You might also like
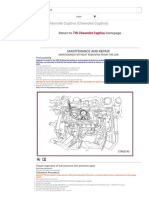
- Chevrolet Captiva Service Manual. MAINTENANCE AND REPAIR.Document57 pagesChevrolet Captiva Service Manual. MAINTENANCE AND REPAIR.krisdiarto@gmail.com96% (23)
- ITP For Piping SystemsDocument6 pagesITP For Piping SystemsP SHANKAR BABU100% (16)
- ITP For Piping WorksDocument3 pagesITP For Piping WorksOrlando1949100% (3)
- ITP Installation of Boiler - R1Document14 pagesITP Installation of Boiler - R1crys100% (4)
- 100 Welding Consumable Control ProcedureDocument10 pages100 Welding Consumable Control ProcedureAhmed Elsayed100% (3)
- 15 ITP Installation of Static EquipmentDocument4 pages15 ITP Installation of Static Equipmenta.hasan670No ratings yet
- 13 - Piping Sample ReportDocument5 pages13 - Piping Sample ReportS Surya Dharma100% (3)
- Underground Piping Pressure Test RecordDocument1 pageUnderground Piping Pressure Test RecordPaulSwinbankNo ratings yet
- Electrical ITPDocument4 pagesElectrical ITPVictor Biacolo100% (1)
- SP-1173 Specification For Welding On On-Plot PipeworkDocument49 pagesSP-1173 Specification For Welding On On-Plot Pipeworkkart_rl67% (6)
- Tem 3413354 0101Document67 pagesTem 3413354 0101Kolawole KehindeNo ratings yet
- Piping Reinstatement: Inspection Test Report Form NoDocument2 pagesPiping Reinstatement: Inspection Test Report Form NoFrancisco75% (4)
- Equipment Erection, Static and RotaryDocument8 pagesEquipment Erection, Static and RotaryHamada ELaraby60% (5)
- ITP Installation of Static EquipmentDocument3 pagesITP Installation of Static EquipmentAwais Tariq90% (10)
- Inspection and Test Plan For Piping (PP/FRP Piping)Document2 pagesInspection and Test Plan For Piping (PP/FRP Piping)Anonymous EyK4vt6Y100% (1)
- Attachment 6 - Piping Test Package (Manifold 204, 205) (Pages 56 To 121) - A4A0Z7Document66 pagesAttachment 6 - Piping Test Package (Manifold 204, 205) (Pages 56 To 121) - A4A0Z7indusampath100% (2)
- Itp For Pipeline at SiteDocument3 pagesItp For Pipeline at Siteanang_pri100% (2)
- CFU Factory Acceptance Test Procedure PDFDocument19 pagesCFU Factory Acceptance Test Procedure PDFAgung Prasetyoo100% (1)
- Environmental AuditDocument22 pagesEnvironmental AuditungkumariamNo ratings yet
- Module 3 Density Altitude ExperimentDocument3 pagesModule 3 Density Altitude ExperimentIvan100% (1)
- Corrosion of Stainless SteelsDocument5 pagesCorrosion of Stainless Steelsparasite0167% (3)
- 033-Itp For Piping Installation Ag and Ug PDFDocument13 pages033-Itp For Piping Installation Ag and Ug PDFKöksal Patan75% (4)
- 031-Itp For Piping Fabrication Ag and Ug PDFDocument11 pages031-Itp For Piping Fabrication Ag and Ug PDFKöksal Patan100% (5)
- RTR Pipe Hydrotest ProcedureDocument13 pagesRTR Pipe Hydrotest ProcedureMohammad Rizwan0% (1)
- 003 ITP UG PipingDocument4 pages003 ITP UG Pipingrvsingh70100% (1)
- Itp For Piping Fabrication and Erection CorrectionDocument4 pagesItp For Piping Fabrication and Erection CorrectionAnand Ramachandran67% (3)
- Field Itp For Piping Work Samur Project Rev-5 (23 April 2013)Document28 pagesField Itp For Piping Work Samur Project Rev-5 (23 April 2013)Echik KiciNo ratings yet
- Itp For Piping QPDocument4 pagesItp For Piping QPRejoy baby100% (2)
- Duties of Tank InspectorDocument1 pageDuties of Tank InspectorJawed AlamNo ratings yet
- Punch Points For Piping EngineersDocument8 pagesPunch Points For Piping Engineerspratikmande100% (1)
- Inspection and Test Plan For Line Pipe PDFDocument4 pagesInspection and Test Plan For Line Pipe PDFsherviny100% (1)
- Piping Release Report (Spool For Paint)Document2 pagesPiping Release Report (Spool For Paint)Siddiqui Abdul Khaliq100% (1)
