) the extent of corrosion. The calculation to determine the frequency for rapid bottom failures is shown in the following equation:
Rapid Bottom Failure Frequency = 2 10 5 / year MFDesign MFCorrosion
Equation 3-2
Tank Design and Maintenance If the AST is designed and maintained according to recognized industry standards it will be less likely to encounter a rapid bottom failure. Table 3.19 shows the modifying factors for those tanks, which have been designed and fabricated according to recognized industry standards and maintained according to API Standard 653.
Table 319: Modifying Factor for Tank Design and Maintenance Is the tank designed according to a recognized industry standard and maintained according to API 653? NO YES Modifying Factor
5 .5
Corrosion The effects of corrosion on the critical bottom/shell interface will be similar to the effects of corrosion on the tank bottom. A modifying factor for tank bottom corrosion was previously determined from Table 3.18 as outlined in the tank bottom flow chart (Figure 3-2). This modifying factor can now be used in determining a modifying factor for rapid bottom failures. The MFCorrosion (modifying factor for rapid bottom failures) is the Table 3.18 modifying factor (for Leaks) divided by 20 with a minimum value of 0.2. The factor is calculation is shown in the following equation:
MFCorrosion = MAX (
Equation 3-3
MFar / t ,0.2) 20
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
25
4. 4.1
TANK SHELL LEAK FREQUENCY Failure Frequency The leak frequency for tank shells is based on the experience of one of the major operating companies. All of their shell leaks are of the variety that wet the outside of the tank; however, the vast majority of the leaks do not reach the ground before they are cleaned up and the tank repaired. Thus, for shell leaks only two categories will be considered: (1) small shell leaks of 1/8" or larger that reach the ground, and (2) rapid shell failures. These leak frequencies are shown in Table 4-1. A failure rate for rapid shell failures was determined separately based on actual incidents, as noted below. A review of literature produced reports of two rapid shell failures in the petroleum industry in the United States in the last thirty years: 1. 2. 1971 (location unknown), brittle fracture caused loss of 66,000 bbl crude oil 1988 Ashland Oil, PA, brittle fracture caused loss of 96,000 bbl diesel
One could argue that this set of data may be incomplete. It is difficult to imagine, however, that a catastrophic failure of a large storage tank could escape the attention of the national news media. The number of tanks that provided the basis for the two failures was estimated from literature to be about 33,300 large storage tanks. This value was based on a 1989 study carried out for API by Entropy Ltd. Large, in this case, is defined as having a capacity greater than 10,000 barrels. The number of tanks represents the total in the Unites States for the refining, marketing, transportation, and production sectors. Thus the total number of tank years was found to be approximately 1,000,000. Dividing the number of failures by the number of tank years yields a rapid shell failure frequency of 210-6 per tank year. However, similar to the tank floor to shell rapid failure, the shell rapid failure probability is adjusted for whether or not the tank is maintained in accordance to API 653. This causes the frequency factor to skew slightly towards rapid failures. A summary of the base shell leak frequencies is provided in Table 4-1.
Table 4-1: Leak Frequencies for Tank Shell Hole Sizes Small Shell Leak Rapid Shell Failure Maintained to API 653 Rapid Shell Failure Not Maintained to API 653 Total Percentage 96.1% 0.1% 3.8% 100% Frequency (per year) 1.00 10 -4 1.00 10 -7 4.00 10 -6 1.04 10 -4
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
26
4.2
Tank Shell Excluded Practically, the Tank Shell should be considered a separate equipment type to tank floor in the RBI risk calculations. However, for this API RBI approach, the shell is not considered an inspection item, and hence, not included in the equipment type modeling of ASTs. It is suggested that overall the Tank Shell inspections are driven by Tank Floor inspections. Compared to the tank floor, the shell introduces a very limited increase to the overall risk associated with tank failures (see example in Table 9-1). It is hardly justified to impose internal inspections for small leaks, as long as tank surveillance is done daily or regularly. The rapid shell failure can be assumed related to embattlement, and not necessarily thinning. Hence, a shell inspection is best planned as an internal inspection in conjunction with floor inspection, combined with a fitness-for-service type assessment for potential material embattlement, and the location for these. This can be followed-up with online external shell inspection at critical areas. This practically eliminates the tank shell as an inspection item in RBI terms, and justifies the approach that shell inspection frequencies are controlled and driven by the floor inspections. Given below is an example of a worst case scenario for a rapid tank shell failure: Diameter: 200; Height: 48 Volume: 1.51 Million ft3 = 268,600 barrels Tank location is in a Highly sensitive area and in the vicinity of surface water. The content is assumed spilled: 80% to Surface water, 15% Offsite surficial soil and 5% Onsite surficial soil. Based on the clean-up cost factors from Table 6.1, the total consequence is: CoF = 268,600barrels (0.80 5000 + 0.15 500 + 0.05 50)$/barrel = $1,095 millions Which is the ultimate consequence per event. However, the calculated risk per year for this relative extreme case is: Risk $/year = $1,095MM 4.00E-6 = $4,380 (Not API 653 compliant) Risk $/year = $1,095MM 1.00E-7 = $110 (API 653 compliant) This case is based on a tank under average conditions. There might be specific factors that would increase the probability of rapid failure as function of time or change in operating conditions. However, this is outside the scope of this document. See Sections 6.2 and 6.3 for consequence details on shell failures.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
27
5. 5.1
APPLICATION AND EXAMPLES Similar Service The inspection history and observed corrosion rate of a tank in similar service (Tank A) can be used to estimate the corrosion rate of the tank under consideration (Tank B). Tanks are considered to be in similar service if they have the same characteristics (cathodic protection, internal lining, etc.), product, and soil conditions. The maximum wall loss seen in the similar service tank (Tank A) is used to calculate the combined internal and external corrosion rate of Tank B as shown in Equation 5.1. t orig . (mils ) t min . (mils ) age ( years)
Combined Corrosion Rate (mpy) =
Equation 5-1
This similar service corrosion rate is now assumed to apply to Tank B. The ar/t table (Table 3.18) is consulted to determine the modifying factor where r is the combined corrosion rate, a is the age of the tank where t min was measured, and t is the original thickness of the tank bottom. When consulting the ar/t table, drop one inspection rating category. Thus if Tank A had an A rated inspection, then assume a B rated inspection for Tank B. The modifying factor is then multiplied by the bottom or shell leak frequency as appropriate to obtain the tank specific leak frequency. 5.2 Measured Corrosion The actual measured corrosion rate from a previous inspection should always be used if it is greater than the corrosion rate predicted by the model. If the measured corrosion rate is less than that predicted by the model then the measured rate can be used if it is from an A or B inspection. (In this module the measured corrosion rate always refers to the maximum measured corrosion rate.) Using the measured corrosion rate r (combined internal and external), the age of the tank a, and the original bottom thickness t , the applicable modifying factor is obtained from the ar/t table, Table 3.18. Generally the 1 Inspection column will be used. If, however, this measured corrosion rate is the maximum seen in two (similarly rated) inspections then the 2 inspection column is used. Section 3.5 provides guidance on how to use the ar/t table for multiple inspections of dissimilar rating. The modifying factor is then multiplied by the bottom leak frequency to obtain the tank specific leak frequency.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
28
5.3
Repair and Replacement If sections of the tank bottom are repaired or replaced then the model must be recalibrated to account for this. Typically sections of the tank bottom are repaired or replaced when excessive wall loss is detected. This will be handled in the model by resetting the age (a) of the tank bottom to zero and using the minimum measured thickness of the tank bottom to determine a new original thickness (t). This minimum measured thickness will likely be from an unrepaired area of the tank bottom. While in some cases the repaired tank floor does not have any associated readings that are likely to be representative for the minimum thickness of the remaining floor, in other cases there might be fairly accurate readings to support a minimum thickness. It is however, assumed that as a minimum the tank floor is always restored to 30% of its original thickness when repaired. All this should be taken into account when determining a new/revised tank floor thickness. The following table should be used in deriving the new original thickness in case of repaired floors.
