You might also like
- B31.3 Parte 6 Fabricacin Ensamble y MontajeB.Document31 pagesB31.3 Parte 6 Fabricacin Ensamble y MontajeB.ariel07021975No ratings yet
- Medidas de TubosDocument3 pagesMedidas de TubosAlex Arma del CarpioNo ratings yet
- Tnd-Vt-26 Procedimiento de Inspección Visual API 650Document10 pagesTnd-Vt-26 Procedimiento de Inspección Visual API 650Teresa CruzNo ratings yet
- Forma de Ingreso para Pago Referenciado: Importe Total A PagarDocument1 pageForma de Ingreso para Pago Referenciado: Importe Total A PagarAdrianbueno64No ratings yet
- Tabla para Obtener El Punto de RocíoDocument1 pageTabla para Obtener El Punto de Rocíojorge28csNo ratings yet
- Pinturas PemexDocument2 pagesPinturas Pemexcanales117No ratings yet
- Asmertyeficienciasdejuntas SlideshareDocument7 pagesAsmertyeficienciasdejuntas SlideshareEldo LobuNo ratings yet
- NRF 107 PEMEX 2010 - P29Abr101Document66 pagesNRF 107 PEMEX 2010 - P29Abr101aaguilarm73No ratings yet
- CM1!01!16 Fabricacion y Montaje de Tanques de AlmacenamientoDocument12 pagesCM1!01!16 Fabricacion y Montaje de Tanques de AlmacenamientoElvin GarciaNo ratings yet
- Instalacion Del Sistema de AlumbradoDocument6 pagesInstalacion Del Sistema de AlumbradoGuadalupe Jose Ramirez SiasNo ratings yet
- P-EO-xxx - SpoolDocument14 pagesP-EO-xxx - SpoolAnonymous t0r2yT4No ratings yet
- Actividades Topográficas en La ConstrucciónDocument11 pagesActividades Topográficas en La ConstrucciónInktlán S TudioNo ratings yet
- Bloques de CalibracionDocument7 pagesBloques de CalibracionPablo Enrique Saurith DiazNo ratings yet
- W04KA63 Dual EtchDocument2 pagesW04KA63 Dual EtchArq. Ruben Lara100% (1)
- DVZ Av TMDB F.63420 Epi S 001Document14 pagesDVZ Av TMDB F.63420 Epi S 001Alcántara JorgeNo ratings yet
- Tratamientos TermicosDocument19 pagesTratamientos Termicosjuan martinNo ratings yet
- CM 10501Document10 pagesCM 10501Querubin EboliNo ratings yet
- Apendice ADocument14 pagesApendice AMydestiny Istobe WhityouNo ratings yet
- Electrodo E7018 1 - 8 - (3.2 MM) ESABDocument2 pagesElectrodo E7018 1 - 8 - (3.2 MM) ESABAlejandro AguanteNo ratings yet
- Plan Calificaciòn de Soldadura y Soldadores BORADocument12 pagesPlan Calificaciòn de Soldadura y Soldadores BORALuis Fernando Concha FigueroaNo ratings yet
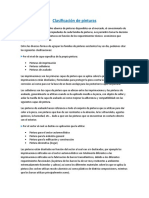
- Clasificación de PinturasDocument3 pagesClasificación de Pinturasjhony_198133No ratings yet
- Dibujo Isométrico TuberíasDocument14 pagesDibujo Isométrico TuberíasLuis13956353100% (1)
- QW 400Document17 pagesQW 400Robert Mejias100% (1)
- Normas Pemex 2 411 01Document68 pagesNormas Pemex 2 411 01José Eduardo Williams MexNo ratings yet
- NMX H 127 1996Document8 pagesNMX H 127 1996Eduardo100% (1)
- Control de Procedimientos en Pinturas Sobre Tanques de Almacenamiento de CombustibleDocument15 pagesControl de Procedimientos en Pinturas Sobre Tanques de Almacenamiento de CombustibleDbe Beraun ENo ratings yet
- Anexo 2 - Procedimiento de MontajeDocument12 pagesAnexo 2 - Procedimiento de MontajeGermánZapataNahuelNo ratings yet