- BPV IX-16-3 QW-283 - ButteringDocument1 pageBPV IX-16-3 QW-283 - ButteringyutweldingNo ratings yet
- Tank Erection Procedure: Note: This Is The Sample Document For The Related Job OnlyDocument5 pagesTank Erection Procedure: Note: This Is The Sample Document For The Related Job Onlygeorge israelNo ratings yet
- Specification Erection Static EquipmentDocument11 pagesSpecification Erection Static Equipmentagaricus67% (3)
- Installation Procedure For Pressure VesselDocument8 pagesInstallation Procedure For Pressure VesselSamuel Babu100% (1)
- Piping Pneumatic Test ProcedureDocument2 pagesPiping Pneumatic Test Procedureruzla67% (3)
- Itp Concrete CoatingDocument4 pagesItp Concrete Coatingkaml100% (1)
- Fit Up Report Format-1Document1 pageFit Up Report Format-1BalkishanDyavanapellyNo ratings yet
- MS-M-063 Rev. 1 - Air Fin Cooler InstallationDocument6 pagesMS-M-063 Rev. 1 - Air Fin Cooler InstallationwalitedisonNo ratings yet
- Itp PipingDocument4 pagesItp Pipingerdemlix100% (2)
- Inspection Test Plan For Pipeline JobsDocument6 pagesInspection Test Plan For Pipeline Jobsمحمد أزها نو الدينNo ratings yet
- Piping Inspect & Testing ProcedureDocument11 pagesPiping Inspect & Testing ProcedureErlanggaBonaparteNo ratings yet
- Welding Consumable Control Procedure 1Document9 pagesWelding Consumable Control Procedure 1eklavyak076757100% (4)
- Flang ManegmentDocument12 pagesFlang ManegmentYasser Abd El Fattah100% (1)
- ITP For Inspection Fin-Fan Cooler 03-E-2A (1 & 2) B1CDocument2 pagesITP For Inspection Fin-Fan Cooler 03-E-2A (1 & 2) B1CAmel Rayhan Aira100% (5)
- Piping Hydrotest Procedure - Oil - Gas - WorldDocument3 pagesPiping Hydrotest Procedure - Oil - Gas - WorldFrank100% (6)
- GRP Bonding ProcedureDocument19 pagesGRP Bonding Proceduremahi1437100% (1)
- Fabrication Erection and Installation Procedure For PipingDocument35 pagesFabrication Erection and Installation Procedure For Pipingmohd as shahiddin jafri100% (1)
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocument2 pagesBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarNo ratings yet
- DRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFDocument36 pagesDRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFrodman823No ratings yet
- Tank Inspection ReportDocument2 pagesTank Inspection ReportRavi Kumar VatturiNo ratings yet
- Ag Test Package FormatDocument25 pagesAg Test Package FormatoparoystNo ratings yet
- Itp - Tanks - 01Document10 pagesItp - Tanks - 01ravigurajapuNo ratings yet
- Welder List For WQTDocument1 pageWelder List For WQTAnonymous rYZyQQot550% (2)
- To Commissioning Manual: Appendix No. 1Document7 pagesTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNo ratings yet
- Itp DefinitionsDocument5 pagesItp Definitionsextraeffort55No ratings yet
- R-As0010-Qa-proc-7036 Cfu Factory Acceptance Test Procedurer - 1Document19 pagesR-As0010-Qa-proc-7036 Cfu Factory Acceptance Test Procedurer - 1ngoailong_0609No ratings yet
- R As0007 Qa Proc 0744 - Fat Procedure Precoat - r0Document42 pagesR As0007 Qa Proc 0744 - Fat Procedure Precoat - r0phamthaituyen100% (1)
- C-QAC-PLN-000-38152-A PaintingDocument20 pagesC-QAC-PLN-000-38152-A PaintingahmedNo ratings yet
- 3p081-Itp ADocument17 pages3p081-Itp AMariah PearsonNo ratings yet
- ITP Is The Minimum Requirement of The Activities For Quality Control and Inspection of The FieldDocument3 pagesITP Is The Minimum Requirement of The Activities For Quality Control and Inspection of The FieldvigneshNo ratings yet