Table 5-1 Correction Factor for measured floor thickness readings Wall Thickness reading available Yes Yes Yes No Confidence in available thickness reading High Fair Low Correction factor for available thickness reading 0.9 0.7 0.5 Fraction of original thickness 0.3
The corrosion rate to use in predicting wall loss at future points in time will likely be the maximum measured corrosion rate (which led to the repair or replacement), although the corrosion rate predicted by the model may be used if it is greater (see Section 5.2). It should be kept in mind, where the measured corrosion rate is derived from measurements on a floor that has actually leaked, that the actual time of hole-through might be somewhat uncertainty. More details on floor Repair and Replacement is included in section 7. 5.4 Examples Likelihood Calculation Example 1 Standard Use of the Model for calculation of MFar/t Tank Characteristics: Tank Bottom Thickness: Age: 250 mils 10 years
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
29
Base Bottom Leak Frequency: Base Corrosion Rate (Soil Side): Base Corrosion Rate (Product Side): Inspections: Tank Bottom Soil Side Corrosion Rate
0.0072/year 5 mpy (localized) 5 mpy (widespread) None
The base corrosion rate for the soil side of the tank bottom is modified by six adjustment factors: Base corrosion rate (Table 3-3): Default Soil Conditions (Table 3-4): 600 ohm-cm Tank Pad Material (Table 3-5): Construction grade sand Drainage (Table 3-6): Storm water does not collect at tank base Cathodic Protection (Table 3-7): Yes; but not per API 651 Bottom Type (Table 3-8): Single bottom Operating Temperature (Table 3-9): 100 F The adjusted corrosion rate (r) is calculated as follows: r = CRBase AFSoil Cond. AF Tank Pad AFDrainage AFCath. Prot. AFBottom AFOper. Temp.
o
CRBase = 5mpy AFSoil Cond.= 1.25 AFTank Pad = 1.15 AFDrainage = 1.0 AFCath. Prot. = 0.66 AFBottom = 1.0 AFOper. Temp. = 1.1
Thus:
r = 5. 0 1.25 1.15 1. 0 0. 66 1. 0 1.1 = 5.22 mpy
Tank Bottom Product Side Corrosion Rate The base corrosion rate for the product side of the tank bottom is modified by five adjustment factors: Product condition (Table 3-10): Wet Lining Age (Table 3-13): 10 years Operating Temperature (Table 3-14): 100oF Steam Coil Heater (Table 3-15): No CRBase = 5mpy AFLining Age = 1.0 AFOper. Temp. = 1.1 AFCoil Heater = 1.0
Internal Lining Needed (Table 3-12): Yes, applied per API 652 AFLining = 0.5
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
30
Water Draws (Table 3-16): Yes, after every receipt The adjusted corrosion rate (r) is calculated as follows:
AFWater Draws = 0.6
r = CRBase AFLining AFLining Age AFOper. Temp. AFCoil Heater AFWater Draws
Thus:
r = 5. 0 0. 5 1.0 1.1 1.0 0.6 = 1.65 mpy
Combine Corrosion Rates Product side corrosion is widespread (generalized), i.e. the combined corrosion rate is:
r = 5.22 mpy + 1.65 mpy = 6. 87 mpy
Calculate ar/t for use in ar/t lookup table:
ar / t =
(10 years)(6.87 mpy) = 0.275
250 mils
Then using the ar/t table for tank bottoms (Table 3.18) for an E inspection (i.e. no inspection) the modifying factor can be determined by interpolation.
MFar / t = 5.3 +
(9.08 5.3) (0.275 0.25) = 7.19 (0.30 0.25)
Tank Bottom Leak Frequency = 7.19 0.0072 = 5.2 10-2 / year Rapid Bottom Failure Frequency Designed according to API 650 and maintained according to API 653: Corrosion modification factors is calculated as MFDesign = 0.5
MFCorrosion = MAX (7.19 / 20,0.2) = 0.36
Thus, Rapid Bottom Failure Frequency = 2 10-5 / year 0.5 0.36 = 3.6 10-6 / year
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
31
Similar to Table 3-2, the hole size distribution for bottom leaks would be:
Leak Frequencies for Tank Bottom Hole sizes Small Bottom Leak Rapid Bottom Failure Total Percentage 99.993% 0.007% 100% Frequency (per year) 5.2 10 -2 2.8 10 -6 5.2 10 -2
Example 2 Using the Measured Corrosion Rate Tank Characteristics: Tank Bottom Thickness: Age: Base Bottom Leak Frequency: Inspections: Inspection Result: 250 mils 10 years 0.0072/year 1 A rated inspection at 10 years Maximum corrosion rate of 5.5 mpy
Assume that based on the findings in Example 1 that an A rated inspection was conducted and found a maximum corrosion rate of 5.5 mpy. The maximum corrosion rate found by the inspection will supersede that predicted by the model (6.87 mpy). Thus:
ar / t =
(10 years)(5.5 mpy)
250 mils
= 0.220
By interpolation from the ar/t table (Table 3.18):
MFar/t = 0.014 Tank Bottom Leak Frequency = 0.0072 0.014= 1.0 10-4 / year Rapid Bottom Failure Frequency Designed according to API 650 and maintained according to API 653: Corrosion modification factors is calculated as MFDesign = 0.5
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
32
MFCorrosion = MAX (0.014 / 20,0.2) = 0.2
Thus, Rapid Bottom Failure Frequency = 2 10-5 / year 0.5 0.2 = 2.0 10-6 / year Similar to Table 3-2, the hole size distribution for those leaks would be:
Leak Frequencies for Tank Bottom Hole sizes Small Bottom Leak Rapid Bottom Failure Total Percentage 98.039% 1.961% 100% Frequency (per year) 1.0 10 -4 2.0 10 -6 1.0 10 -4
5.5
Likelihood of Failure Calculation Flow Chart The flow chart on Figure 5-1 schematically illustrates the steps for determining the LoF for small leaks and rupture:
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
33
Calculate LoF
Changes since original service start date
No
Change in CR Calc - Inspection, measured CR - Similar tank data - CP - Lining/Liner - Repairs (revised Age and thickness - New floor - etc.
Yes Calculate MFar/t for Leak failure (CR, Age, WT) Liner ? Yes
Calculate CR or use measured CR Figure 3-2
No Calculate MFLiner - Type - Age - Condition
Calculate MFar/t for Rupture failure (CR, Age, WT)
MFCorrosion = MAX(MFar/t/20, 0.2) LoFLeak = GFFLeak MFar/t MFLiner Designed & Maintained to API 653 No MFDesign = 5 LoFRupture = GFF Rupture MFDesign MFCorrosion Calculate Ratio LoFLeak : LoFRupture Yes MFDesign = 0.5
Figure 5-1 : Likelihood of Failure Calculation
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
34
6.
CONSEQUENCE ANALYSIS METHODOLOGY The consequence of a spill is measured in dollars and consists of environmental clean-up costs, environmental penalties, repair costs, and lost opportunity costs. Total Cost = Environmental Clean-up Costs + Environmental Penalties + Repair Costs + Lost Opportunity Costs
Equation 6-1
The costs for environmental penalties, repair costs, and lost opportunity costs are input by the user. The basic approach to estimating the environmental clean-up costs of a scenario is to add the cost for the various clean-up methods needed to remediate a spill. For instance, if a spill leads to groundwater contamination, the components of the cleanup may consist of soil remediation onsite, soil remediation offsite, or groundwater clean up. Each component has a Clean-Up Factor (CUF) that is based on the location of the spill and the type of material spilled. The unit of measure for the CUF is dollars per barrel ($/bbl), and encompass the most common clean-up methods, such as physically cleaning the soil, vapour emission recovery, water well pumping, etc. In mathematical terms, the cost for each component of the environmental clean-up operation is expressed as follows: Environmental Clean-up Cost = Volume CUF
Equation 6-2
In the above expression, the volume is the amount of fluid to be cleaned-up. The CUF can be established by assigning a CUF of $10 for the clean-up of one barrel of crude oil spilled into a diked area, for a region with a relaxed regulatory climate. Table 6-1 gives the Clean-Up Factors suggested for ASTs. If desired, the user may choose to substitute other values for those listed below.