- Nrf-026-Pemex-2001 Recubrimientos Ant. para Tuberia EnterradaDocument64 pagesNrf-026-Pemex-2001 Recubrimientos Ant. para Tuberia Enterradaleandro benitoNo ratings yet
- Get ContentDocument11 pagesGet ContentViche CarsaNo ratings yet
- Criterios de SoldaduraDocument4 pagesCriterios de SoldaduraJOSUE RIOS NAVANo ratings yet
- Catalogo S35-S76 Escotilla Medicion y ManholeDocument19 pagesCatalogo S35-S76 Escotilla Medicion y Manholewily100% (1)
- 007 Procedimiento de Ensayos Radiográfico de SoldadurasDocument11 pages007 Procedimiento de Ensayos Radiográfico de Soldadurasfanny_farias_3No ratings yet
- Boca de PescadoDocument1 pageBoca de PescadoCesar CiesaNo ratings yet
- Nit-Bmr-Rt-131adicional.-Asme B31.3 20-10-2021Document1 pageNit-Bmr-Rt-131adicional.-Asme B31.3 20-10-2021Blas CarbajalNo ratings yet
- PCOM-2182-MEC-002 A - Proc. General de Recep. de ConsumiblesDocument14 pagesPCOM-2182-MEC-002 A - Proc. General de Recep. de ConsumiblesVidal ChoqueNo ratings yet
- L 214 PRDocument11 pagesL 214 PRnoxleekNo ratings yet
- Prueba de AdherenciaDocument1 pagePrueba de AdherenciaCristian Xavier Avendaño BelloNo ratings yet
- Discontinuidaes y Defectos PDFDocument83 pagesDiscontinuidaes y Defectos PDFJuan CarlosNo ratings yet
- Procedimiento de Torque en Conexiones Bridadas de Materiales CPVCDocument2 pagesProcedimiento de Torque en Conexiones Bridadas de Materiales CPVCJorge PiedraNo ratings yet
- Supuesto de PaginaDocument8 pagesSupuesto de PaginaJorge Luis Magaña GonzalezNo ratings yet
- T A02t8Document3 pagesT A02t8Leonardo Ramirez GuzmanNo ratings yet
- Mangueras Submarinas EspañolDocument4 pagesMangueras Submarinas EspañolmAVINo ratings yet
- Manual Barrenos-99Document125 pagesManual Barrenos-99jasamaNo ratings yet
- Bcep Coating Application Procedure - A ComentesDocument24 pagesBcep Coating Application Procedure - A ComentesJorge LaraNo ratings yet
- Manual de Ventilas para TanquesDocument6 pagesManual de Ventilas para TanquesCalcetinNo ratings yet
- Ficha Tecnica Acero Galvanizado PDFDocument3 pagesFicha Tecnica Acero Galvanizado PDFjenchluis ricardo verde carbajalNo ratings yet
- Manual de Instalación de Detector de Humos Por Aspiración y CONCEPTOSDocument60 pagesManual de Instalación de Detector de Humos Por Aspiración y CONCEPTOSFRANKNo ratings yet
- AWS Grupos de ElectrodosDocument2 pagesAWS Grupos de ElectrodosLorTeNorNo ratings yet
- T A01t8 PDFDocument3 pagesT A01t8 PDFLeonardo Ramirez GuzmanNo ratings yet
- Procedimiento de Fabricación API 650Document11 pagesProcedimiento de Fabricación API 650Ariel Omar Morales VieyraNo ratings yet
- Montaje de Tuberias y Tendido de Cable de Alimentación de 220 VacDocument4 pagesMontaje de Tuberias y Tendido de Cable de Alimentación de 220 VacNago ConsultoresNo ratings yet
- Tuberias Polietileno HdpeDocument42 pagesTuberias Polietileno HdpefernandofigueroaNo ratings yet
- Procedimiento de Reparación - TKDocument2 pagesProcedimiento de Reparación - TKPaul Miranda Guzman50% (2)
- Certificado Varillas de 3-8 y 1-2 Enero 2022Document3 pagesCertificado Varillas de 3-8 y 1-2 Enero 2022Luis Eduardo EspinosaNo ratings yet