- ITP Is The Minimum Requirement of The Activities For Quality Control and Inspection of The FieldDocument7 pagesITP Is The Minimum Requirement of The Activities For Quality Control and Inspection of The FieldRoshin99No ratings yet
- 7T04-XER-GS-IF-ITP-0002 - Fireproofing ITP Rev.00Document13 pages7T04-XER-GS-IF-ITP-0002 - Fireproofing ITP Rev.00Osama KheadryNo ratings yet
- Elm 1950001 MR Q03 1001 R6Document137 pagesElm 1950001 MR Q03 1001 R6Marwa Koubaies100% (1)
- 019 - Permit To WorkDocument23 pages019 - Permit To WorkBob ForeverNo ratings yet
- FM200 General System DescriptionDocument9 pagesFM200 General System DescriptionRakhesh RajeevanNo ratings yet
- Factory Acceptance Testing Guideline Process - NoRestrictionDocument16 pagesFactory Acceptance Testing Guideline Process - NoRestrictionhamed51060No ratings yet
- Valves A StudyDocument148 pagesValves A StudyRakhesh RajeevanNo ratings yet
- Analysis Procedure For GasDocument1 pageAnalysis Procedure For GasRakhesh RajeevanNo ratings yet
- 570 Examination Sample ItemsDocument3 pages570 Examination Sample ItemsMaria_Victoria_5742No ratings yet
- Tan Tzu enDocument68 pagesTan Tzu enLoc HuynhNo ratings yet
- Cramkshaft Main Bearimg InstallDocument5 pagesCramkshaft Main Bearimg InstallNimNo ratings yet
- Stereo Conversion Preamplifier: GeneralDocument2 pagesStereo Conversion Preamplifier: GeneralFRANK NIELE DE OLIVEIRANo ratings yet
- TSM SmokeDocument2 pagesTSM SmokeSudin AmatyaNo ratings yet
- 2 Related Topics Automatic IrrigationDocument13 pages2 Related Topics Automatic IrrigationSftvsn Giovanni TandogNo ratings yet
- Sigma Marine Coatings Manual - Part44Document2 pagesSigma Marine Coatings Manual - Part44EngTamerNo ratings yet
- 3 Esrtos IntroDocument8 pages3 Esrtos IntroVijayaraghavan VNo ratings yet
- CND - Clinical Round ChecklistDocument2 pagesCND - Clinical Round ChecklistMona Ismail AlsomaliNo ratings yet
- T2 Homework 2Document3 pagesT2 Homework 2Aziz Alusta OmarNo ratings yet
- lm230wf1 Tla6Document32 pageslm230wf1 Tla6Charlie SierraNo ratings yet
- BoyapatyDocument5 pagesBoyapatylalalallalalaaluuuNo ratings yet
- FM Approvals CN 1613Document0 pagesFM Approvals CN 1613Marcelo PeixotoNo ratings yet
- Robotics Engineering Minor FlowchartDocument1 pageRobotics Engineering Minor FlowchartkskkingNo ratings yet
- Li-Fi Industries Communication Using Laser Media in Open SpaceDocument61 pagesLi-Fi Industries Communication Using Laser Media in Open SpaceVinothKumar100% (1)
- SOM One Linear PDFDocument88 pagesSOM One Linear PDFDinuSkyNo ratings yet
- Concrete Mix Design 10Document1 pageConcrete Mix Design 10Rexter UnabiaNo ratings yet
- Sidewall Framing Elevation @GL.K: Gutter DetailDocument1 pageSidewall Framing Elevation @GL.K: Gutter DetailLUUVANDONG48XFNo ratings yet
- Datasheet 783Document2 pagesDatasheet 783veertulNo ratings yet
- Risk Assess T-17 - Using Portable Hand ToolsDocument4 pagesRisk Assess T-17 - Using Portable Hand ToolsMAB AliNo ratings yet
- 92 - Summary of Items Discussed in 4 - 2021 ADF On 13.8.2021Document20 pages92 - Summary of Items Discussed in 4 - 2021 ADF On 13.8.2021trickyggNo ratings yet
- Pravin Yesubon.Y: and Social Responsibility (PSSR) and Personal Survival Techniques (PST)Document2 pagesPravin Yesubon.Y: and Social Responsibility (PSSR) and Personal Survival Techniques (PST)shaNo ratings yet
- Asme eDocument41 pagesAsme eAnonymous wWOWz9UnWNo ratings yet
- CAG Report On Antrix-Devas DealDocument76 pagesCAG Report On Antrix-Devas DealCanary Trap100% (1)
- LOLERDocument68 pagesLOLERpraba8105100% (3)
- NEMA Premium CatalogDocument38 pagesNEMA Premium CatalogPedro SanchezNo ratings yet