Table 6-1: Suggested Clean-Up Factors Description Spill contained in dike Onsite surficial soil contamination Offsite surficial soil contamination Subsurface soil contamination Groundwater contamination Surface water contamination Suggested Clean-Up Factor ($ per bbl) 10 50 Low: 100, medium: 250, high: 500 Low: 500, medium: 1,500, high: 3,000 Low: 1,000, medium: 5,000, high: 10,000 Low: 500, medium: 1,500, high: 5,000 Applicable Failure Types Rupture Rupture Rupture Leak Leak Rupture
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
35
For each spill, the total volume could have several fates; for instance, a portion reaches groundwater while another portion stays in the surrounding soil. If this is the case, simply multiply the different volumes by their respective CUF and then sum the cost ($s) to get the total consequence. A detailed explanation of the consequence model is presented in the following sections. The environmental impact from AST failures considered in this AST consequence model are shown pictorially in Figure 6-1. The steps for determining associated clean-up cost factors are illustrated on the flow-chart in Figure 6-2. In general, there are two different types of leaks: below ground and aboveground leaks. Below ground leaks are caused by bottom leaks, while aboveground leaks are caused by shell/fitting leaks, or ruptures. The initial leak rate will differ, depending on the medium into which the fluid is leaking hence the need for two distinct models. 6.1 Bottom Leaks The foundation designs for petroleum and product storage tanks are governed by API Standard 650. API 650 (Appendix B) addresses foundation conditions for the ring wall as well as for the earth grade supporting the tank bottom. The API code also provides several designs for leak detection that inhibits fluid from penetrating the earth grade supporting the tank. The analysis here is for those cases where leaks result in fluids entering the soil beneath the storage tank. API 650 recommends a 3-in. to 4-in. layer of cushion sand immediately beneath the storage tank bottom. This cushion sand layer is for creating a smooth surface for supporting the tank bottom. Beneath the sand layer is typically a sub-layer that can support the weight of the tank and fluid. This sub-layer can be any type of soil and is often obtained from the soils that are readily available onsite. Therefore, the sub-layer beneath the sand can consist of just about any material that will support the tank loads. In many cases, the sub-layer is an engineered fill, that is, it is placed and compacted to certain specifications. In order to provide additional containment protection, there are designs where a 30-mil to 40-mil flexible geomembrane liner is placed below the sand pad and on top of the soil sub-layer. The purpose of the liner, also known as a Release Prevention Barrier (RPB), is to protect the sub-layer from contaminants.
6.1.1 Foundation Conditions
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
36
AST Consequence Analysis Overview of Leak Scenarios
1 6 surface water Cleanup Location dike/RPB onsite, surficial soil offsite, surficial soil subsurface soil groundwater surface water dike / RPB
3 offsite
1 2 3 4 5 6
5 ground water
Figure 6-1: Overview of Spill Consequence Model
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
37
Figure 6-2: Flowchart for Environmental Clean-up Model
environmental impact or sensitivity CUF=1,000 CUF=5,000 CUF=10,000 yes low medium high
BOTTOM LEAK
reach groundwater ?
CUF=500 no CUF=1,500 CUF=3,000
low medium high
travel offsite
no CUF=50
RAPID BOTTOM FAILURE
no no contained in dike? yes reach surface water ? yes CUF=10
?
yes CUF=100 CUF=250 CUF=500 low medium high
SHELL/ FITTING LEAK RAPID SHELL FAILURE
CUF=500 CUF=1,500 CUF=5,000
low medium high
* CUF units - $/bbl
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
38
6.1.2 Three-Dimensional Flow Three-dimensional flow conditions were analyzed using a relationship that was developed for estimating the flow from leaks in flexible membrane liners into underlying soils. This empirical relationship was developed by Giroud and Bonaparte(1989): q = C h 0.9 a 0.1 k 0.74
Equation 6-3
Where: q = flow rate, (m 3 /sec) C = adjustment factor for degree of contact with soil: 0.21 for good contact, 1.15 for poor contact h = depth of liquid (m) a = area of hole (m 2 ) k = hydraulic conductivity of soil (m/sec) This relationship was used for estimating flow from holes in the base of tanks into the sand pad and for estimating the flow though the liner into the soil beneath it. This flow rate is limited to the maximum flow rate from the tank into the open atmosphere, which is described below. 6.1.3 Consequence Analysis Methodology If the tank does not have a release prevention barrier (RPB), the consequence model then determines if some portion of the leak can reach groundwater. The portion that reaches groundwater is assigned a different CUF from the portion that simply seeps into the ground. To find the portion that reaches groundwater, the analyst must first determine the type of soil below the tank pad and the vertical distance to groundwater directly below the tank. Knowing the type of soil immediately under the tank bottom, the analyst goes to Table 6-2 to determine the flow from the tank. Again, knowing the type of soil beneath the tank the downward vertical velocity in feet per day is found from Table 6-3. If there are multiple soil layers then the characteristics (thickness and soil type) of the most impermeable layer should be used. The time to reach groundwater (days) is calculated by dividing the vertical distance to groundwater (ft) by the downward vertical velocity (ft/day). (It should be noted that the downward velocity model, as represented in Table 6.3, tends to be conservative as it assumes that there is enough product being released to wet all of the soil/sand surfaces as the spill travels downward.)
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
39
Knowing the time to reach groundwater, the total leak time is used to determine if the groundwater was affected and, if so, how much hydrocarbon fluid accumulated in the groundwater. If the time to detect and begin remediation is shorter than the time to reach groundwater, then the spill is assumed not to affect groundwater. The volume that leaks from the tank is found by multiplying the leak rate (Table 6-2) by the detection time. In order to simplify the analysis a detection time is assumed for each type of leak as shown in Table 6-4. The basis for this analysis is a 30 head in the tank.
Table 6-2: Release Rates for Small Bottom Leaks (bbl/hr) Soil Type Coarse Sand Fine Sand Very Fine Sand Silt Sandy Clay Clay Hydraulic Conductivity of Soil (cm/sec) 110-1 1 10-2 110-2 1 10-3 110 1 10
-3 -5 -6 -7 -5 -6 -7 -8
Gasoline 5 1 0.08 0.006 0.001 0.0002
Diesel Oil Light Fuel Oil 2 0.5 0.03 0.003 0.0005 0.00008
Heavy Fuel Oil Crude Oil 0.15 0.03 0.002 0.0002 0.00003 0.000005
110 1 10 110 1 10 110 1 10
Table 6-3: Downward Fluid Velocity through Soil (ft/day) Soil Type Coarse Sand Fine Sand Very Fine Sand Silt Sandy Clay Clay Hydraulic Conductivity of Soil (cm/sec) 110-1 1 10-2 110 1 10
-2 -3 -5 -3 -5 -6
Gasoline 400 40 1 0.04 0.004 0.0004
Diesel Oil Light Fuel Oil 100 10 0.3 0.01 0.001 0.0001
Heavy Fuel Oil Crude Oil 3 0.3 0.01 0.0003 0.00003 0.000003
110 1 10 110 1 10
110-6 1 10-7 110-7 1 10-8
Table 6-4: Detection Times Scenario Small Bottom Leak (no RPB) Small Bottom Leak (RPB) Rapid Bottom Failure Rapid Shell Failure Detection Time (Suggested Default) 6 months 1 week 1 day 1 day
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
40
As can be seen in Tables 6.2 and 6.3 above, the selection of a soil type greatly influences the release rate from the tank and the downward velocity through the soil. A relatively inexpensive soil sample can be taken by a soils engineer to determine the hydraulic conductivity of the soil. Only small bottom leaks from tanks without an RPB have the potential to reach groundwater. The volume that affects groundwater is found by estimating the total spill using the leak rate and detection time, and then multiplying this by the fraction of the release that reaches groundwater (see Equation 6-4).
Fraction Contaminating Groundwater = (Detect. Time Time to Groundwater)/Detect. Time Equation 6-4
Release Prevention Barriers In the event of a release from a tank with a Release Prevention Barrier (RPB), it can be assumed that there is at least one small leak in the RPB. The head pressure will be assumed to be 4 the depth of the sand pad. Tanks with RPBs typically have at least four 1 drain pipes to detect the leak. The drain pipes also serve to evacuate the sand pad between the tank bottom and the RPB thus relieving head pressure. The release from the RPB will be of short duration (see Table 6.4). The release rate from a single small hole in an RPB is shown in Table 6.5. The user may specify the number of small holes assumed to be in the RPB and scale up the release rate accordingly.
Table 65: Release Rates from Small Hole in RPB (bbl/hr) on 1/8 hole Soil Type Coarse Sand Fine Sand Very Fine Sand Silt Sandy Clay Clay Hydraulic Conductivity of Soil (cm/sec) 110-1 1 10-2 110 1 10
-2 -3 -5 -3 -5 -6
Gasoline 0.1 0.02 0.001 0.0001 Negligible Negligible
Diesel Oil Light Fuel Oil 0.04 0.006 0.0005 Negligible Negligible Negligible
Heavy Fuel Oil Crude Oil 0.002 0.0004 Negligible Negligible Negligible Negligible
110 1 10 110 1 10 110 1 10
-7
110-6 1 10-7
-8
Asphalt Releases Asphalt releases are assumed to be similar to liquid releases contained in a dike. The environmental clean-up cost for such releases is $10/bbl. In case of leakage, the asphalt is assumed to solidify within a short distance into the ground. Hence, asphalt releases are only considered for rupture failures, and repair and outage costs in relation to leakage.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
41
6.2
Shell and Fitting Leaks Shell and fitting leaks are typically small and inconsequential. These leaks wet the outside of the tank and are generally dealt with before any product reaches the ground. For the roughly 5 or 10 percent of these leaks that do reach the ground it will be assumed that the spill size is 10 barrels.
