You might also like
- Riding Horse Barn PDFDocument2 pagesRiding Horse Barn PDFFeng Shu jiNo ratings yet
- Roadside Market Building PDFDocument3 pagesRoadside Market Building PDFFeng Shu jiNo ratings yet
- Roadside Stand2 PDFDocument1 pageRoadside Stand2 PDFFeng Shu jiNo ratings yet
- Quickgrip PDFDocument2 pagesQuickgrip PDFFeng Shu jiNo ratings yet
- Roadside Stand PDFDocument1 pageRoadside Stand PDFFeng Shu jiNo ratings yet
- Rabbit Hutches PDFDocument4 pagesRabbit Hutches PDFFeng Shu jiNo ratings yet
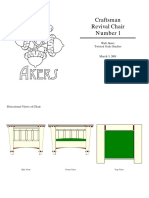
- Craftsman Revival Chair Number 1: Walt Akers Twisted Oaks StudiosDocument16 pagesCraftsman Revival Chair Number 1: Walt Akers Twisted Oaks StudiosFeng Shu jiNo ratings yet
- RhorseDocument4 pagesRhorseagustinrubio7946No ratings yet
- Root CellarDocument1 pageRoot CellarFeng Shu jiNo ratings yet
- SandboxDocument1 pageSandboxFeng Shu jiNo ratings yet
- Rabbit Live Trap PDFDocument2 pagesRabbit Live Trap PDFFeng Shu jiNo ratings yet
- Screw ChartDocument1 pageScrew Chartintoyou2007No ratings yet
- 100+ Rabiit Shed PlanDocument3 pages100+ Rabiit Shed PlanMurali ChoudharyNo ratings yet
- Secretary PDFDocument1 pageSecretary PDFFeng Shu jiNo ratings yet
- Slatted ShelfDocument4 pagesSlatted ShelfJoao JunqueiraNo ratings yet
- Rustic ArmoireDocument15 pagesRustic ArmoireFeng Shu jiNo ratings yet
- Routerfence PDFDocument1 pageRouterfence PDFFeng Shu jiNo ratings yet
- Router Table PDFDocument1 pageRouter Table PDFroymoreno111No ratings yet
- Shoji PDFDocument1 pageShoji PDFFeng Shu jiNo ratings yet
- Rustic ChestDocument7 pagesRustic ChestFeng Shu jiNo ratings yet
- Component Diagrams For Mission Side Chair: Walt Akers - 1998Document14 pagesComponent Diagrams For Mission Side Chair: Walt Akers - 1998Feng Shu jiNo ratings yet
- Shoji PDFDocument1 pageShoji PDFFeng Shu jiNo ratings yet
- Woodworking Plans - Shaker BedDocument16 pagesWoodworking Plans - Shaker BedBob KowalskiNo ratings yet
- Self Cattle Feeding TrailerDocument1 pageSelf Cattle Feeding TrailerFeng Shu jiNo ratings yet
- Cabinet - Shaker Entertainment CenterDocument1 pageCabinet - Shaker Entertainment CentersvsimoNo ratings yet
- Spa Surround PDFDocument5 pagesSpa Surround PDFFeng Shu jiNo ratings yet
- Shaker Blanket Chest PDFDocument1 pageShaker Blanket Chest PDFFeng Shu jiNo ratings yet
- Schedule of Materials: Shelving UnitsDocument1 pageSchedule of Materials: Shelving Units- yAy3e -No ratings yet
- Desk Small Desk CabinetDocument11 pagesDesk Small Desk CabinetsvsimoNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Charpy Impact Test - STP 1072Document219 pagesCharpy Impact Test - STP 1072biancogallazzi100% (3)
- B968B968M 10 Standard Test MethodDocument2 pagesB968B968M 10 Standard Test Methodmarjan banooNo ratings yet
- Lesson 2: LO 1. Select Measuring Tools and Instruments and LO 2. Carry Out Measurements and CalculationsDocument8 pagesLesson 2: LO 1. Select Measuring Tools and Instruments and LO 2. Carry Out Measurements and Calculationsmico alilayaNo ratings yet
