You might also like
- ManualDocument64 pagesManualCoco Samuel-Furlonge100% (2)
- Hydra Form Building SystemsDocument22 pagesHydra Form Building SystemsVijesh KumarNo ratings yet
- HydroformDocument4 pagesHydroformNikang Praises Jam100% (1)
- Index For The Hydraform Manual Index Page No.:: Pg3 PG 4Document19 pagesIndex For The Hydraform Manual Index Page No.:: Pg3 PG 4umesh patelNo ratings yet
- Makinda Hollow Block Making MachineDocument117 pagesMakinda Hollow Block Making MachineMuhajir MashuaNo ratings yet
- Hydraform Group With Pictures and ProjectsDocument10 pagesHydraform Group With Pictures and ProjectsSalman Labiadh100% (1)
- Manual Brick Machine InstructionsDocument8 pagesManual Brick Machine Instructionscrowman1979100% (5)
- Practical Action How To Make Stabilised Earth BlocksDocument14 pagesPractical Action How To Make Stabilised Earth BlocksPeter W Gossner100% (1)
- Manual CEB PressDocument29 pagesManual CEB PressPatricia Arias G75% (4)
- Operating & Instruction Manual: Multit Ech Scientific InstrumentsDocument5 pagesOperating & Instruction Manual: Multit Ech Scientific Instrumentsumesh patel100% (3)
- Hydraform BricksDocument9 pagesHydraform Bricksvivek100% (1)
- Cost Benefit of Hydraform BrickDocument7 pagesCost Benefit of Hydraform BrickAdeomoAdeNo ratings yet
- Block Making Machine Compacta by PrensolandDocument31 pagesBlock Making Machine Compacta by PrensolandprensolandNo ratings yet
- Qcs 2010 Part 24.06 TerrazzoDocument4 pagesQcs 2010 Part 24.06 TerrazzoRotsapNayrbNo ratings yet
- AITC-H - Flexural Tensile Strength of Brick Unit (15!09!14)Document8 pagesAITC-H - Flexural Tensile Strength of Brick Unit (15!09!14)runkirNo ratings yet
- Ethiopia's Cement MarketDocument2 pagesEthiopia's Cement MarketShimondiNo ratings yet
- Hydraform Building System PresentationDocument15 pagesHydraform Building System PresentationJúlia BrandãoNo ratings yet
- CSEB Auroville Pondicherry PDFDocument9 pagesCSEB Auroville Pondicherry PDFifrah100% (1)
- NERDC COST EFFECTIVE HOUSING TECHNOLOGY Sri LankaDocument6 pagesNERDC COST EFFECTIVE HOUSING TECHNOLOGY Sri LankaSriyanjanNo ratings yet
- Cement ProjectDocument66 pagesCement Projectmesfin esheteNo ratings yet
- Block Making MachineDocument92 pagesBlock Making Machinegetnet Ayichew100% (4)
- Block Egg LayingDocument17 pagesBlock Egg LayingDebasishSwainNo ratings yet
- Cseb StandardsDocument6 pagesCseb Standardsmoni_john_1100% (1)
- Hollow Blocks MakingDocument41 pagesHollow Blocks Makingeleonor100% (1)
- Interlocking Block TechnologyDocument15 pagesInterlocking Block TechnologyChaula Trivedi100% (5)
- RCC Chaukath Making MachineDocument9 pagesRCC Chaukath Making MachineShibinMohammedIqbalNo ratings yet
- Hollow Block Machine TypesDocument36 pagesHollow Block Machine Typesmkulgeorge100% (1)
- Stabilized Mud Block - Seminar Report, PPT, PDF For Civil EngineeringDocument21 pagesStabilized Mud Block - Seminar Report, PPT, PDF For Civil EngineeringSoc Rua Nguyen100% (1)
- HOLLOW CONCRETE BLOCK Project ProfileDocument9 pagesHOLLOW CONCRETE BLOCK Project ProfileGovardanchary Mavilla60% (5)
- Production of Brick and BlocksDocument15 pagesProduction of Brick and BlocksDawit Awash100% (3)
- Interlocking Bricks Project ReportDocument20 pagesInterlocking Bricks Project ReportSHRUTI AGRAWAL100% (2)
- Service Service Manual Manual: Onan Generator Set For MarineDocument204 pagesService Service Manual Manual: Onan Generator Set For MarinenajeebabdulkadarNo ratings yet
- UM30200013-ENG VX130 Feb 2018 Rev2.2 PDFDocument228 pagesUM30200013-ENG VX130 Feb 2018 Rev2.2 PDFMarius CorneanuNo ratings yet