6.3
Rapid Shell and Floor-to-Shell Failures A storage tank is often surrounded by a dike that is designed such that the volume of the dike will hold 110% of the volume of the largest tank in the dike. In the event of a rapid shell failure a portion of the product will spill over the dike wall. A model has been developed that provides a rough estimate of the fraction of product that overflows the dike. The model is based on predictions made by computational fluid dynamics (CFD) models used in previous studies. These studies were done for different materials (ACN, styrene, wastewater) and model spills from ASTs. The liquid height to radius ratios for the tanks ranged from 0.5 to 2.5. The model correlates the fraction of material that overflows the dike to the dimensions of the tank and the dike. Table 6.6 shows the fraction of the tank contents that can be expected to overflow the dike in the event of a rapid shell failure. RTank is the radius of the tank, and RDike is the average distance from the center of the tank to the dike walls. VTank Contents is the volume of the product in the tank, and VDike is the total volume of the dike (assuming the tank is not there). This correlation is valid for dike walls that are 3 to 6 feet high and should not be used for dike walls outside that range. If the user does not want to calculate the dike overflow using Table 6.6, a reasonable assumption for a typical diked tank is that 50% of the tank contents would overflow the dike subsequent to a rapid shell or floor-to-shell failure.
Table 66: Rapid Shell Failure (Fraction Overflowing Dike) RTank / R Dike 0.2 0.3 0.4 0.5 0.6 VTank Contents / VDike <0.35 0 0 0 0 0 0.4 0.10 0.07 0.05 0.04 0.03 0.6 0.53 0.35 0.25 0.21 0.18 0.8 0.90 0.60 0.45 0.36 0.30 1.0 1.0 0.78 0.58 0.47 0.39
Based on the design of the dike (or lack thereof) and the estimated volume overflowing the dike, determine if surface water contamination or off-site clean up may be a major concern. Multiply both the volume overflowing the dike and the volume contained by the dike by the appropriate CUF to estimate the cost in dollars.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
42
7.
REPAIR, REPLACEMENT, AND BUSINESS INTERRUPTION COSTS In addition to the environmental costs of a spill, there are also costs involved in repairing the tank or replacing the tank bottom. In addition, there are costs associated with the tank being out of service. This could involve a production rate cut or possibly an unplanned shutdown of a unit. Thus there are both tangible costs to repair the tank and the lost opportunity costs. The cost and duration of tank repairs can vary drastically from tank to tank. It is dependent on the size and age of the tank, type of foundation, type of product (crude oil vs. refined product), etc. It is thus recommended that the user input the repair costs and lost opportunity costs for the various repair/replace options for the tank under consideration. A set of default repair/replacement costs are listed in Table 7-1.
Table 7-1: Default AST Repair and Replacement Costs Repair Minor bottom repairs Small leak Major bottom repairs Several small leaks Bottom replacement (*) Rapid bottom failure (*) Hydro-test Install internal lining Epoxy type Install internal lining FRP type Rapid Shell failure (cost based on floor size) Cost $5,000 $10/ sq. ft. $20/ sq. ft $15/ sq. ft. -$4/ sq. ft. $7/ sq. ft. $15/ sq. ft. Downtime (Lost opportunity cost) 5 days 15 days 37 days 37 days 7 days 7 days 14 days 50 days
Shell leak repair Negligible 0 days *Hydro-test is normally required in relation to repair work. This has been included in downtime for the denoted items
For small leaks events, the probability for a bottom leak repair being Small is 70%, Major is 25% and Floor Replacement is 5%. These ratios are based on feed back and operators experience gathered by DNV. The percentages are used to calculate the relative contribution the total potential consequence. For the same events, the probability of having to install floor lining or liner is 30% if one was not installed before the leak and lining is not assessed to be needed, and 100% if lining is assessed to be needed and no lining or liner was previously applied. If lining or liner was installed prior to the leak, there is a 100% probability of replacement. 7.1 Downtime Consequence Costs The downtime and associated cost per day, takes into account cost factors such as tank blinding and preparation for inspection, tank cleaning, waste or sludge disposal, blasting, actual inspection work and bringing the tank back into service. Although these costs will vary with the tank size, stored fluid, etc. and as such will have differing contribution to the overall risk, these have not been individually quantified in this AST module.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
43
8.
CONSEQUENCE CALCULATION SUMMARY The consequence calculations are in effect split into two types of associated costs. In Chapter 6, the elements of the Environmental Consequence are described as cost related to environmental impact, and in Chapter 7, the elements of the Financial Consequence are described as cost related to equipment damage and outage. In Figure 8-1, the steps are illustrated on a flow chart for calculating the Environmental Consequence of Failure for both Leak and Rupture failure scenarios. In Figure 8-2, the steps are illustrated on a flow chart for calculating the Financial Consequence of Failure, also for both Leak and Rupture failure scenarios. Once the consequence elements are calculated, the total Probability Weight Consequence of Failure (CoF) is calculated as a function of Environmental and Financial Consequence, and expressed as follow:
CoF = 0.9972 ( Env.CoFLeak + Fin.CoFLeak ) + 0.0028 (Env.CoFRupture + Fin.CoFRupture)
Equation 8-1
The CoF is a fixed number and a characteristic for the specific tank. This CoF is the Consequence of Failure ($) factor that determines the Consequence Category for the Tank, and as such largely discriminates the High risk tanks from the Low risk Tanks. As shown in Equation 8-1 above and illustrated in the example in Table 9-2 and Table 9-3, the Consequence of Failure ratios can be based on generic failure frequencies in lieu of an actual calculated ratios. The difference is the total CoF cost will in every case be negligible. Thus, the failure ratios illustrated in Table 3-2 are used for this module.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
44
Environmental Consequence Bottom Leak
Environmental Consequence Bottom Rupture
Fluid
Tank Volume
Asphalt?
Yes
CUF = $10; Rupture failure and Financial Costs only
No
Asphalt?
Yes
CUF = $10
No Soil Type Dike? Yes
No RPB? Yes Flow velocity. See Table 6.5
Percent of Volume released outside Dike area: Volesc
Volesc = 100% % of Volesc Retained in Dike CUF of $10
No Flow velocity. See Table 6.2 Leak Detection Time (t) Distance to Ground Water (D) CUF Fraction that contaminates Ground Water (F gr) (F gr) = (t tgr)/D Total volume released % of Volesc Contam. Onsite Soil CUF of $50
Calculate time to Ground Water (tgr)
Environmental Sensitivity
% of Volesc Contam. Offsite Soil
Calculate fluid Volume contaminating Soil and Ground Water respectively
% of Volesc Contam. Surface Water
Environmental Sensitivity CUF
Calculate Total Environmental Cost caused by Leak: Soil clean-up cost + Ground Water clean-up cost = Env.CoF Leak
Calculate Total Environmental Cost caused by Leak: Soil clean-up cost + Ground Water clean-up cost = Env.CoF Rupture
Figure 8-1: Environmental Consequence Calculations
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
45
Financial Consequence Leak & Rupture
- Floor Diameter - Liner (Y/N) - Outage Cost/Day - etc. 70% : Repair Small Leak 25% : Repair several leaks 5%: Floor replacement
Calculate Equipment Damage and Outage Cost (See Table 7-1)
Total Cost related to Leak (Fin,CoFLeak)
Total Cost related to Leak (Fin,CoF Rupture)
Figure 8-2: Financial Consequence Calculations
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
46
9.
RISK ANALYSIS METHODOLOGY All risk assessment systems analyze risk by estimating both the likelihood and consequence of a postulated scenario. For ASTs, likelihood is measured in terms of spills per year, and consequence is expressed in terms of Dollars ($) per spill. When expressed as a single value, risk has the units of Dollars per year.
9.1
The Risk Scoring System The risk scoring system has been employed for several beneficial reasons: 1. 2. 3. 4. It derives a single measure that can be used to rank the relative risk of competing options The results can be directly applied to a cost-benefit analysis It has the ability to aggregate risks for an entire system It can be used to evaluate single changes that may have multiple beneficial effects
The risk scoring system is quantitative in nature, since it produces a numeric score for an AST. To determine the score, the frequency and the consequence of a pre-defined leak scenario are multiplied together. The risks for all scenarios are then summed to find the combined risk for the AST. An example of how the scoring system would be applied to a tank is shown in Table 9-1 below. This example is based on a 120 diameter AST containing gasoline, with an average fill level of 30 feet (i.e. 60,430 barrels). The tank does not have an RPB and is leaking into Very Fine Sand subsoil (0.08 bbl/hr at 1 ft/day vertical velocity) in an area of low environmental sensitivity. Expected leak detection time is 6 months = total leak of 346 barrels. The groundwater is 30 feet below the surface, and is reached in 30 days. All releases are contained in a dike, with the exception of a rapid bottom or shell failure in which case 35% of the tank contents would overflow the dike but stay onsite. No previous inspections are considered, and a Likelihood modification factor of 80 for the floor. This equates to a predicted floor thinning of ca. 75% of the original wall thickness. Outage cost per day is set to $20,000.