- GROUP 7 - Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Document5 pagesGROUP 7 - Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Samir Mosquera-PalominoNo ratings yet
- 7 Extrusion Welding: 7.1 Process DescriptionDocument14 pages7 Extrusion Welding: 7.1 Process DescriptionВасил СавовскиNo ratings yet
- Exp't 61: 1,4-Di-T-Butylbenzene Via Friedel-Crafts AlkylationDocument6 pagesExp't 61: 1,4-Di-T-Butylbenzene Via Friedel-Crafts AlkylationlovehopeNo ratings yet
- Unit - 2 Diff Amp Objective QuestionsDocument3 pagesUnit - 2 Diff Amp Objective QuestionsRaviNo ratings yet
- JSP BasicsDocument41 pagesJSP BasicsSandeep KavuriNo ratings yet
- Zones of Protection and Dead or Blind Zone in Power SystemDocument4 pagesZones of Protection and Dead or Blind Zone in Power SystemkarthikNo ratings yet
- Syed Ansar Ahmed: Quantity EngineerDocument7 pagesSyed Ansar Ahmed: Quantity EngineerRavi YadavNo ratings yet
- Exhibitor 35804 PDFDocument36 pagesExhibitor 35804 PDFulton1237624No ratings yet
- EZ-FRisk V 7.52 User Manual PDFDocument517 pagesEZ-FRisk V 7.52 User Manual PDFJames IanNo ratings yet
- Effect of Aging in Bituminous MixesDocument15 pagesEffect of Aging in Bituminous MixesyadavameNo ratings yet
- S. No. Unit: (Ch. 23 Item 7)Document4 pagesS. No. Unit: (Ch. 23 Item 7)Muhammad Abdul Wajid RaiNo ratings yet
- Ludwig Eduard BoltzmannDocument10 pagesLudwig Eduard BoltzmannMarkoNo ratings yet
- Oncell 5004/5104-Hspa Series: Industrial Five-Band Gsm/Gprs/Edge/Umts/Hspa Cellular RoutersDocument2 pagesOncell 5004/5104-Hspa Series: Industrial Five-Band Gsm/Gprs/Edge/Umts/Hspa Cellular Routersudaya kumarNo ratings yet
- Shear StressDocument8 pagesShear StressRommel Carlo LargadoNo ratings yet
- LIDO Introduction PDFDocument127 pagesLIDO Introduction PDFStiliyana Bakalova100% (2)
- Mini Project 1Document16 pagesMini Project 1SadikAhmedNo ratings yet
- Combustion TheoryDocument44 pagesCombustion TheoryyaidragonNo ratings yet
- Ultimate ESAS Data Bank CompilationDocument19 pagesUltimate ESAS Data Bank CompilationVea ValcorzaNo ratings yet
- Sonnax GM 6T40, 6T45, 6T50 Series Identification GuideDocument4 pagesSonnax GM 6T40, 6T45, 6T50 Series Identification GuideAlex DumasNo ratings yet
- S BlockDocument27 pagesS BlockAditya BansalNo ratings yet
- Chapter 11Document38 pagesChapter 11Ismail HussainNo ratings yet
- RADAR An In-Building RF-Based User Location and Tracking SystemDocument16 pagesRADAR An In-Building RF-Based User Location and Tracking Systemahmaddeny6No ratings yet
- Moi PDFDocument3 pagesMoi PDFSACHINNo ratings yet
- Unit 5: Extra Practice: KeyDocument1 pageUnit 5: Extra Practice: KeyMuniz BarbosaNo ratings yet
- Guide For High Performance CoatingsDocument34 pagesGuide For High Performance Coatingsro snNo ratings yet
- Lorad M-III Mammography System Service Manual 9-500A-0029Document178 pagesLorad M-III Mammography System Service Manual 9-500A-0029Tulio Moreira100% (4)
- 8 - Field Inspectors (CQA) Certification ProgramDocument7 pages8 - Field Inspectors (CQA) Certification Program齐左No ratings yet