- CC 2610 005 22.Pdf - m1 Micrometro de ExterioresDocument1 pageCC 2610 005 22.Pdf - m1 Micrometro de ExterioresMARCO GUACHAMIN ADUNNo ratings yet
- Reporte Adherencia PDFDocument2 pagesReporte Adherencia PDFJeferson HernanedzNo ratings yet
- Tabla de CedulasDocument21 pagesTabla de CedulasCorrea IsraelNo ratings yet
- Fabricacion Spools 1Document6 pagesFabricacion Spools 1Williams HerreraNo ratings yet
- C-Trazado y Verificado.Document28 pagesC-Trazado y Verificado.Luis TapiaNo ratings yet
- Procedimiento EnfierraduraDocument8 pagesProcedimiento EnfierraduraEFunkadelic GP100% (1)
- ExistenteDerivacion PDFDocument8 pagesExistenteDerivacion PDFlualtovenNo ratings yet
- WD-40 Aerosol EspañaDocument13 pagesWD-40 Aerosol EspañaShirley Alvarado PomayayNo ratings yet
- Deterjet 20Document1 pageDeterjet 20lualtovenNo ratings yet
- Rendimientos de Mano de ObraDocument14 pagesRendimientos de Mano de ObraMiguel Ángel Jaime Parra100% (1)
- Presentacion Resultados 2014 1T PDFDocument24 pagesPresentacion Resultados 2014 1T PDFlualtovenNo ratings yet
- Valvula CheckDocument12 pagesValvula CheckIuis VargasNo ratings yet
- Pets 375 Perforacion Con RotomartilloDocument2 pagesPets 375 Perforacion Con RotomartillolualtovenNo ratings yet
- Transformaci On Bain Itica en Aleaciones Fe-C: Cristian Vi Afara y Juan Manuel V ElezDocument14 pagesTransformaci On Bain Itica en Aleaciones Fe-C: Cristian Vi Afara y Juan Manuel V ElezKenny CasillaNo ratings yet
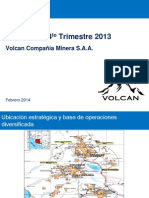
- Presentacion Resultados 2013 4 T PDFDocument25 pagesPresentacion Resultados 2013 4 T PDFlualtovenNo ratings yet
- Rod Es PDFDocument172 pagesRod Es PDFlualtovenNo ratings yet
- Volcan - 2TDocument21 pagesVolcan - 2TMiguel Ampudia BellingNo ratings yet
- ReadmeDocument1 pageReadmesport0378No ratings yet
- Excavación de TerrenoDocument2 pagesExcavación de TerrenolualtovenNo ratings yet
- Check List Máquina de SoldarDocument1 pageCheck List Máquina de SoldarlualtovenNo ratings yet
- Diseño Tuberias PDFDocument47 pagesDiseño Tuberias PDFsergioinsig100% (1)
- DobladoDocument6 pagesDobladomarranete12345No ratings yet
- Nudos para ScoutsDocument9 pagesNudos para ScoutsAnonymous WIlEkRSMAgNo ratings yet
- Manual de s10Document41 pagesManual de s10Carlos Vivas33% (3)
- Explicacion CremonaDocument28 pagesExplicacion Cremonaxorelo90% (10)
- Cuerdas Y Nudos. 1.-CUERDASDocument0 pagesCuerdas Y Nudos. 1.-CUERDASlualtovenNo ratings yet
- Cómo Enfrentar Positivamente Los ConflictosDocument22 pagesCómo Enfrentar Positivamente Los ConflictoslualtovenNo ratings yet
- Ejemplo 01Document24 pagesEjemplo 01lualtovenNo ratings yet
- Mapa ProyectoDocument1 pageMapa ProyectoJorge GoicocheaNo ratings yet
- DEFORMACIÓNDocument14 pagesDEFORMACIÓNgonzalezpuertoNo ratings yet
- ReadmeDocument1 pageReadmesport0378No ratings yet
- ReadmeDocument1 pageReadmesport0378No ratings yet
- Grupo Numero 3 Propiedades y EstiloDocument12 pagesGrupo Numero 3 Propiedades y EstiloStephany Nicolle Ordoñez vasquezNo ratings yet
- Protocolo L4-ANALISIS DE SISTEMA DE SEDIMENTACIÓNDocument11 pagesProtocolo L4-ANALISIS DE SISTEMA DE SEDIMENTACIÓNRaziel VCNo ratings yet