Table 9-1: Scoring System Example Calculated Failure Frequency (per year) 5.8 10 -1 8.0 10 1.0 10
-5 -4
Scenario Bottom leak Rapid bottom failure Small shell/fitting leak Rapid shell failure
Estimated Environmental Clean-up Cost ($) 147,000 1,450,000 100 1,450,000
Environmental Penalties ($) 30,000 100,000 -100,000
Estimated Repair Costs ($) 10,000 225,000 5,000 225,000
Lost Opportunity Costs ($) 100,000 740,000 -740,000
Risk Score ($/year) 166,460 201 1 5 166,667
2.0 10 -6
TOTAL RISK (Dollars per year)
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
47
In the above example, the highest-risk event is the small bottom leak. It is apparent that bottom leaks dominate over the shell leaks and rupture failures. In comparison, the total probability weighted consequence that ultimately can be expected for any given failure event, is calculated as shown in Table 9-2 below. This is continuing the example in Table 9-1 above:
Table 9-2: Consequence Calculation Example Adjusted Frequencies Calculated Failure Frequency (per year) 5.8 10 -1 8.0 10 1.0 10
-5 -4
Scenario Bottom leak Rapid bottom failure Small shell/fitting leak Rapid shell failure Sum
Total Costs ($/Scenario) 287,000 2,515,000 5,100 2,515,000 5,322,100
Failure Probability Ratio 99.969% 0.014% 0.017% 0.000% 100%
Probability Weighted Consequence ($/event) 286,911 352 1 0 287,264
2.0 10 -6 5.80 10
-1
TOTAL CONSEQUENCE (Dollars per event)
Table 9-3: Consequence Calculation Example Generic Frequencies Calculated Failure Frequency (per year) 7.2 10 -3 2.0 10
-5
Scenario
Total Costs ($/Scenario) 287,000 2,515,000 5,100 2,515,000 5,322,100
Failure Probability Ratio 98.359% 0.273% 1.366% 0.002% 100%
Probability Weighted Consequence ($/event) 282,290 6,866 70 50 289,276
Bottom leak Rapid bottom failure Small shell/fitting leak Rapid shell failure Sum
1.0 10 -4 1.0 10 -7 (*) 7.32 10
-3
TOTAL CONSEQUENCE (Dollars per event) (*) Assuming that most ASTs are maintained according to API 653.
As illustrated in Table 9-2 and Table 9-3 above, there is only a negligible difference in the probability weighted consequence of failure using generic failure frequencies (GFF) compared to using modified failure frequencies. Based on the given generic failure frequency ratio (GFFLeak versus GFFRupture) and the method of calculating the modification factors for each GFF (see Figure 5-1), this difference will always be negligible. Hence the generic failure ratio can conveniently be used in lieu of the actual calculated ratio.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
48
9.2
The Risk Matrix The risk matrix provides an alternate approach to risk assessment that fills some of the gaps in the scoring approach: 1) 1) 2) 3) It is easy to interpret the risk of each scenario Each component of risk (likelihood vs. consequence) is displayed High-risk scenarios are highlighted Levels of risk can be assigned to each scenario
The sample data from Table 9-1 is displayed in the risk matrix below.
Total LoF and probability weighted CoF
$10K $100K $1K $10M
small bottom leak
110-2 110 -3 110 -4
5 4 3 2
high risk medium-high risk
rapid bottom failure low risk medium risk
1 10-5
small shell leak
1 A B C D CONSEQUENCE E
rapid shell failure
Figure 9-1: A Risk Matrix Showing the Results of the Example Case (including consequence aversion)
The shading of the various levels of risk determines how the scenarios are rated. Many companies may choose to leave the matrix un-shaded. Based on the example above, the highest risk scenarios are the small tank bottom leaks. This example demonstrates the consequence-aversion nature of the shading in the above matrix. Note that any scenario with a very high consequence (Level E) is rated as a medium-high risk or higher, regardless of the likelihood.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
49
9.3
Risk Calculations The approach described under Section 9.2 considers the likelihood of specific failure scenarios and their related costs. This does not necessarily capture the situation that one specific tank might impose a much larger risk than another, for example due to difference in Tank type, contained fluid, etc. For instance, a Gasoline Tank most likely imposes a much larger overall risk than an Asphalt tank. The objective of this module is to consider and quantify the combined risk for the whole tank, in order to differentiate the High risk tanks. Calculation of the total Tank Risk value is based on the probability weighted consequence (CoF) for the tank, including all relevant scenarios, as opposed to adding up the risk related to each scenario. This will fix the Tank in one consequence category (A through E), instead of moving across the entire consequence spectrum of the Risk Matrix. The Risk Calculation steps are illustrated on the Flow Chart in Figure 9-2 below.
Risk Calculation
Calculated Input data: A LoFLeak B LoFRupture C Env.CoFLeak D Env.CoFRupture E Fin.CoFLeak F Fin.CoFRupture
LoF = A + B
Display as LoF
CoF = 0.9972 (C + E) + 0.0028 (D + F)
Financial Risk =AE+B F
Include Environmental Consequence ? No
Include Environmental Consequence ? Yes No
Yes
CoF = (0.9972 E) + (0.0028 F)
Environmental Risk =0
Environmental Risk =A C+BD
Display CoF
Risk ($/yr) = Financial Risk + Environmental Risk
Display as Risk ($/yr)
Display CoF Category (based on matrix)
Figure 9-2 Risk Calculation, and Displayed Factors for Risk, LoF and CoF in the API RBI Software
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
50
As illustrated in Figure 9-2, the Risk is calculated as the sum of actual contributors, i.e. the cost for each scenario times the associated probability, which is adjusted for that particular scenario at a given point in time. The CoF that determines the consequence category for the Tank, on the other hand, is based on probability ratios from the generic failure frequencies for each scenario, not the adjusted frequencies. The reason for this is that the GFFs are not adjusted with the same modification factor, thus causing the actual ratio between the probability for each scenario to vary over time. However, as shown in Section 9.1 and already mentioned in Section 8, this simplification is negligible for the CoF calculation. As can been seen from the flow charts in Figure 9-2 and Figure 5-1, with a constant Consequence of Failure, the only variables for calculating the progression of Risk is the modification factors (MF) primarily MFar/t. This is used as the basis for the inspection planning in Section 10 below. 9.4 Steps in Conducting an AST Risk Assessment The risk analysis for an AST system is carried out in six basic steps, as shown in Figure 9-3 below. The risk assessment for the established scenarios proceeds by estimating the likelihood and consequences of each scenario. The duration is needed to calculate spill volumes, so it is estimated prior to determining consequences.
STEP 1 collect data
STEP 2 estimate frequency
STEP 3 estimate duration STEP 5 determine RISK
STEP 4 assess consequences
STEP 6 assess RISK/ make decisions
Figure 9-3: Overview of AST Risk Assessment Process
The estimates of likelihood and consequence are carried out separately, and are then merged into a risk value as described above, with a risk score. The final step risk assessment and decision making is performed after the risk results have been checked for validity.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
51
9.5
Risk Results For the AST Risk Assessment, results are generated as a single score for each tank on a matrix. A scoring system is used that produces a single value for risk. This value is obtained by multiplying the frequency score by the consequence score. The multiplication is repeated out for all scenarios, and the products are then summed to produce a total risk score for the AST of interest. Given the limitations of this module (only include Tank Floor, not the shell) and referring to the example under Sections 9.1 and Figure 9-1, this particular Tank will have the following risk results: LoF = 5.810-1 + 8.0 10-5 = 5.810-1
LoF Category = 5 CoF ($) = 0.9972 287,000 + 0.0028 2,515,000 = $293,238
CoF Category = C Risk ($/yr) = (5.810-1 287,000) + (8.010-5 2,515,000) = $166,661/yr
Risk Category = Medium-high risk
9.6
Risk Assessment After the scoring process has been completed, the analyst is encouraged to review the results for accuracy and reasonableness. Satisfied that the risk scores are valid, the analyst can assess system risks in a number of ways. The following list provide a suggested starting point for assessing risks based on the results for a single system: 1) The risk scores should be surveyed to find the source of maximum risk. Evaluate any measures directed at reducing the risk of high-scoring scenarios. 2) The consequence estimates can be reviewed to determine the highest cost scenario, assess whether or not a cost of this magnitude is acceptable. 3) Likelihood estimates should be surveyed to determine the factors that are causing high likelihood events. If some frequencies are unacceptably high, investigate measures to reduce the likelihood. The factors in the worksheets should give some guidance as to where to focus measures to reduce the likelihood. One of the most effective uses of the risk scores is the application to cost benefit analysis. If several cases have been run, the user can estimate the costs of implementing each case. The cost benefit ratio is found by dividing the total cost of the system (per year) by the value of risk averted. The value of risk averted is found by subtracting the risk of the
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
52
Future Case from the risk of the Base Case. In mathematical terms, the cost-benefit ratio is calculated as follows:
C B Ratio =
Cost of Modificati on Current System Score Modified System Score
Equation 9-1
The cost-benefit ratios of a number of future cases can then be compared. In theory, the case with the lowest cost benefit ratio would be the desired option. Any ratios less than 1.0 would be considered cost-effective.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
53
10. 10.1
INSPECTION PLANNING Objective The objective is to determine the most appropriate time and level of inspection to be performed while maintaining the risk associated with the tank operation at an acceptable level. The inspection planning process should be combined with other risk mitigation efforts such as installing a Liner or CP system. This inspection planning process is iterated until an acceptable level of risk or situation is achieved.