- 9852 3260 01d Maintenance Instructions COP 1435 Ver. ADocument52 pages9852 3260 01d Maintenance Instructions COP 1435 Ver. AJH Miguel Angel100% (1)
- JIG 4 (Joint Inspection Group) - Rev - 3Document108 pagesJIG 4 (Joint Inspection Group) - Rev - 3ana claraNo ratings yet
- Mudloggers ManualDocument177 pagesMudloggers ManualSyed Ahmed Flare100% (2)
- 9852 3895 01b Maintenance Instructions COP RR14 SC14 Ver. CDocument68 pages9852 3895 01b Maintenance Instructions COP RR14 SC14 Ver. CArtur ArtSpiNo ratings yet
- İnstruction, Overhaul Rock Drill RD 14S, 18S, 22S Ver. FDocument108 pagesİnstruction, Overhaul Rock Drill RD 14S, 18S, 22S Ver. FsazonovaolgamarsrockdrillNo ratings yet
- Procurement Manual of Wapda 2Document170 pagesProcurement Manual of Wapda 2zahra batoolNo ratings yet
- Discharge of Conditions Documentation 9Document95 pagesDischarge of Conditions Documentation 9Oriented Co. Ltd VietnamNo ratings yet
- API Specification 12B: Specification For Bolted Tanks For Storage of Production LiquidsDocument3 pagesAPI Specification 12B: Specification For Bolted Tanks For Storage of Production LiquidsArthamigas RamdaniNo ratings yet
- FLF4698 Module4Document37 pagesFLF4698 Module4k.aycansenNo ratings yet
- $RKBCROODocument4 pages$RKBCROONawal kishorNo ratings yet
- Screw Gauge Booklet PDFDocument133 pagesScrew Gauge Booklet PDFRamanan KumarNo ratings yet
- Powerboat Handling Illustrated: How to Make Your Boat Do Exactly What You Want It to DoFrom EverandPowerboat Handling Illustrated: How to Make Your Boat Do Exactly What You Want It to DoRating: 4.5 out of 5 stars4.5/5 (6)
- D1514ENDocument45 pagesD1514ENabdelhakim henchourNo ratings yet
- kdk100 ManualDocument36 pageskdk100 ManualStaggerMacFly JmacNo ratings yet
- Sirona DAC Autoclave - User ManualDocument74 pagesSirona DAC Autoclave - User Manualehab emamNo ratings yet
- A Guide To The Factories and Industrial Undertakings (Lifting Appliances and Lifting Gear) RegulationsDocument30 pagesA Guide To The Factories and Industrial Undertakings (Lifting Appliances and Lifting Gear) RegulationsjesoneliteNo ratings yet
- Ohs Plan DraftDocument81 pagesOhs Plan DraftOKELLO OKOT PATRICKNo ratings yet
- Installation Recommendations & Operation Manual of Diesel Generating SetsDocument50 pagesInstallation Recommendations & Operation Manual of Diesel Generating SetsEng Mamon StiNo ratings yet
- DIN en 15512 Worked Example1Document96 pagesDIN en 15512 Worked Example1Alin Lupulescu100% (4)
- UserManual XL Ipc 3625 UsDocument152 pagesUserManual XL Ipc 3625 UsJeevan KrishnanNo ratings yet
- Bored PilingDocument23 pagesBored PilingRatha MenNo ratings yet
- Manual SM - 1C - 1846699 - 10-000 - 00EDocument108 pagesManual SM - 1C - 1846699 - 10-000 - 00ESergei KurpishNo ratings yet
- Saudi Aramco CT Standards 2014-3.2Document182 pagesSaudi Aramco CT Standards 2014-3.2Ahmad Taher100% (1)
- Panfleto 66-2015 - Recommended PracticesDocument101 pagesPanfleto 66-2015 - Recommended PracticesLucas OliverNo ratings yet
- NADCAP - Pyrometry Guide 20 Nov 12Document51 pagesNADCAP - Pyrometry Guide 20 Nov 12Renato Fernandes100% (1)
- FRD - Don Poker V1.0Document58 pagesFRD - Don Poker V1.0Sonny Lozano JrNo ratings yet
- Cover Crops For Sustainable Crop Rotations: Topic Room SeriesDocument4 pagesCover Crops For Sustainable Crop Rotations: Topic Room Seriespoz9024No ratings yet
- Slow Sand Filtration For Community Water Supply in Developing Countries No-11 1978Document181 pagesSlow Sand Filtration For Community Water Supply in Developing Countries No-11 1978Muhammad UsmanNo ratings yet
