You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Atom WorksheetsDocument4 pagesAtom Worksheetsapi-271960049No ratings yet
- EHS Guidelines Offshore Oil and Gas June2015Document42 pagesEHS Guidelines Offshore Oil and Gas June2015IFC Sustainability100% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
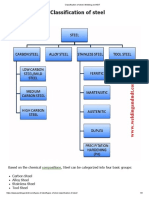
- Classification of Steel - Welding and NDTDocument3 pagesClassification of Steel - Welding and NDTAshif Iqubal100% (1)
- Afs Casting Design WhitepaperDocument11 pagesAfs Casting Design Whitepaperstevenminhtam100% (1)
- Saudi Arabian Standard SASO-443E Plug Pin 220V TestDocument21 pagesSaudi Arabian Standard SASO-443E Plug Pin 220V TestPusertif PengadaanNo ratings yet
- Lesson Plan in DNA Grade 9 PracticumDocument2 pagesLesson Plan in DNA Grade 9 PracticumHarry Chestered Gipulan Empistan100% (2)
- FP 249 02 Steel Casting For Viennas ULF TramDocument3 pagesFP 249 02 Steel Casting For Viennas ULF TramstevenminhtamNo ratings yet
- GAP.8.0.1.1. Oil and Chemical Properties Loss Potential Estimation GuideDocument19 pagesGAP.8.0.1.1. Oil and Chemical Properties Loss Potential Estimation Guidemartinnovel100% (1)
- Numerical Modelling of Oxide Film Defects in Aluminium Alloy CastingsDocument24 pagesNumerical Modelling of Oxide Film Defects in Aluminium Alloy CastingsstevenminhtamNo ratings yet
- A Time For UsDocument1 pageA Time For UsstevenminhtamNo ratings yet
- Book Report: The World Is FlatDocument10 pagesBook Report: The World Is FlatstevenminhtamNo ratings yet
- World Is FlatDocument10 pagesWorld Is FlatHeli GadaniNo ratings yet
- KM23 LabrecqueDocument44 pagesKM23 LabrecquestevenminhtamNo ratings yet
- Protect and seal concrete floors with PAVIMYC HB 2/CDocument6 pagesProtect and seal concrete floors with PAVIMYC HB 2/CDory KiblawiNo ratings yet
- Experiment 2: Brinell Hardness TestDocument5 pagesExperiment 2: Brinell Hardness TestseifNo ratings yet
- Parent Consent Petition Tutorialclass PDC 2Document8 pagesParent Consent Petition Tutorialclass PDC 2John Bryan AldovinoNo ratings yet
- API 651 QuestionsDocument4 pagesAPI 651 QuestionsMohammed YoussefNo ratings yet
- Carboxylic Acid & NitrilesDocument19 pagesCarboxylic Acid & NitrilesDante Luis SilvaNo ratings yet
- PFOA Factsheet (Revised)Document8 pagesPFOA Factsheet (Revised)AngshumanNo ratings yet
- Static ElectricityDocument9 pagesStatic ElectricityEssraa KhamisNo ratings yet
- BASF Pharma Solutions - Main Product Catalog - WebDocument44 pagesBASF Pharma Solutions - Main Product Catalog - WebŽeljko StanojkovskiNo ratings yet
- Effect of Acids and Bases On The Browning of ApplesDocument2 pagesEffect of Acids and Bases On The Browning of ApplesAnkur Agarwall0% (1)
- 10 - SF9 - U02 - T02 Science Focus 9Document7 pages10 - SF9 - U02 - T02 Science Focus 9Nathan GavenlockNo ratings yet
- NIC Components NMO SeriesDocument3 pagesNIC Components NMO SeriesNICCompNo ratings yet
- 2D Transient Heat Transfer of Steel IngotDocument15 pages2D Transient Heat Transfer of Steel IngotAnonymous sUbNSWmQNo ratings yet
- Kinkelder StandardDocument24 pagesKinkelder StandardJason StephensNo ratings yet
- Re 25715 - 2022-05Document8 pagesRe 25715 - 2022-05HeiderHuertaNo ratings yet
- Packaged Drinking WaterDocument4 pagesPackaged Drinking WaterSanjay JainNo ratings yet
- Manufacturing Ammonia Using The Haber Process: BSC IllDocument8 pagesManufacturing Ammonia Using The Haber Process: BSC Illdigukharade9848No ratings yet
- UV-Curing Screen InksDocument2 pagesUV-Curing Screen InksJavier RealNo ratings yet
- Astm A743 - A743m (98) (Ca15)Document2 pagesAstm A743 - A743m (98) (Ca15)ashsurya2008No ratings yet
- High Resolution HAADF Characterization of IrTiO2 Reduced at 500C - Orlando HernándezDocument7 pagesHigh Resolution HAADF Characterization of IrTiO2 Reduced at 500C - Orlando HernándezOr HdezNo ratings yet
- Interpretation Guide: Aerobic Count PlateDocument6 pagesInterpretation Guide: Aerobic Count PlateJinalNo ratings yet
- Computer Code For Monte Carlo MarchingDocument78 pagesComputer Code For Monte Carlo MarchingJacob H. (Jack) LashoverNo ratings yet
- Puresilk Salt ChlorinatorDocument10 pagesPuresilk Salt Chlorinatornike_y2kNo ratings yet
- Everything You Need to Know About Synthetic RubberDocument10 pagesEverything You Need to Know About Synthetic RubberSneha SahniNo ratings yet
- T.9.2.7 Reinforcing For Shear - EUROCODE2: RAPT User ManualDocument16 pagesT.9.2.7 Reinforcing For Shear - EUROCODE2: RAPT User Manualtailieuxaydung2019No ratings yet