10.2
Inspection Planning Criteria Inspection can simply be planned by setting a due date for the next inspection, assume the type of inspection to be done and calculate the predicted risk at this point in time. Alternatively, the inspection planning can be based on the Likelihood modification factor (MFar/t) in Table 3-8. The MF ar/t factor is derived from equipment age, corrosion rate original thickness and inspection efforts, and does determine the progression of risk for the Tank over time. Thus, the MFar/t factor is the most appropriate risk variable and reference for planning future inspection. For this module, it is suggested to use a set of targets for the MFar/t factor that relate to the risk matrix in Figure 9-1. A set of suggested inspection MFar/t targets is shown on Figure 10-1 below. These targets should be evaluated by the user and set as found most appropriate.
10.3
Manual Inspection Planning Inspection planning can be done manually by taking additional inspections into account and varying the time for inspection in the modification factors and LoF calculations. This is repeated until a target MF ar/t factor is achieved, or the best achievable MF ar/t factor is obtained.
10.4
Automated Inspection Planning The API RBI Software contains an Automated Inspection Planning (AIP) module. This works on a Global (Batch several Tanks) level as well as on a Detailed (Equipment one Tank) level, i.e. the user is able to set/alter acceptance criteria on both the Global and Detailed levels. Two methods of Inspection Planing are available:
10.4.1 Inspection (Equipment Level only): Input: Plan Ending Date Number of Inspections Inspection Effectiveness
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
54
Optimize Inspection Type with regard to Non Intrusive, Intrusive, or Both not affecting the software calculations, but appears as an instruction to the inspector.
Output: Risk reduction based on entered inspection
10.4.2 Target (Batch and Equipment Level): Input: Generic Plan Ending Date for all Tanks Minimum years between inspections Target Values for MFar/t Optimize Inspection Type with regards to Non Intrusive, Intrusive, or Both not affecting the software calculations, but appears as an instruction on the Inspection Planning Form.
Output: Proposed Inspection (required to meet target or as close as achievable) Risk reduction based on calculated/proposed inspection
10.4.3 Automated Inspection Planning In the API RBI Software The suggested target factors relate only to the MFar/t. The target factors can be edited by the user. The ranges, however, are fixed for both the MFar/t and CoF. Target Factors : The user sets acceptable MFar/t factors in a 5 x 5 matrix. The matrix consists of Likelihood categories (quantified in MFar/t ranges) on the vertical axis and Consequence categories (quantified in CoF $ ranges) on the horizontal axis. The fixed ranges for the Likelihood and Consequence categories are:
Likelihood Category 1 2 3 4 5 MF ar/t Range <2 < 20 < 100 < 1000 > 1000 Consequence Category A B C D E CoF Range ($) < 10,000 < 100,000 < 1,000,000 < 10,000,000 > 10,000,000
Target values are set for all tanks in the one and same matrix. The AIP risk matrix with target values is shown in Figure 10-1 below.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
55
Note: For a given consequence category only the Modifying Factor is considered for Automated Inspection Planning (AIP), i.e. by added inspection and changing the Likelihood, the equipment risk position will move vertically in the matrix. In principle, the user sets a maximum value for the Modifying Factor in each Risk Category field. Given the Risk Category field for each tank, the program determines if inspection is required, and if so, which inspection is required to reduce the future Modifying Factor to the corresponding target value. In case the target value for the future Modifying Factor can not be met, the program returns the minimum inspection that gives the lowest achievable future Modifying Factor. The program derives the minimum effectiveness and amount of inspection required to reduce the future Modifying Factor to the target level. The target factor shown in Figure 10-1 are the same as the default values in the API RBI Software (November 2001).
$10K 5 LIKELIHOOD 4 3 2 1 330 150 100 20 2 A
$100K 330 150 100 20 2 B 250 100 50 20 2
$1M 100 50 25 20 2
$10M 100 1000 25 100 10 20 10 2 2 E
C D CONSEQUENCE
Figure 10-1: AIP Risk Matrix for Tank Bottoms
The AIP works on both the Equipment and the Batch level. The software provides a set of default Modifying Factor settings with the option for the user to overwrite these in the Program Settings Screen (Batch Level) or on the Inspection Planning Screen (Equipment Level). The Default Inspection Targets are presented in a 5 x 5 matrix, and with a reset button to allow the user to return to the Default settings. The target values are used for all damage mechanisms (presently thinning is the only damage mechanism considered for tanks). The target value matrix is defined in the Program Settings (similar to Custom Inspection Cost).
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
56
In order to avoid multiple inspections within a relatively short period of time, the user can set the Minimum years between inspections accordingly. After completing a Batch Analysis, the user can filter the Inspection Plan/Reports based on the following criteria: 1. 2. 3. 4. Target value not met Target met with more than one inspection Equipment that has been manually adjusted (Global Setting changed) Or other discriminators
From the View List of the filtered records, the user can move directly from a specific equipment record to the Inspection Planning screen for that equipment, and manually Optimize the planned inspection under each damage mechanism. The user can also choose to accept the automated inspection as is.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
57
11.
REFERENCES American Petroleum Institute, A Survey of API Members Aboveground Storage Tank Facilities , Washington, 1994. American Petroleum Institute, API Publication Number 340: Liquid Release Prevention and Detection Measures for Aboveground Storage Facilities. Washington, 1997. American Petroleum Institute, API Standard 650: Welded Steel Tanks for Oil Storage, 9th Edition. Washington, 1993. American Petroleum Institute, API Recommended Practice 651: Cathodic Protection of Aboveground Petroleum Storage Tanks, 2nd Edition. Washington, 1997. American Petroleum Institute, API Recommended Practice 652: Lining of Aboveground Petroleum Storage Tank Bottoms, 2nd Edition. Washington, 1997. American Petroleum Institute, API Standard 653: Tank Inspection, Repair, Alteration, and Reconstruction , 2nd Edition, Addendum 1 (1996), Addendum 2 (1997). Washington, 1995. American Society for Testing and Materials, ASTM Standard G 57 95a: Standard Test Method for Field Measurement of Soil Resistivity Using the Wenner Four-Electrode Method , West Conshohocken, PA, 1995. ASM International, ASM Handbook: Vol. 13 -- Corrosion, Formerly Ninth Edition Metals Handbook. United States, 1987, 909. Baldock, P.J., Accidental Releases of Ammonia: An Analysis of Reported Incidents. Loss Prevention, 13 (1985) 35-42. Bello, G.C. and V. Colombari, The human factors in risk analyses of process plants: the control room operator model TESEO. Reliability Engineering, 1 (1980) 3. Bonaparte, R., Giroud, J.P. & B.A. Gross, Rates of Leakage Through Landfill Liners, Geosynthetics 89 Conference, San Diego, CA. Christensen, R.A. and R.F. Eilbert, Aboveground Storage Tank Survey, Final Report. Entropy Ltd., Lincoln, MA, 1989. COVO, Risk Assessment of Six Potentially Hazardous Industrial Objects in the Rijnmond Area A Pilot Study, A report to the Rijnmond Public Authority. D. Reidel Publishing Company, Dordrecht, 1982, 2-349. Giroud, J.P. & Bonaparte, R., "Leakage through Liners Constructed with Geomembranes-Part II. Composite Liners, Geotextiles and Geomembranes, 8 (1989) 71111.