- Slow Sand Filtration For Community Water Supply in Developing Countries No-11 1978Document181 pagesSlow Sand Filtration For Community Water Supply in Developing Countries No-11 1978Muhammad UsmanNo ratings yet
- Feasibility Study Business Proposal PlanDocument41 pagesFeasibility Study Business Proposal Planalkhwarizmi1968No ratings yet
- Slow Sand Filtration For Community Water Supply in Developing Countries No-11 1978Document181 pagesSlow Sand Filtration For Community Water Supply in Developing Countries No-11 1978Muhammad UsmanNo ratings yet
- CT - SM-Ethernet User GuideDocument130 pagesCT - SM-Ethernet User GuideNatalia Sant' AnnaNo ratings yet
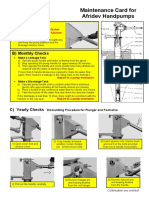
- Afridev Handpump MaintenanceDocument2 pagesAfridev Handpump Maintenancealkhwarizmi1968No ratings yet
- Capital BudgetingDocument5 pagesCapital BudgetingMaria StephenNo ratings yet
- The Use of A-Flute, B-Flute, Ac-Flute, and Bc-Flute Corrugated Paperboard As A Cushioning MaterialDocument107 pagesThe Use of A-Flute, B-Flute, Ac-Flute, and Bc-Flute Corrugated Paperboard As A Cushioning Materialalkhwarizmi1968No ratings yet
- Electric Power Generation From Solar PondDocument11 pagesElectric Power Generation From Solar Pondalkhwarizmi1968No ratings yet
- Lagos - Jibiya Transport Corridor AnalysisDocument143 pagesLagos - Jibiya Transport Corridor Analysisalkhwarizmi1968No ratings yet
- Botany 115 Economic Plant FamiliesDocument52 pagesBotany 115 Economic Plant Familiesalkhwarizmi1968100% (1)
- Abidjan Lagos Transport Facilitation ProjectDocument37 pagesAbidjan Lagos Transport Facilitation Projectalkhwarizmi1968No ratings yet
- Aflatoxins in Stored CassavaDocument7 pagesAflatoxins in Stored Cassavaalkhwarizmi1968No ratings yet
- Qualities, Use, and Examples of Sustainable Building MaterialsDocument44 pagesQualities, Use, and Examples of Sustainable Building MaterialsAnne CadizNo ratings yet
- Doing Business in AngolaDocument114 pagesDoing Business in Angolaalkhwarizmi1968No ratings yet
- Africa and The Successor GenerationDocument270 pagesAfrica and The Successor Generationalkhwarizmi1968100% (1)
- Fujitsu Airspan WIMaxDocument25 pagesFujitsu Airspan WIMaxalkhwarizmi1968No ratings yet
- Nematode ManagementDocument2 pagesNematode Managementalkhwarizmi1968No ratings yet
- HSPA To LTEDocument118 pagesHSPA To LTElawalmoruf1213No ratings yet
- Ifpi Digital Music Report 2009 DMR2009Document32 pagesIfpi Digital Music Report 2009 DMR2009yiah100% (7)
- Trees For Saline EnvironmentsDocument5 pagesTrees For Saline Environmentsalkhwarizmi1968No ratings yet
- DRC Minerals YearbookDocument10 pagesDRC Minerals Yearbookalkhwarizmi1968No ratings yet
- Bitter Kola Nut and Edulis Trees Production To ConsumptionDocument125 pagesBitter Kola Nut and Edulis Trees Production To Consumptionalkhwarizmi1968100% (1)
- Bitter Kola Nut and Edulis Trees Production To ConsumptionDocument125 pagesBitter Kola Nut and Edulis Trees Production To Consumptionalkhwarizmi1968100% (1)
- Bleed Rates of ControllersDocument35 pagesBleed Rates of Controllersalkhwarizmi1968No ratings yet
- A New DSMA Protocol For High Speed Wireless NetworksDocument26 pagesA New DSMA Protocol For High Speed Wireless Networksalkhwarizmi1968No ratings yet
- Advances in Design-Installation-Operation Analysis of Offshore Pipelines - GiertsenDocument24 pagesAdvances in Design-Installation-Operation Analysis of Offshore Pipelines - Giertsenalkhwarizmi1968No ratings yet
- Ethos Drum Study GuideDocument14 pagesEthos Drum Study Guidealkhwarizmi1968No ratings yet
- EPA NCP Technical Notebook PDFDocument191 pagesEPA NCP Technical Notebook PDFlavrikNo ratings yet