- Guia Numeros y Algebra 1Document6 pagesGuia Numeros y Algebra 1HernanMoragaNo ratings yet
- Indices de Miller Cm-2021Document7 pagesIndices de Miller Cm-2021boris GuarcasNo ratings yet
- Tríptico de Medios de CultivoDocument2 pagesTríptico de Medios de CultivoJKNo ratings yet
- Evaluación Porcentajes OficialDocument4 pagesEvaluación Porcentajes OficialPamela Katherine Palma CastroNo ratings yet
- Rocas Volcánicas o ExtrusivasDocument12 pagesRocas Volcánicas o ExtrusivasRoosvelt CondoriNo ratings yet
- Circuito RCDocument12 pagesCircuito RCaaaNo ratings yet
- Toberas Flujo Comprensible (Convergente, Divergente)Document10 pagesToberas Flujo Comprensible (Convergente, Divergente)YlabNo ratings yet
- Ventajas de La EncuestaDocument3 pagesVentajas de La Encuestapromocion2010No ratings yet
- Din 8077Document33 pagesDin 8077Cesar GonzalesNo ratings yet
- Problemas de Numeros Primos y Compuestos para Cuarto de SecundariaDocument3 pagesProblemas de Numeros Primos y Compuestos para Cuarto de SecundariaTito VillafaneNo ratings yet
- PancreatitisDocument13 pagesPancreatitisluis ivanNo ratings yet
- Cuadro Comparativo Estilo ApaDocument4 pagesCuadro Comparativo Estilo ApaFanny AlvaradoNo ratings yet
- Examen Parcial Grupo BDocument2 pagesExamen Parcial Grupo BEspiritu Espiritu HiberNo ratings yet
- Manual Osiloscopio OWONDocument111 pagesManual Osiloscopio OWONJorge Luis Espin Claudio100% (3)
- Computadora y Sus ClasificacionesDocument3 pagesComputadora y Sus ClasificacionesClayNo ratings yet
- 14 - Concentracion Magnetica y de Alta TensionDocument28 pages14 - Concentracion Magnetica y de Alta TensionsebastianPRO2017gmail.com AlancayNo ratings yet
- Valvula de Presion y VacioDocument1 pageValvula de Presion y VacioRaul Andrés Puentes BeltránNo ratings yet
- Clase 6 El Problema Del ÁreaDocument23 pagesClase 6 El Problema Del Áreacarlos rojasNo ratings yet
- Pre Informe Efecto Compton PDFDocument5 pagesPre Informe Efecto Compton PDFomar del valleNo ratings yet
- Omron Medidas en Espanol PPPDocument15 pagesOmron Medidas en Espanol PPPAraceli CamarilloNo ratings yet
- Temperatura y Equilibrio TérmicoDocument19 pagesTemperatura y Equilibrio TérmicoLucasNo ratings yet
- SyllabusDocument3 pagesSyllabusJulioTranamilTranamilNo ratings yet
- Clase2 SQLDocument29 pagesClase2 SQLaaronNo ratings yet
- Aplicaciones de Las Ecuaciones Diferenciales Parciales en La Formación de OndasDocument4 pagesAplicaciones de Las Ecuaciones Diferenciales Parciales en La Formación de Ondasyaneli mariley mallqui briceñoNo ratings yet
- CircuitosDocument8 pagesCircuitosAnthony LLayqui LazoNo ratings yet
- Jorge Chávez-ELECTIVA (NEUMÄTICA) 2do CORTE 20%Document8 pagesJorge Chávez-ELECTIVA (NEUMÄTICA) 2do CORTE 20%Jorge ChávezNo ratings yet
- Ejemplo Practico de Sistema KANBAN en La Industria CPAT&BARDO - XLSX Versión 1Document8 pagesEjemplo Practico de Sistema KANBAN en La Industria CPAT&BARDO - XLSX Versión 1Luis SanchezNo ratings yet
- Materia ExcelDocument8 pagesMateria ExcelKristian Rock AndreeNo ratings yet