API 581 Appendix O.doc
11 October 2001
American Petroleum Institute Aboveground Storage Tanks RBI Module
58
Industrial Advisory Committee on Fracture Avoidance, Learning from experience Industry reviews fracture avoidance practices for large tanks. Metal Construction, 12 (1987) 699-704, 1 (1988) 16-19. Kletz, Trevor, An Engineers View of Human Error, 2nd Edition. Institution of Chemical Engineers, Rugby, 1991, 96-98. Lees, Frank P., Loss Prevention in the Process Industries, vols 1-3, 2nd Edition. Butterworths, London, 1996, A8/5, A14/11,12. Mesloh, RaymondE., Marschall, Charles W., Buchheit, Richard D., and John R. Kiefner, Battelle determines cause of Ashland tank failure. Oil & Gas Journal, September 26, 1988, 49-54. Savageau, David and Geoffrey Loftus, Places Rated Almanac, 5th Edition. Macmillan, New York, 1997, 182-250. Strack, Otto D.L., Groundwater Mechanics, Prentice Hall, Englewood Cliffs, 1989. U.S. Nuclear Regulatory Commission, Reactor Safety Study -- An Assessment of Accident Risks in U.S. Commercial Nuclear Power Plants, Appendix III: Failure Data. NUREG75/014, WASH-1400, NTIS, Washington, 1975, III-81-A.
API 581 Appendix O.doc
11 October 2001
You might also like
- New SP001Document4 pagesNew SP001Deyci Yamile Peña Santos100% (1)
- API 579-FITNESS FOR SERVICE and ASME PCC-2 :Repair of Pressure Equipment & Piping Training ProgramDocument65 pagesAPI 579-FITNESS FOR SERVICE and ASME PCC-2 :Repair of Pressure Equipment & Piping Training ProgramMohamed Alkhiat100% (2)
- EEMUA159 Ed 5 Amdt 1 Checklist 1 Aug 2018Document34 pagesEEMUA159 Ed 5 Amdt 1 Checklist 1 Aug 2018amin32No ratings yet
- 4596 Storage Tank Inspection and Compliance 0Document12 pages4596 Storage Tank Inspection and Compliance 0Teguh SetionoNo ratings yet
- Damage Mechanisms For API 653Document10 pagesDamage Mechanisms For API 653Saran KumarNo ratings yet
- AB-505 Risk Based Inspection Programs For Pressure EquipmentDocument23 pagesAB-505 Risk Based Inspection Programs For Pressure Equipmentjeswin100% (1)
- Recommended Practice - Inspection of Vertical Cylindrical Steel Atmospheric Storage Tanks1Document30 pagesRecommended Practice - Inspection of Vertical Cylindrical Steel Atmospheric Storage Tanks1Şeref Aksoy50% (2)
- Systematic CUI Inspection Plan for Process PlantsDocument6 pagesSystematic CUI Inspection Plan for Process PlantsMohamed SamyNo ratings yet
- 650-680 Rev 4 - Hydrostatic Test ExemptionsDocument3 pages650-680 Rev 4 - Hydrostatic Test ExemptionsAnonymous 6S9tcbhNo ratings yet
- API 653 Tank Inspection RDocument203 pagesAPI 653 Tank Inspection Ralgore100% (4)
- Fitness-For-Service and Integrity of Piping, Vessels, and Tanks (Antaki) - p001-050Document50 pagesFitness-For-Service and Integrity of Piping, Vessels, and Tanks (Antaki) - p001-050Tiago Rodrigues dos SantosNo ratings yet
- API 581 Appendix ODocument124 pagesAPI 581 Appendix OjoseNo ratings yet
- Develop Risk-Based Inspection Plan for Polyethylene Plant Pressure VesselsDocument23 pagesDevelop Risk-Based Inspection Plan for Polyethylene Plant Pressure VesselsIara NascimentoNo ratings yet
- Lap Patch Notes (Printed)Document5 pagesLap Patch Notes (Printed)JeganeswaranNo ratings yet
- API 581 - Rbi Example 02Document42 pagesAPI 581 - Rbi Example 02amokhtaNo ratings yet
- Storage Tank Design and TypesDocument28 pagesStorage Tank Design and TypesHariq HannNo ratings yet
- Implementation of IOWs at Ammonia Manufacturing Plant 1 PDFDocument12 pagesImplementation of IOWs at Ammonia Manufacturing Plant 1 PDFdunejalNo ratings yet
- 5 16259779815014437Document26 pages5 16259779815014437Hafizul Hisyam Maysih Luzifah100% (1)
- TankInspectionTechniques3Document136 pagesTankInspectionTechniques3Zenon Kociuba100% (1)
- API 579 Fitness-for-Service Standard 10-Year DevelopmentDocument66 pagesAPI 579 Fitness-for-Service Standard 10-Year Developmentcheveresan12388% (8)
- CO Dept of Labor AST Inspection RequirementsDocument6 pagesCO Dept of Labor AST Inspection RequirementsalgoreNo ratings yet
- Storage Tank Inspection GuideDocument8 pagesStorage Tank Inspection Guidenafis2uNo ratings yet
- Corrosion Risk Analysis, Risk Based Inspection and A Case Study Concerning A Condensate PipelineDocument10 pagesCorrosion Risk Analysis, Risk Based Inspection and A Case Study Concerning A Condensate PipelineAri P KusumaNo ratings yet
- Rr760-HSE-Mechanical Integrity Management of Bulk Storage TanksDocument84 pagesRr760-HSE-Mechanical Integrity Management of Bulk Storage Tanksjleuh100% (1)
- EEMUA 159 183 Tank-Foundation PDFDocument91 pagesEEMUA 159 183 Tank-Foundation PDFTuğrulhan Özdemir80% (5)
- Nsspu-Gp 06-10-1Document103 pagesNsspu-Gp 06-10-1John DryNo ratings yet
- Risk Based Inspection course overviewDocument66 pagesRisk Based Inspection course overviewmurali67% (6)
- An Introduction To API RP 579: Section 9 Assessment of Crack Like FlawsDocument60 pagesAn Introduction To API RP 579: Section 9 Assessment of Crack Like FlawsDiego AlonsoNo ratings yet
- EPA Alert on Catastrophic Failures of Storage TanksDocument6 pagesEPA Alert on Catastrophic Failures of Storage Tanksdga51No ratings yet
- Tank Inspection Base On RiskDocument16 pagesTank Inspection Base On Riskthawatchai11222512100% (1)
- 510 External C-501 ReportDocument9 pages510 External C-501 ReportBradley Hodges100% (1)
- RBI For Pipelines PDFDocument20 pagesRBI For Pipelines PDFChablex t02No ratings yet
- API 579 Fitness For Service, Current State of TechnologyDocument61 pagesAPI 579 Fitness For Service, Current State of TechnologyEason Ng100% (2)
- Repair Standard - SP131 May 2014Document29 pagesRepair Standard - SP131 May 2014fran_b_s100% (1)
- Points To Recall API653Document21 pagesPoints To Recall API653kblaxton100% (1)
- Mechanical Integrity Inspection ExchangerDocument7 pagesMechanical Integrity Inspection ExchangerSyed Faraz RazaNo ratings yet
- Fitness-For-Service: Provided By: Yousef Akbari April 2022Document33 pagesFitness-For-Service: Provided By: Yousef Akbari April 2022soheilkhosh3311No ratings yet
- Section-4 Assessment of General Metal Loss API 579 - FFSDocument69 pagesSection-4 Assessment of General Metal Loss API 579 - FFSNDTInstructor80% (5)
- API 579 Fitness For Service OverviewDocument32 pagesAPI 579 Fitness For Service OverviewSatya Rao100% (2)
- Detailed Fitness For Service Per API 579Document3 pagesDetailed Fitness For Service Per API 579Sajal KulshresthaNo ratings yet
- API 579 FFS in CodeCalc/PVEliteDocument4 pagesAPI 579 FFS in CodeCalc/PVEliteSajal Kulshrestha100% (1)
- API 580 - Study Exam - 12 Terms Practice Exam 1Document3 pagesAPI 580 - Study Exam - 12 Terms Practice Exam 1JithuJohnNo ratings yet
- HSE - Best Practice For RBI PDFDocument186 pagesHSE - Best Practice For RBI PDFDanie-Els100% (4)
- General Metal LossDocument4 pagesGeneral Metal LossTony_Black99No ratings yet
- Asset IntegrityDocument21 pagesAsset Integrityrimas004No ratings yet
- Risk-Based Inspection of Pressure Relief DevicesDocument10 pagesRisk-Based Inspection of Pressure Relief DevicesWelkin SkyNo ratings yet