- Perfect Picture SummaryDocument3 pagesPerfect Picture SummaryReiaNo ratings yet
- FCC O Cials Denounce Lawmakers' Attempts To Censor NewsroomsDocument52 pagesFCC O Cials Denounce Lawmakers' Attempts To Censor NewsroomsKeithStewartNo ratings yet
- Haldex Valve Catalog: Quality Parts For Vehicles at Any Life StageDocument108 pagesHaldex Valve Catalog: Quality Parts For Vehicles at Any Life Stagehoussem houssemNo ratings yet
- 064 DIR - Launching Whipping Creme & Skimmed Milk Di Channel Horeka (Subdist Masuya)Document3 pages064 DIR - Launching Whipping Creme & Skimmed Milk Di Channel Horeka (Subdist Masuya)indra sapta PrahardikaNo ratings yet
- THE Ketofeed Diet Book v2Document43 pagesTHE Ketofeed Diet Book v2jacosta12100% (1)
- Loan Agreement: Acceleration ClauseDocument2 pagesLoan Agreement: Acceleration ClauseSomething SuspiciousNo ratings yet
- Scale Aircraft Modelling 01.2019Document100 pagesScale Aircraft Modelling 01.2019Nikko LimuaNo ratings yet
- Police Cranston School Committee Member Stole PTO FundsDocument1 pagePolice Cranston School Committee Member Stole PTO FundsashaydelineNo ratings yet
- Writing Short StoriesDocument10 pagesWriting Short StoriesRodiatun YooNo ratings yet
- K To 12 Math 7 Curriculum Guide PDFDocument15 pagesK To 12 Math 7 Curriculum Guide PDFEdmar Tan Fabi100% (1)
- Cinnamon RollDocument1 pageCinnamon RollMaria Manoa GantalaNo ratings yet
- Catphan®604 ManualDocument34 pagesCatphan®604 ManualTold Told LeungNo ratings yet
- The Challenge of Managing Tendinopathy in Competing AthletesDocument7 pagesThe Challenge of Managing Tendinopathy in Competing AthletesMichele MarengoNo ratings yet
- Procedures Involved in The Ansys ACP17.2Document10 pagesProcedures Involved in The Ansys ACP17.2Vijayanandh RNo ratings yet
- Game On Series BibleDocument28 pagesGame On Series Bibleapi-513832615No ratings yet
- A Control Method For Power-Assist Devices Using A BLDC Motor For Manual WheelchairsDocument7 pagesA Control Method For Power-Assist Devices Using A BLDC Motor For Manual WheelchairsAhmed ShoeebNo ratings yet
- Memo ALS Literacy MappingDocument4 pagesMemo ALS Literacy MappingJEPH BACULINANo ratings yet
- Paper Format IJRDTDocument3 pagesPaper Format IJRDTrock starNo ratings yet
- Q1. What Is JDBC? Explain Different Types JDBC Drivers With Suitable DiagramDocument64 pagesQ1. What Is JDBC? Explain Different Types JDBC Drivers With Suitable DiagramjyebbwycqmfkuxNo ratings yet
- Applied Computational AerodynamicsDocument15 pagesApplied Computational AerodynamicsjoereisNo ratings yet
- Business English ExerciseDocument11 pagesBusiness English ExerciseAdeline KwanNo ratings yet
- Hydrogen ReviewDocument53 pagesHydrogen Reviewjuric98No ratings yet
- 10 Problem For The Topic 9 & 10 Hicao GroupDocument4 pages10 Problem For The Topic 9 & 10 Hicao GroupArvin ArmojallasNo ratings yet
- A Review On Different Yogas Used in The Management of Mandali Damsa Vrana W.S.R. To KriyakaumudiDocument11 pagesA Review On Different Yogas Used in The Management of Mandali Damsa Vrana W.S.R. To KriyakaumudiTiya TiwariNo ratings yet
- Education Programme: The School of Concrete TechnologyDocument28 pagesEducation Programme: The School of Concrete TechnologyThabiso Jacob MokwenaNo ratings yet
- QLD Plan Draft Review Raw DataDocument242 pagesQLD Plan Draft Review Raw DataRohit Jain100% (1)
- 30xa 100t PDFDocument162 pages30xa 100t PDFleung ka kitNo ratings yet
- Esp Kelompok 2Document19 pagesEsp Kelompok 2Taufiq DiNo ratings yet
- Federal Government Employees Housing FoundationDocument2 pagesFederal Government Employees Housing FoundationMuhammad Shakil JanNo ratings yet