- API 653 Vol 1Document128 pagesAPI 653 Vol 1Vicky Kumar92% (12)
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersFrom EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersRating: 3.5 out of 5 stars3.5/5 (19)
- Documentation For Epa Implementation of The Johnson and Ettinger Model To Evaluate Site Specific Vapor Intrusion Into BuildingsDocument82 pagesDocumentation For Epa Implementation of The Johnson and Ettinger Model To Evaluate Site Specific Vapor Intrusion Into BuildingsIvan Rodrigo Astros FonsecaNo ratings yet
- Doe Handbook: Integration of Hazard AnalysesDocument107 pagesDoe Handbook: Integration of Hazard AnalysesMohamad AzaliNo ratings yet
- Vol 01Document237 pagesVol 01Filipe FeioNo ratings yet
- Chemical Process Hazards Analysis GuideDocument90 pagesChemical Process Hazards Analysis GuideAzlan Adnan100% (1)
- NEI 99 03 Control RoomDocument175 pagesNEI 99 03 Control RoommohanNo ratings yet
- NUREG CR-6314 Quality Assurance Inspections For Shipping and Storage Containers H. M. StrombergDocument69 pagesNUREG CR-6314 Quality Assurance Inspections For Shipping and Storage Containers H. M. StrombergRussell ClarkNo ratings yet
- BluestemDocument249 pagesBluestemjerome de kingNo ratings yet
- Cons - en Elelctronic Flight BagsDocument62 pagesCons - en Elelctronic Flight BagsДраган Драганов100% (1)
- Manual On Civil Aviation Jet Fuel Supply: Notice To UsersDocument34 pagesManual On Civil Aviation Jet Fuel Supply: Notice To UsersYagmur Simsek100% (1)
- ATCODocument84 pagesATCOAfiyaKhan100% (1)
- Corrosion and Failure Processes in High-Level Waste TanksDocument193 pagesCorrosion and Failure Processes in High-Level Waste TanksSarmiento FerNo ratings yet
- DOE Engineering Symbols-HandbookDocument96 pagesDOE Engineering Symbols-Handbookapi-3717958No ratings yet
- Exam Techniques PresentationDocument22 pagesExam Techniques PresentationSarmiento FerNo ratings yet
- Effectively Addressing New Damage Mechanism Requirements With An Integrated PHA PDFDocument20 pagesEffectively Addressing New Damage Mechanism Requirements With An Integrated PHA PDFSarmiento FerNo ratings yet
- Si Units PDFDocument4 pagesSi Units PDFசெல்வ குமார்No ratings yet
- Salama and Venktash OTC 4485Document6 pagesSalama and Venktash OTC 4485Ian VeltmanNo ratings yet
- Effectively Addressing New Damage Mechanism Requirements With An Integrated PHA PDFDocument20 pagesEffectively Addressing New Damage Mechanism Requirements With An Integrated PHA PDFSarmiento FerNo ratings yet
- 02 Acces - Internal Corrosion MonitoringDocument10 pages02 Acces - Internal Corrosion MonitoringSarmiento FerNo ratings yet
- CorrosionBook2a3 PDFDocument6 pagesCorrosionBook2a3 PDFSarmiento FerNo ratings yet
- Hach Sension156 ManualDocument96 pagesHach Sension156 Manualcarolinalar114614No ratings yet
- Detect Deposits in Flowlines with Distributed Fiber Optic SensorDocument7 pagesDetect Deposits in Flowlines with Distributed Fiber Optic SensorSarmiento FerNo ratings yet
- Corrosion MorphologyDocument48 pagesCorrosion MorphologySarmiento FerNo ratings yet
- Time Kill TestDocument5 pagesTime Kill TestSarmiento Fer0% (2)
- D 5543 - 94 R99 - Rdu1ndmDocument7 pagesD 5543 - 94 R99 - Rdu1ndmSarmiento FerNo ratings yet
- Astm d4412Document3 pagesAstm d4412Sarmiento Fer100% (2)
- DOC316.53.01167 Ed7Document4 pagesDOC316.53.01167 Ed7Sarmiento FerNo ratings yet
- D 5543 - 94 R99 - Rdu1ndmDocument7 pagesD 5543 - 94 R99 - Rdu1ndmSarmiento FerNo ratings yet
- 180 Manual PrintDocument12 pages180 Manual PrintMark FitzgeraldNo ratings yet
- High Pressure Washer: Owner's ManualDocument48 pagesHigh Pressure Washer: Owner's ManualRandall Petterson100% (1)
- Fuels: Rhona C. AdajarDocument33 pagesFuels: Rhona C. AdajarJeremy MacalaladNo ratings yet
- Biofuels 2008Document40 pagesBiofuels 2008Alex IordacheNo ratings yet
- RM 85Document206 pagesRM 85BrettStoffer100% (1)
- RoundUp Swisscash Detail Publish in Garibian News PaperDocument3 pagesRoundUp Swisscash Detail Publish in Garibian News PaperBalaji Rao NNo ratings yet
- Optimization of The Naphtha Hydro Treating Unit (NHT) in Order To Increase Feed in The RefineryDocument12 pagesOptimization of The Naphtha Hydro Treating Unit (NHT) in Order To Increase Feed in The RefineryvivekchateNo ratings yet
- Tutorial Sol CH 2Document5 pagesTutorial Sol CH 2Abraham wisdomNo ratings yet
- For Printing Chapter 1,2,3Document18 pagesFor Printing Chapter 1,2,3Janine Mendoza100% (2)
- .Archivetempjeep Wrangler JK Manual Published in 2010 PDFDocument4,937 pages.Archivetempjeep Wrangler JK Manual Published in 2010 PDFhector gonzalez100% (1)
- Craftsman 8000 Watt Deluxe AC GeneratorDocument28 pagesCraftsman 8000 Watt Deluxe AC Generatortjtechster50% (2)
- Diesel FuelDocument29 pagesDiesel FuelSisay SolomonNo ratings yet
- Apache 200Document260 pagesApache 200Agudelo Andrew100% (8)
- Specification For Automotive Gasoline (Withdrawn 1990) PDFDocument14 pagesSpecification For Automotive Gasoline (Withdrawn 1990) PDFMohamed KARASADNo ratings yet
- Craftsman 5.0 HP Lawnmower Owners ManualDocument48 pagesCraftsman 5.0 HP Lawnmower Owners Manualsanto1234abcdNo ratings yet
- ME 16801 Engineering Economics: Comparison of AlternativesDocument100 pagesME 16801 Engineering Economics: Comparison of AlternativesraraNo ratings yet
- Gr11 ECN P1 (English) June 2019 Question PaperDocument13 pagesGr11 ECN P1 (English) June 2019 Question PaperShriddhi MaharajNo ratings yet
- Briggs Series 28 ManualDocument76 pagesBriggs Series 28 ManualWitoldNo ratings yet
- F50F FT50G F60C FT60D: Owner'S ManualDocument86 pagesF50F FT50G F60C FT60D: Owner'S ManualGnl JeanNo ratings yet
- Motor Octane Number of Spark-Ignition Engine Fuel: Standard Test Method ForDocument56 pagesMotor Octane Number of Spark-Ignition Engine Fuel: Standard Test Method ForAMANDA BARRERA100% (1)
- 0620 w11 QP 32Document12 pages0620 w11 QP 32Anita BoobalanNo ratings yet
- Craftsman Blower 24cc ManualDocument13 pagesCraftsman Blower 24cc ManualChristian HumeNo ratings yet
- PENEX PROCESS TECHNOLOGY OVERVIEWDocument34 pagesPENEX PROCESS TECHNOLOGY OVERVIEWSALAM ALINo ratings yet
- Aviation Gasolines: Standard Specification ForDocument8 pagesAviation Gasolines: Standard Specification ForDennise ChicaizaNo ratings yet
- 2008 Saab 9 3 BrochureDocument34 pages2008 Saab 9 3 BrochureJ4CNo ratings yet
- PETRO TCS Ops Manual 700-20 25Document56 pagesPETRO TCS Ops Manual 700-20 25paulm3565No ratings yet
- 75 CC 88Document17 pages75 CC 88jonasrodon1624No ratings yet
- Lifecycle comparison of electric, hybrid and gasoline vehiclesDocument33 pagesLifecycle comparison of electric, hybrid and gasoline vehiclesfx2009No ratings yet
- Technologies and Approaches To Reducing The Fuel Consumption of Medium - and Heavy-Duty Vehicles PDFDocument251 pagesTechnologies and Approaches To Reducing The Fuel Consumption of Medium - and Heavy-Duty Vehicles PDFGuilherme Martini MiottoNo ratings yet
- BS60-2I Rammer Operator ManualDocument42 pagesBS60-2I Rammer Operator ManualJayantha parakrama ThennakoonNo ratings yet